

Сопутствующие элементы и сварочные аксессуары
Чтобы сварочный процесс прошёл идеально, потребуется предусмотреть защитную форму одежды для мастера или иного исполнителя, который знает, как варить дуговой сваркой трубы. Все тело должно быть защищено от случайного попадания искры или иного раскалённого инородного предмета. В качестве предметов спецзащиты используют плотный тканевый материал из брезента, используемый для комбинезона рабочего. Руки, которые чаще всего соприкасаются с раскалёнными предметами, должны быть защищены перчатками из замши или другого плотного материала, который не имеет свойства к прожиганию от раскалённого предмета. Главным атрибутом для защиты лица и глаз, выступают маска с защитным стеклом или очками. Очки и маска должны быть оснащены специальным стеклом, которое предотвращает негативное влияние на область глаз и зрение в момент осуществления сварки.
Контроль качества сварных соединений
Качество сварных соединений обеспечивают предварительным контролем заготовок, текущим контролем за процессом сварки и приемочным контролем сварных соединений. Различают разрушающие и неразрушающие методы контроля.
Разрушающие испытания проводят обычно на образцах-свидетелях, моделях и реже на самих изделиях. Образцы-свидетели изготавливают из того же материала и по той же технологии, что и сварные соединения изделий. Механические испытания соединений и металла шва проводят на растяжение, изгиб, сплющивание и т. п. По характеру нагрузки различают статические, динамические и усталостные испытания. Методы разрушающего контроля, как правило, позволяют получить численные данные, характеризующие механические свойства соединений.
При неразрушающих испытаниях, осуществляемых обычно на самих изделиях, оценивают физические свойства, которые косвенно характеризуют качество изделий. Методы неразрушающего контроля сварных соединений в зависимости от характера физических полей или движущихся масс, взаимодействующих с контролируемым объектом, подразделяют на пять видов: радиационный, акустический (ультразвуковой), магнитный, капиллярный и течеискателем.
В настоящее время при контроле сварных соединений и изделий применяют все описанные способы контроля. Однако ни один из них не универсален, поэтому важен не только правильный выбор метода контроля, но и их комбинирование, сочетание разрушающих и неразрушающих испытаний.
Просмотров: 661
Как правильно?
Ответственные герметичные швы варятся за 3 прохода. Корневой, первый шов выполняется электродом диаметром 3 мм. Последующие 4 и 5 мм. Для хорошего формирования корня лучше всего подходят электроды с целлюлозным покрытием.
Следующие слои накладываются подходящими по марке трубы. При сварке второго слоя частично должен проплавляться и первый. Тогда не останется непроваров и шлаковых включений внутри шва.
При сварке высоколегированных труб на шов накладывается 3 слоя, один за другим. Температура между ними не должна превышать 150⁰C.
С поворотом стыка
При повороте стыка, труба варится вертикаль снизу вверх. Диаметр трубы условно делится на 4 сектора. Точки располагаются по циферблату часов на 2, 5, 7, 11. Нижний и верхний участки немного короче боковых.
- Варятся поочередно боковые вертикали корневого, первого шва.
- Трубы поворачиваются на 90⁰, и сваривается сначала участок, который был нижним, затем другой. При этом шов накладывается не встык, а внахлест по 40 – 50 мм.
- Аналогичным образом накладывается 2 и 3 слой, но начало сварки начинается со смещением на 10 – 15⁰.
При сварке снизу вверх следует менять угол наклона электрода, чтобы ванна прогревалась одинаково.
Без поворота стыка
Если конструкция закреплена прочно и повернуть трубу нельзя, применяется сварка безповоротным методом. Шов накладывается снизу.
- Отмечается нижняя точка на трубе.
- Сварка начинается дальше разметки.
- С потолка постепенно переходит на вертикаль и до верхней части трубы.
- Начинать варить вторую сторону нужно от намеченной нижней точки. Получается небольшое наложение.
При ремонтных работах часто приходится варить стыки в труднодоступных местах. Когда труба вплотную к стене и ее никак нельзя отодвинуть.
В этом случае делается качественный провар части шва с внутренней стороны.
- Вырезается небольшое окошко.
- Через образованное отверстие изнутри заваривается труба напротив стены.
- Устанавливается вырезанный элемент на место, прихватывается и заваривается вместе с оставшимся открытым швом.
Таким способом ремонтируют трубопроводы диаметром более 60 мм с толщиной стенки до 3 мм, когда достаточно положить один шов.
При низких температурах
Холодный металл при низких температурах не успевает прогреться и образуется резко выраженная переходная зона. В ней нарушены молекулярные связи, повышенная хрупкость. Если ударить по детали, то она лопнет не по шву, а рядом, по основному металлу.Чтобы избежать разрушения шва, следует подогреть свариваемые детали. Оптимальным вариантом является поместить их в печь и нагреть до 200 – 300⁰. При протяжке трубопроводов такой способ не подходит. Стыки труб нагревают газовой горелкой, равномерно перемещая ее по кругу несколько раз.
Ручная дуговая сварка трубопроводов
Контактная сварка была изобретена в разных странах мира во второй половине XIX века, и с тех пор нашла свое место в технологическом процессе многих промышленных предприятиях. Особенностью этой сварки является прочное соединение поверхностей под воздействием высокой температуры и сжимающей силы.
Контроль качества сварного соединения – один из важнейших этапов технологического процесса сварки. К каждому сварному изделию предъявляются самые разные требования – и именно от этих требований и зависит то, какие именно методы контроля качества будут применяться при его проверке.
В этой статье мы детально остановимся на таком способе сваривания, как сварка при прямой полярности. Рассмотрим суть этого процесса, его особенности, положительные и отрицательные моменты. Кроме того, остановимся на том, когда применяется сварка прямой полярности и с какими сварочными материалами.
stalevarim.ru
Особенности сварки
Понимая принцип ручной дуговой сварки плавящимся электродом можно приступить к самому сварочному процессу. Для начала разберемся, в каких случаях такая сварка целесообразна. РД по металлу целесообразна том случае, если толщина детали начинается от 2 миллиметров и не превышает 50 миллиметров. Также целесообразна сварка легированных, углеродистых и нержавеющих сталей. РДС отлично подойдет для мелкосерийного производства или для сварки штучных изделий. Если металлы толще и деталей много, то рекомендуем заменить ММА сварку на MAG.
Если детали будут слишком тонкими, то они будут плавиться слишком быстро. Это приводит к образованию дефектов, шов просто не успевает сформироваться. Даже если вы установите минимальное значение тока. Используйте другие технологии сварки тонкого металла, не рискуйте.
Выше мы писали, что возможна сварка деталей толщиной до 50 миллиметров. Но мы все же рекомендуем соединять металлы с толщиной максимум 20 миллиметров. Сварка толстых деталей экономически невыгодна при использовании технологии ручной дуговой сварки. Все эти правила не применимы к ситуации, когда нужно сварить короткий шов, чтобы произвести небольшой ремонт. Если участок сварки слишком мал, вы не будете использовать дорогостоящее оборудование, газ, флюсы и прочее. В таких ситуациях ручная дуговая сварка MMA вполне целесообразна при сварке деталей толщиной до 200 миллиметров.
Технология ручной дуговой сварки начинается с основ о пространственном положении. Мы писали, что ручная дуговая сварка плавящимся электродом возможна в любом положении. Это правда, но с оговорками. Дело в том, что не все электроды позволяют выполнить сложные потолочные или вертикальные швы. Они плавятся слишком быстро и стекающий металл не позволяет сформировать шов
Обратите на это внимание перед выполнением ответственной работы
По этой причине наилучший результат достижим именно в нижнем или горизонтальном пространственном положении. Такую работу сможет выполнить сварщик даже с низкой квалификацией, можно использовать электроды большего диаметра и установить на сварочном аппарате большую силу тока, чтобы ускорить рабочий процесс. Так что если вы можете заменить потолочные швы на нижние — не отказывайтесь от такого решения.
Если вы используете метод ручной дуговой сварки покрытыми стержнями и вам все же нужно сделать потолочных шов, то выберите электроды небольшого диаметра и установите на аппарате минимальное значение сварочного тока. Работайте не медленно и не быстро, постарайтесь найти «золотую середину» в скорости ведения дуги. Ведите дугу уверенно и не отклоняйтесь в стороны.
Теперь поговорим о типе и полярности тока. Сварка ММА может производить на постоянке и на переменке, выбор режима зависит от электродов. Обязательно читайте упаковку ваших стержней перед работой, некоторые электроды могут быть предназначены только для работы на одном типе тока.
Одно известно точно — при постоянном токе дуга горит стабильнее, чем при переменном. Это заметно даже при использовании универсальных стержней, способных работать с любым родом тока. Словом, если вы начинающий сварщик, то приобретайте универсальные комплектующие и экспериментируйте с настройками.
Что касается полярности, то ее выбор зависит от того, какая скорость плавления электрода вам необходима. Если выберите обратную полярность и установите постоянный ток, то электрод будет плавиться медленнее и равномернее. Это наиболее приемлемый вариант. Есть электроды, которые работают одинокого хорошо с любой полярностью.
Ручная сварка железа или никеля имеет свои сложности. В работе металл может быть подвержен проблеме, называемой магнитным дутьем. Магнитное дутье — это когда дуга начинает непроизвольно отклоняться от сварочной ванны из-за магнитных свойств металла. Чтобы избежать этих проблем установите на сварочнике переменный ток, это может помочь.
Работа сваркой
Перед тем, как приступить к работе, необходима подготовка:
- Очистить и обезжирить места соединений
- Трубы устанавливаются ровно и плотно, зазоры и перекосы недопустимы.
- На сварочный аппарат устанавливается требуемый режим и электрод
- Трубу заземляются
- Металлические трубы тяжелые, поэтому для хорошей фиксации положения изделий, можно сделать несколько прихваток по окружности.
Как сварить неповоротный вертикальный стык
Сварной шов делается короткой дугой в два захода. Сечение трубы визуально делится на две равные части, а те в свою очередь на три основных положения
- Потолочная позиция с 1 по 3
- Вертикальная позиция с 4 по 8
- Нижняя позиция с 9 по 11
Процесс заполнения шва всегда начинается с потолочной позиции. Дина дуги определяется по формуле Imin=0/5dэ мм (dэ – длина электрода)
Заканчивается заполнения разъема в нижнем положении.
Сварка производится под определенным углом. Потолочное положение делается углом назад (позиция 1-2), после переходит в позицию (3-7) углом вперед, следом образуется прямой сварочный угол и завершается шов углом назад (позиция 9-11)
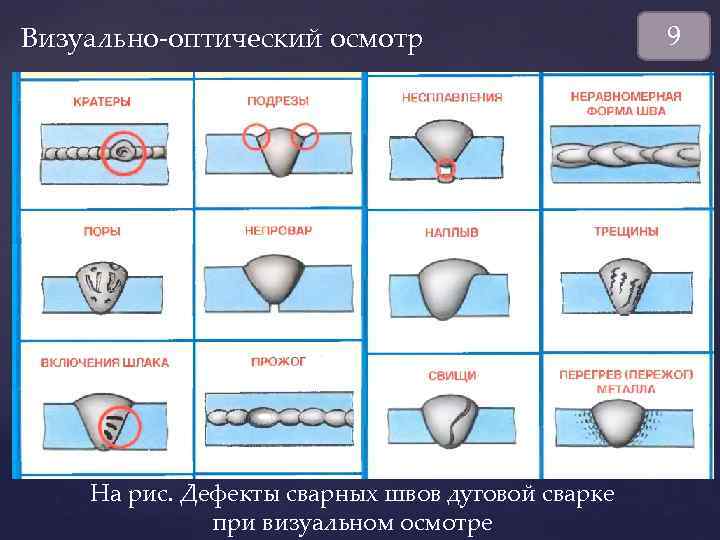
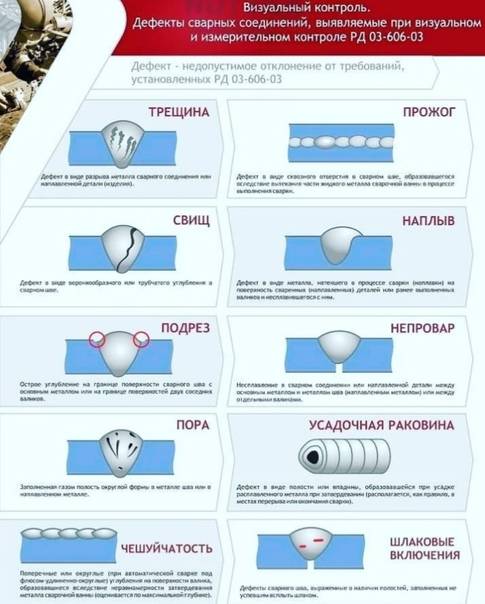
Внутренние поры
Внутренние поры выявить визуальными методами контроля поверхности шва невозможно. Данные дефекты представляют собой газовые полости оставшиеся в закристаллизовавшемся металле шва. Существуют два основных механизма образования внутренних пор. При одном из них, причиной образования данных дефектов является недостаточное перекрытие между собой по линии стыка корневых проходов при двухсторонней сварке. При этом воздуху, находящемуся в линии стыка, не хватает времени, чтобы всплыть, и они образует цепочку пор в зоне корня шва. Вторым источником газов могут являться остатки шлака от предыдущего прохода, которые недостаточно тщательно были удалены перед наплавкой очередного валика.



Необходимое оборудование, материалы и средства защиты
Выполнять сварочные работы необходимо в просторном, хорошо проветриваемом помещении или на открытом воздухе, вдали от легковоспламеняющихся веществ. Основным рабочим средством для соединения труб будет электрический сварочный аппарат переменного или постоянного тока. Хорошее оборудование стоит немалых денег, поэтому для разовой сварки по возможности его лучше одолжить. Кроме того, понадобятся:
- фиксирующие устройства;
- электроды и электрододержатели;
- сварочный кабель;
- молоток и зубило;
- наждак и металлическая щетка.
Работать следует в удобной, не сковывающей движения закрытой одежде из негорючих материалов.
Функция клапана рециркуляции ОГ (отработанных газов)
Когда и в каких количествах направлять отработанные газы во внешнюю систему рециркуляции газов, регулируется и управляется через клапан рециркуляции отработавших газов – часто его называют клапан рециркуляции ОГ (отработанных газов) – или EGR / ЕГР.
Клапан EGR обычно состоит из тарельчатого клапана или специальной задвижки. Этот клапан выпускает или препятствует движению выхлопных газов к впускному тракту двигателя.
С помощью датчиков, таких, как датчик массового расхода воздуха и датчик кислорода (лямбда-зонд), блок управления двигателем рассчитывает идеальное количество рециркуляции отработавших газов и соответственно, управляет клапаном рециркуляции выхлопных газов (клапаном ЕГР).
Механическое движение устройства клапана ЕГР обычно выполняется электропневматически или электрически с помощью сервомоторчика.
В некоторых моделях автомобилей клапан рециркуляции выхлопных газов оснащен также датчиком положения, который контролирует правильное открытие и закрытие заслонки или толкателя. Кстати, рециркуляция отработавших газов происходит только в области частичной нагрузки двигателя.
Необходимое оборудование, материалы и средства защиты
Выполнять сварочные работы необходимо в просторном, хорошо проветриваемом помещении или на открытом воздухе, вдали от легковоспламеняющихся веществ. Основным рабочим средством для соединения труб будет электрический сварочный аппарат переменного или постоянного тока. Хорошее оборудование стоит немалых денег, поэтому для разовой сварки по возможности его лучше одолжить. Кроме того, понадобятся:
- фиксирующие устройства;
- электроды и электрододержатели;
- сварочный кабель;
- молоток и зубило;
- наждак и металлическая щетка.
Работать следует в удобной, не сковывающей движения закрытой одежде из негорючих материалов.
Подготовительный этап дуговой сварки труб
Начнем с оборудования, необходимого для работ, помимо сварочного аппарата. Рабочее место сварщика называется сварочным постом, который оборудуется такими инструментами, как:
- ящик для хранения электродов;
- электродержатель;
- комплект щупов;
- молоток;
- зубило;
- наждак;
- жестяной поддон для огарков;
- металлическая щетка;
- силовой кабель для дуговой сварки;
- комплект шаблонов;
- средства защиты (шлем, щитки).
Сварочный кабель должен быть гибким и иметь для данного сечения достаточную длину, не сковывающую работу сварщика.

Шлем и щитки призваны защищать лицо и в особенности глаза в процессе работ. Они необходимы, так как возникающее во время дуговой сварки излучение негативно влияет на кожные покровы. Шлем выполняется обычно из фибры либо специально подготовленной фанеры и весит в готовом виде до 600 г. Сварщики-любители иногда пренебрегают такой защитой, поскольку по их мнению она мешает работе. Но это оправдание ошибочно, ведь правильно используемый шлем или щиток не должны доставлять каких-либо неудобств.
На лицевой стороне шлема делается вырез 6х12 см, чего вполне достаточно для полноценного наблюдения за процессом. В случае самостоятельного изготовления защитного щитка следует иметь в виду, что смотровое стекло должно быть специальным, не пропускающим излучение в инфракрасном и ультрафиолетовом диапазонах. Снаружи этот фильтр можно дополнительно оснастить обыкновенным стеклом для защиты от брызг.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
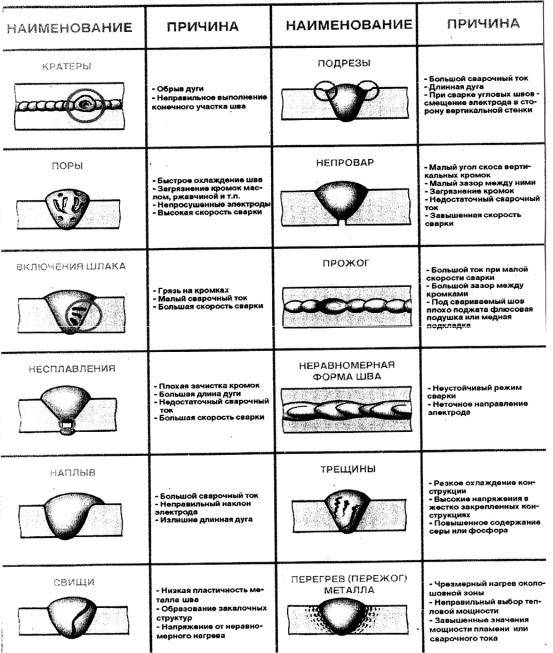
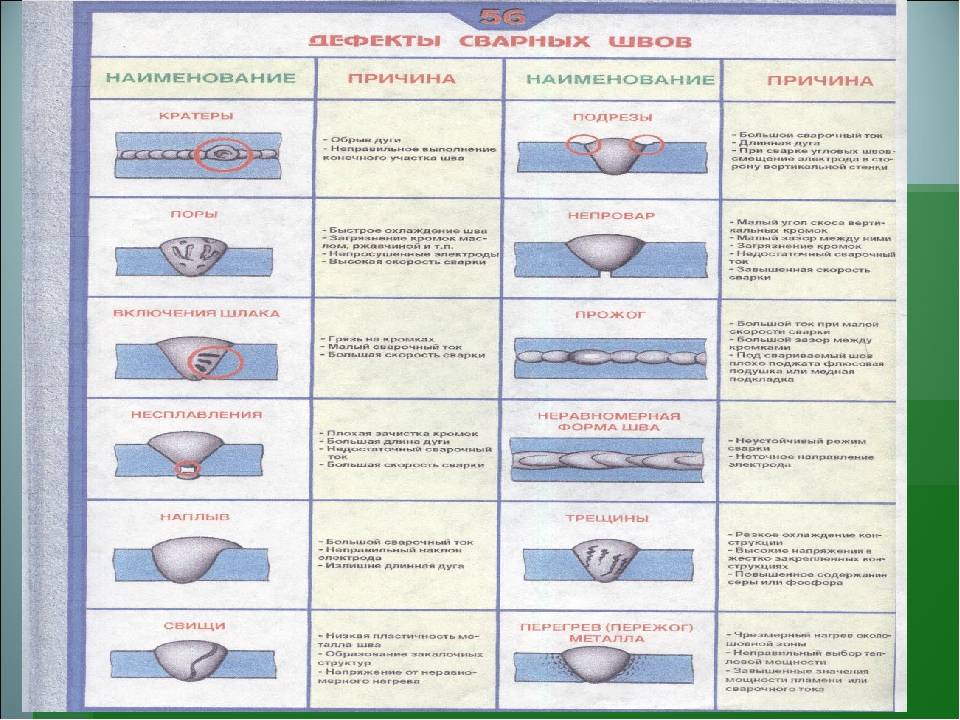
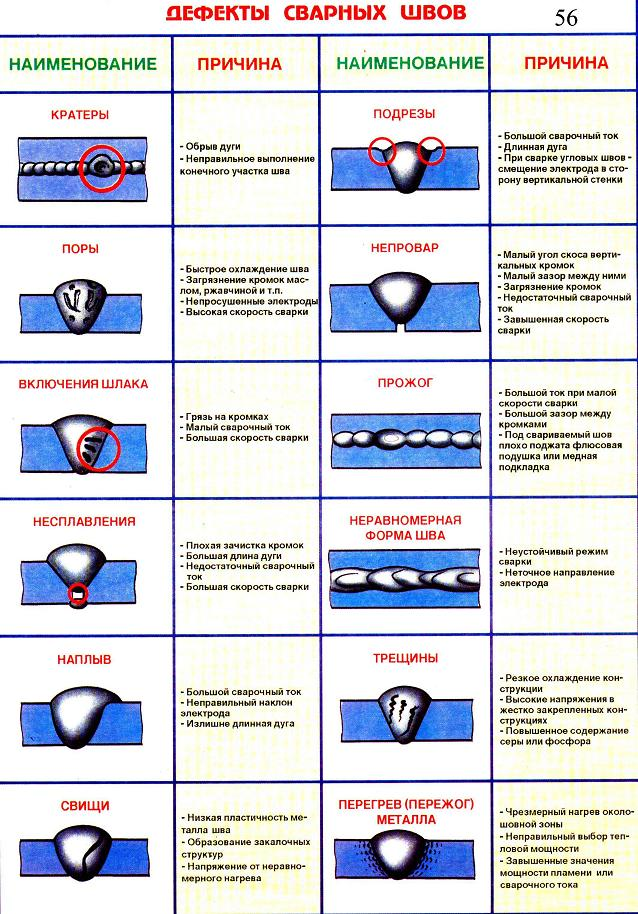
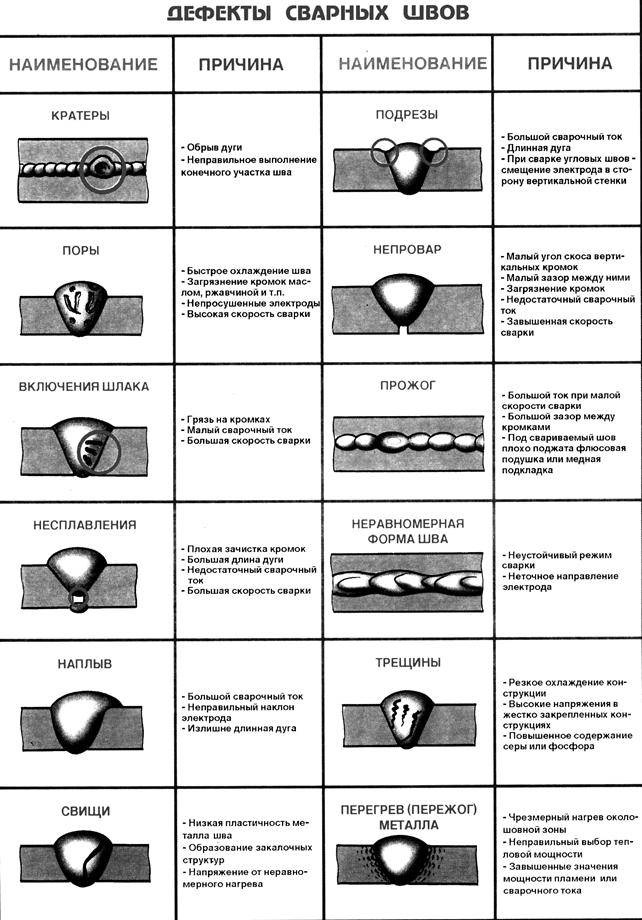
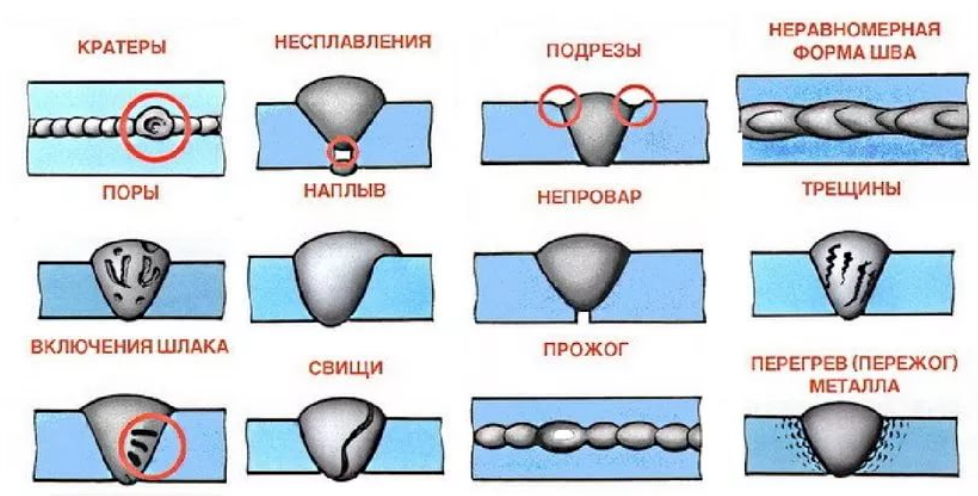
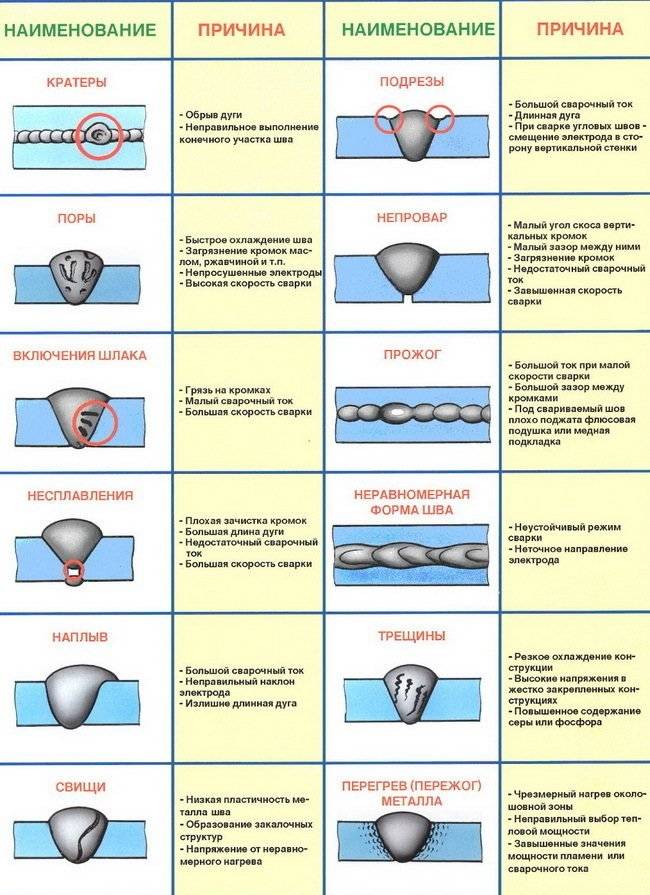
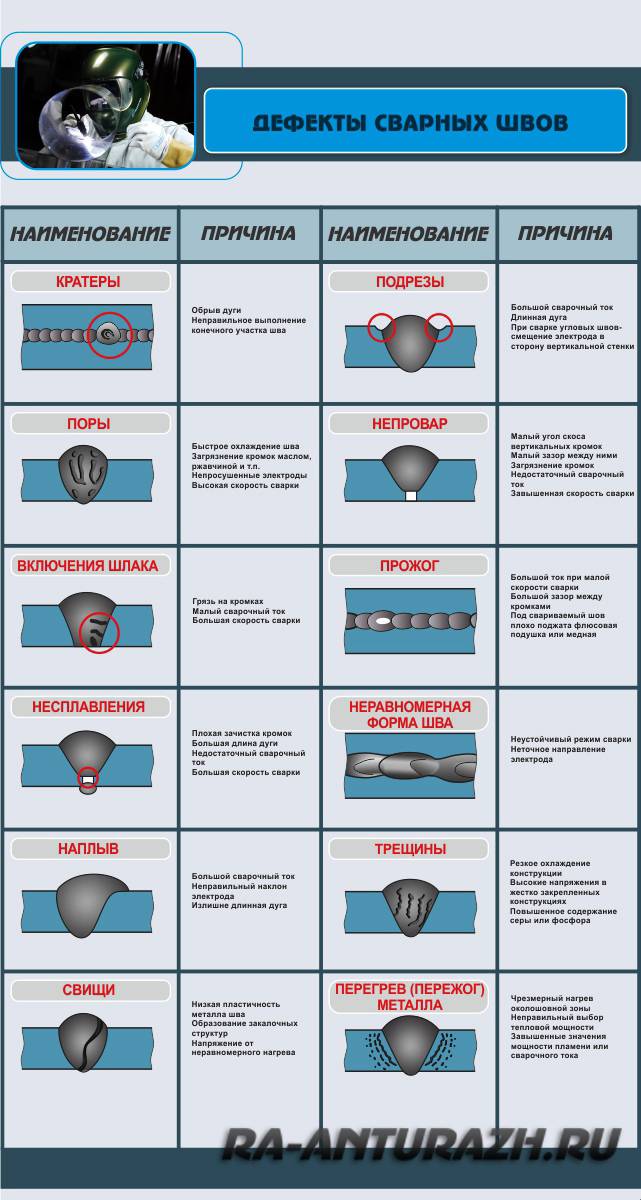
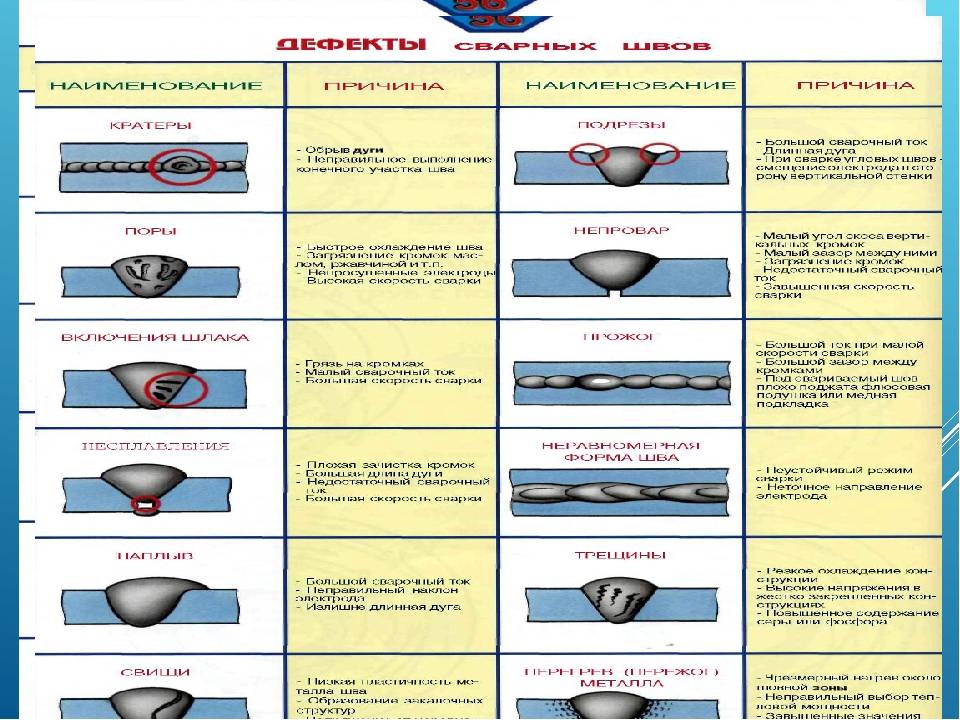
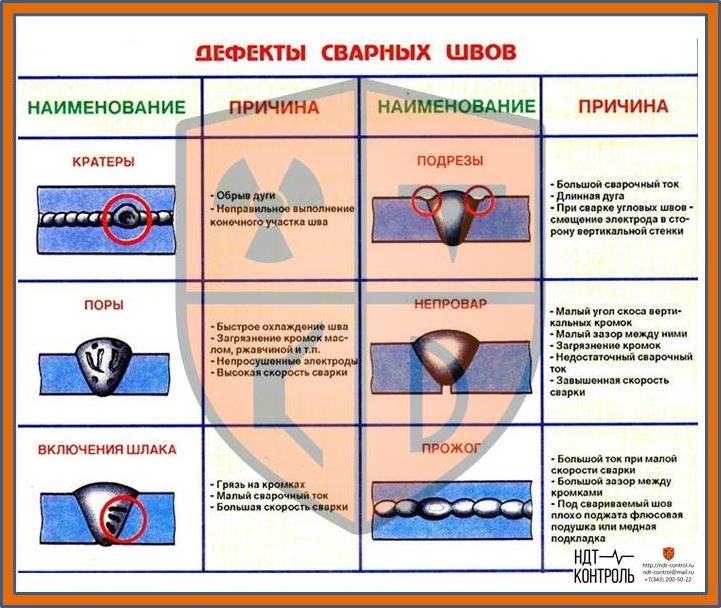
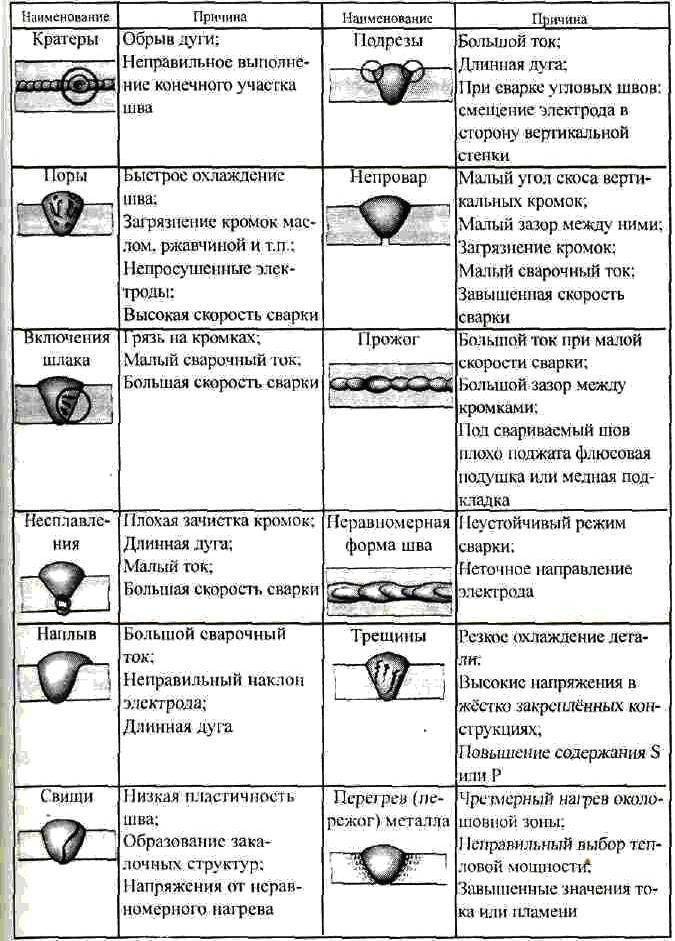
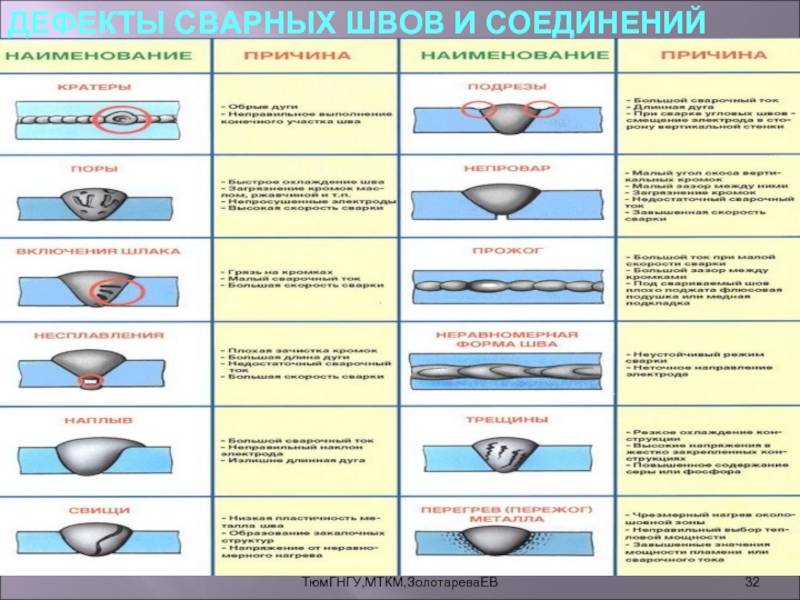
- Дефекты металлический изделий: причины и методика поиска
Другим важным приспособлением сварщика является электродержатель. Этот инструмент должен крепиться под любым углом для защиты от перегрева, а также иметь массу не более 500 г. Кроме того, необходимо обеспечить надежную изоляцию держателя от воздействия электрического тока. Если рассматривать предлагаемые на рынке три вида электродержателей (щипцовый, вилочный, с пружинящим кольцом), выбор лучше сделать в пользу первого.
От грамотной подготовки зависит в целом качество сварки. Поэтому перед началом сварочных работ следует выполнить ряд шагов, которые приведем ниже:
Проверка деталей.
Все элементы, из которых собирается сварочная система, нужно тщательно осмотреть. Проверьте размеры каждой детали (длину, толщину, диаметр), состав, а также убедитесь в отсутствии брака, повреждений и деформаций.
Подготовка кромок.
Края свариваемых частей предварительно очищаются от следов коррозии, загрязнений, следов масла и влаги. Для этого используется иглофреза или обычная щетка. Рекомендуется также обезжирить кромки. Чтобы дуговая сварка выполнялась максимально качественно, края труб выправляются с обязательным контролем зазора. Если доступ к кромкам затруднен, используют газовую горелку для их прокаливания либо обрабатывают зазор сжатым воздухом.

Проверка скоса.
Проверьте угол скоса и величину притупления – они должны находиться в диапазонах соответственно 60–70 мм и 2-–2,5 мм. Если после механической резки на кромках образовался наклеп, а также имеется литейная корка, эти дефекты следует удалить наждачным камнем.
Устройство стартера и принцип его действия
Конструктивно стартерный узел на авто включает в себя следующие элементы:
- Корпус устройства или сам электромотор. Выполнен в виде цилиндрического механизма. Внутри электродвигателя устанавливаются обмотки возбуждения, а также сердечники.
- Якорное устройство. Этот элемент выполняется в виде оси, изготовленной из легированной стали. На якорном устройстве устанавливается сердечник, а также коллекторные пластины.
- Тяговое реле. Используется для подачи напряжения на электрический моторчик стартерного узла от выключателя зажигания. Тяговое реле также предназначено для выталкивания обгонной муфты. Этот элемент оборудуется силовыми контактами, а также подвижной перемычкой.
- Бендикс или обгонная муфта с приводной шестеренкой. Выполнен в виде роликового устройства, который осуществляет передачу крутящего момента к венцу маховика посредством шестеренки зацепления. Когда выполняется старт двигателя, бендикс отсоединяет приводную шестеренку, а также венец, что способствует сохранности стартерного узла.
- Щеточное устройство. Используется для подачи тока к коллекторным пластинчатым элементам якорного механизма. Щетки используются для увеличения мощности электрического моторчика, когда стартерный узел выполняет основной рабочий цикл.
На большинстве конструкция аналогична, все без исключения узлы оснащаются вышеописанными элементами. Различия обычно незначительные и касаются механизма для автоматического отсоединения шестерен. Кроме того, на транспортных средствах с АКПП стартерный узел оснащается дополнительными обмотками. Они используются для предотвращения запуска силового агрегата, когда рычаг трансмиссии расположен в любом режиме, кроме нейтрали или паркинга.
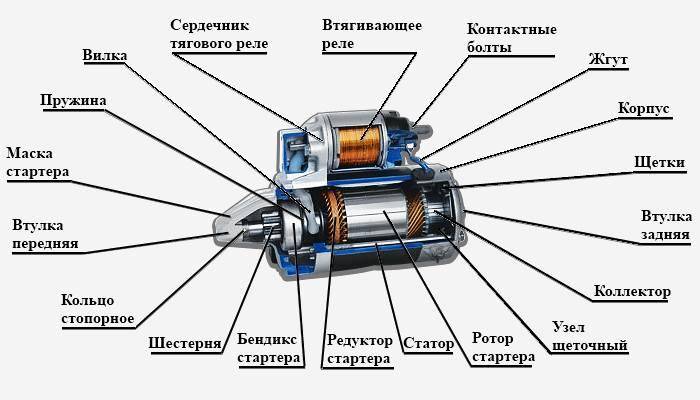 Составляющие компоненты стартерного узла
Составляющие компоненты стартерного узла
Весь процесс работы устройства условно проходит несколько этапов:
- Подключение приводной шестеренки к венцу.
- Запуск стартерного механизма.
- Отключение маховика и приводной шестеренки.
Весь цикл работы стартерного устройства авто кратковременный, этот узел не используется при езде автомобиля, а применяется только для пуска ДВС.
Принцип действия стартерного механизма более подробно выглядит так:
- Водитель проворачивает ключ в выключателе зажигания в положение пуска. Начинается передача тока от аккумуляторной батареи к замку, а затем на втягивающее реле.
- Приводная шестеренка бендикса входит в зацепление с маховиком.
- Шестеренка зацепляется, что приводит к замыканию электроцепи и подаче напряжения на электрический моторчик.
- Производится пуск силового агрегата. В момент, когда обороты последнего будут выше оборотов стартерного узла, обгонная муфта отсоединит приводную шестеренку с валом электрического мотора.
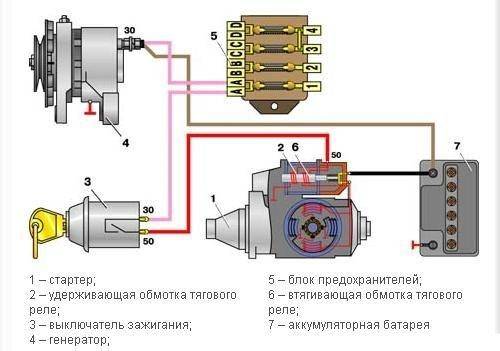 Схема соединения стартерного механизма на примере ВАЗ 2101
Схема соединения стартерного механизма на примере ВАЗ 2101
Как правильно?
Ответственные герметичные швы варятся за 3 прохода. Корневой, первый шов выполняется электродом диаметром 3 мм. Последующие 4 и 5 мм. Для хорошего формирования корня лучше всего подходят электроды с целлюлозным покрытием.
Следующие слои накладываются подходящими по марке трубы. При сварке второго слоя частично должен проплавляться и первый. Тогда не останется непроваров и шлаковых включений внутри шва.


При сварке высоколегированных труб на шов накладывается 3 слоя, один за другим. Температура между ними не должна превышать 150⁰C.
С поворотом стыка
При повороте стыка, труба варится вертикаль снизу вверх. Диаметр трубы условно делится на 4 сектора. Точки располагаются по циферблату часов на 2, 5, 7, 11. Нижний и верхний участки немного короче боковых.
- Варятся поочередно боковые вертикали корневого, первого шва.
- Трубы поворачиваются на 90⁰, и сваривается сначала участок, который был нижним, затем другой. При этом шов накладывается не встык, а внахлест по 40 – 50 мм.
- Аналогичным образом накладывается 2 и 3 слой, но начало сварки начинается со смещением на 10 – 15⁰.
При сварке снизу вверх следует менять угол наклона электрода, чтобы ванна прогревалась одинаково.
Без поворота стыка
Если конструкция закреплена прочно и повернуть трубу нельзя, применяется сварка безповоротным методом. Шов накладывается снизу.
- Отмечается нижняя точка на трубе.
- Сварка начинается дальше разметки.
- С потолка постепенно переходит на вертикаль и до верхней части трубы.
- Начинать варить вторую сторону нужно от намеченной нижней точки. Получается небольшое наложение.
При ремонтных работах часто приходится варить стыки в труднодоступных местах. Когда труба вплотную к стене и ее никак нельзя отодвинуть.
В этом случае делается качественный провар части шва с внутренней стороны.
- Вырезается небольшое окошко.
- Через образованное отверстие изнутри заваривается труба напротив стены.
- Устанавливается вырезанный элемент на место, прихватывается и заваривается вместе с оставшимся открытым швом.
Таким способом ремонтируют трубопроводы диаметром более 60 мм с толщиной стенки до 3 мм, когда достаточно положить один шов.
При низких температурах
Холодный металл при низких температурах не успевает прогреться и образуется резко выраженная переходная зона. В ней нарушены молекулярные связи, повышенная хрупкость. Если ударить по детали, то она лопнет не по шву, а рядом, по основному металлу.Чтобы избежать разрушения шва, следует подогреть свариваемые детали. Оптимальным вариантом является поместить их в печь и нагреть до 200 – 300⁰. При протяжке трубопроводов такой способ не подходит. Стыки труб нагревают газовой горелкой, равномерно перемещая ее по кругу несколько раз.
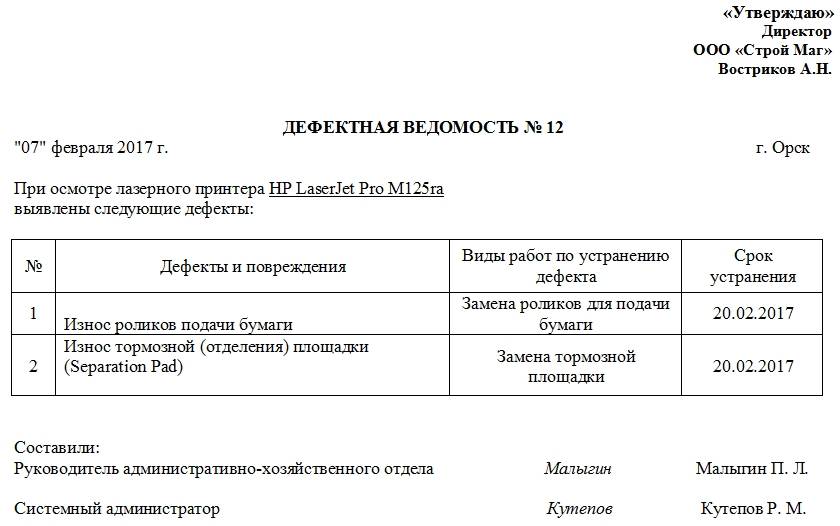
Образец составления дефектной ведомости
- Вверху слева или справа (это значения не имеет) отводится несколько строк под утверждение руководителем предприятия. Сюда вписываются:
- его должность (директор, генеральный директор),
- фамилия, имя, отчество,
- полное название компании.
- Затем посередине строки пишется наименование документа и его номер по внутреннему документообороту, ниже – населенный пункт, в котором зарегистрирована фирма, и дата составления ведомости.
- Далее идет основная часть. Она формируется в виде таблицы,
- в первый столбик которой вносится порядковый номер,
- во второй – дефекты и повреждения, обнаруженные в ходе обследования,
- в третий – требуемые меры по их устранению,
- в четвертый – сроки, в которые повреждения должны быть исправлены.
- В завершение документ подписывают члены комиссии, участвовавшие в осмотре оборудования, устройства или товарно-материальной ценности, с указанием их должностей и расшифровкой автографов.
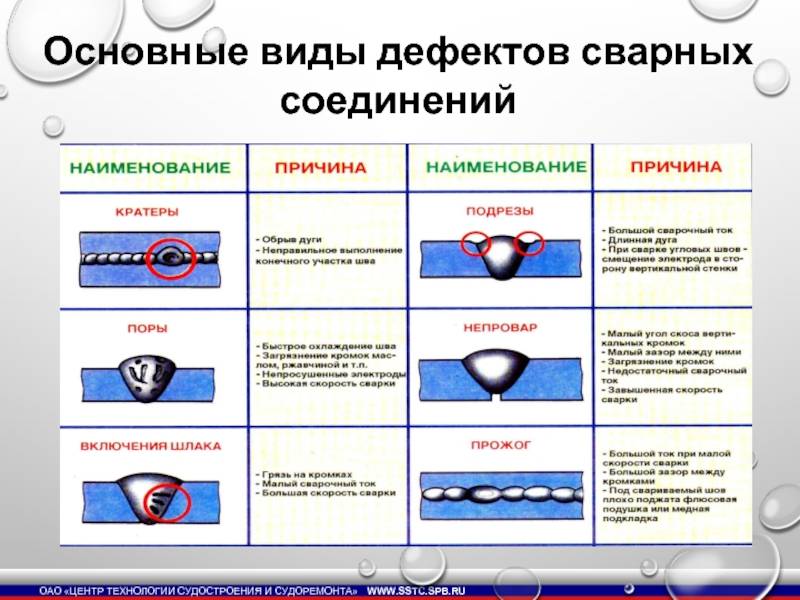
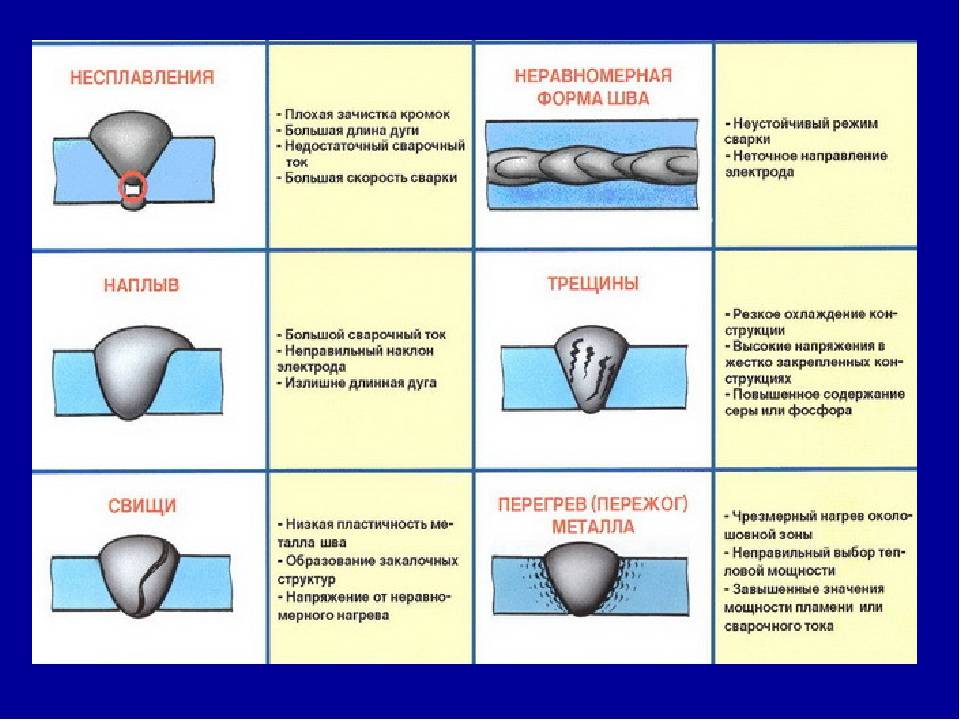
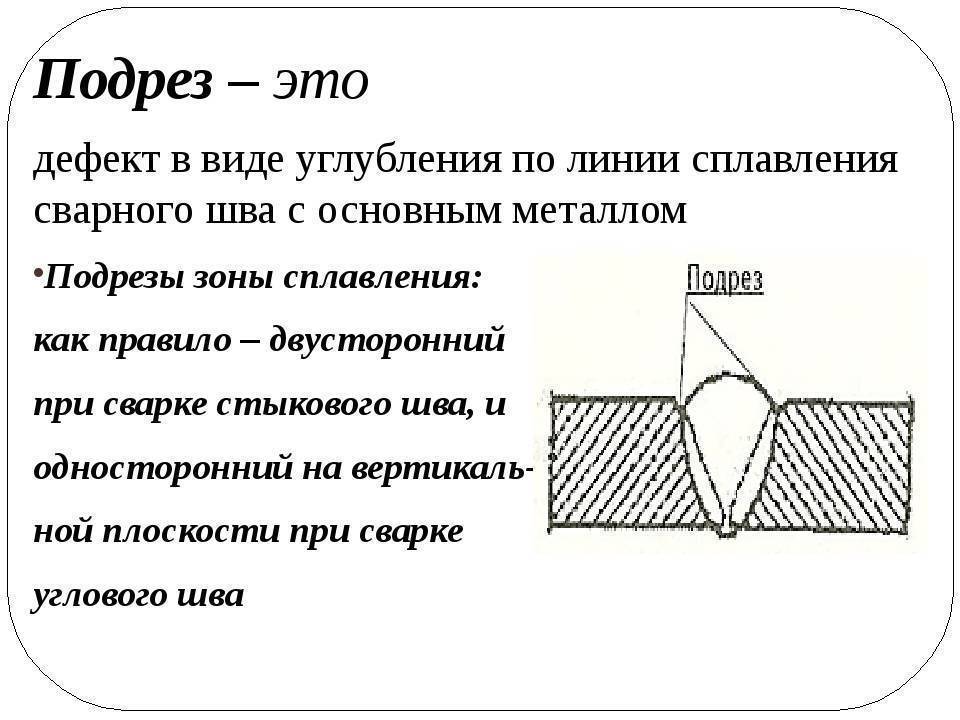
Требования к сварному шву по ГОСТ
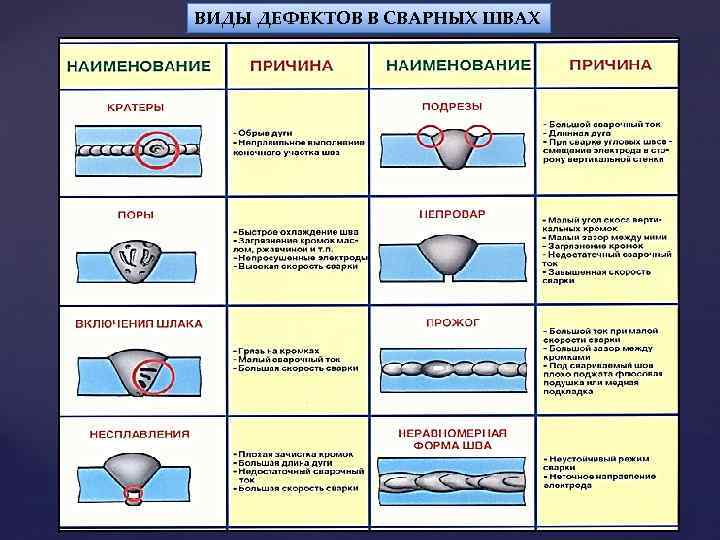
Основные требования к качеству шва и методы контроля изложены в ГОСТ 23118-99. В нем указаны требования к сплошности шва, отсутствию в нем подрезов, волчков и других дефектов.
ГОСТ 5264-80 регламентирует форму шва, его чешуйчатость, выпуклость и ширину. На каких соединениях, какой катет должен быть. Он рекомендует оборудование и инструмент для проведения определенных работ с учетом материала.
Чтобы пройти обучение, и начать быстро и правильно соединять детали, техник должен сначала изучить теорию. Затем на смену приходит практика. Тонкий лист несколько раз подряд следует соединить с другим, меняя режимы и скорость движения дуги. После получения деталей с идеальным выпуклым стыком, можно переходить к легированным металлам и цветным сталям. И только когда будут покорены вертикаль и потолок. Приступать к сварке труб.
Из-за клапана ОГ на “приборке” горит “Чек двигателя”
Еще одним признаком неисправности клапана EGR (ЕГР) является появление на приборном щитке ошибки двигателя (“Чек двигателя”). Правда такое появление ошибки двигателя не обязательно связано с датчиком положения клапана рециркуляции отработанных газов, который обычно и обнаруживает в некоторых автомобилях неправильное положение клапана.
Неисправность в работе клапана ОГ могут обнаружить и другие датчики автомобиля, такие например, как датчики давления или температуры, которые могут передавать блоку управления двигателем противоречивые значения (данные) из-за отсутствия выхлопных газов в системе рециркуляции ОГ. В итоге мы наблюдаем, если датчики обнаруживают неисправность в работе двигателя, то на комбинации приборов автомобиля загорается контрольная лампа “Check Engine” (“Чек двигателя “).
Также в памяти самого блока управления двигателем записывается сам код ошибки, который привел к появлению значка “Чек двигателя”.
Так, в памяти компьютера при появлении значка “Чек двигателя” из-за неправильной работы клапана отработавших газов может появиться код ошибки который означает, что «Рециркуляция отработавших газов слишком низкая».
В том числе может появиться и такая ошибка, означающая, что «Утечка в системе впуска». Такая ошибка может появиться, когда клапан застрял в открытом положении
Правда, обратите друзья внимание на следующее, что иногда коды ошибок, связанных с отработанными газами, могут означать совсем другие неисправности в работе двигателя, которые никак не связаны с дефектами клапана EGR.
Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Видео:
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Некоторые особенности, характерные для сварки трубопроводов
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат. При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности. Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении. Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров. Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.


Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска. Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя. Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки. Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки. Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно. Каждый последующий слой выполняется во время медленного поворота трубы. Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба. Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Безопасность
Мы уже упоминали, что пайка полипропилена — занятие абсолютно безопасное. Увы, о сварке стальных изделий этого сказать нельзя. Избежать неприятностей поможет следование простым правилам безопасности.
Газ
- Обручальные кольца и прочие украшения на руках — под строгим запретом. Зацепившийся при погрузке вентиль 90-килограммового баллона вполне может лишить вас пальца;
- Работа в промасленных рукавицах тоже запрещена. При контакте с кислородом масло воспламеняется даже без искры;
- Состояние шлангов и штуцеров должно проверяться перед началом работ. Нарушенное армирование и утечки могут привести к образованию взрывоопасной смеси;
- По той же причине работы должны выполняться в хорошо проветриваемом помещении;
- Баллоны переносятся двумя людьми на специальных носилках;
- При первых признаках отклонений в форме факела вентиля на горелке перекрывается, а жало прочищается. Нарушение этого правила может привести к обратному удару — смешению ацетилена и кислорода в горелке и шлангах с последующим взрывом.
 Последствия обратного удара.
Последствия обратного удара.
Электричество
- Работа без маски и рукавиц из диэлектрической ткани запрещена. Запрещены и все виды электросварочных работ в сырых помещениях;
- Трубопровод перед производством работ должен быть полностью осушен;
- Кабели нельзя прокладывать по лужам и грязи;
- Сварщик не должен придерживаться свободной рукой за заземленную конструкцию. Случайное касание голой рукой держателя пустит через его тело ток в сотни ампер — с очень предсказуемыми последствиями.
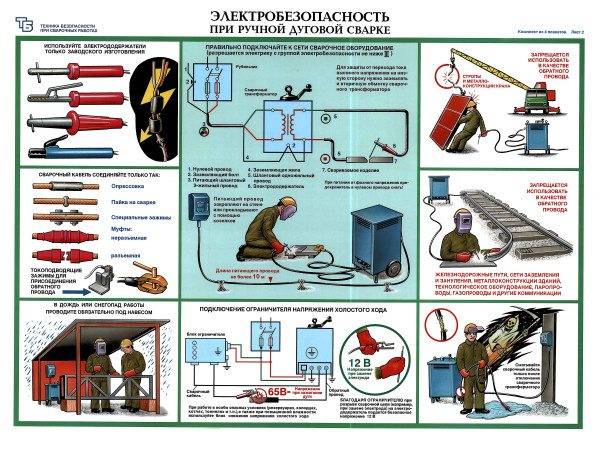 Некоторые дополнительные правила электрической безопасности при сварочных работах.
Некоторые дополнительные правила электрической безопасности при сварочных работах.
Требования к сварному шву по ГОСТ
Основные требования к качеству шва и методы контроля изложены в ГОСТ 23118-99. В нем указаны требования к сплошности шва, отсутствию в нем подрезов, волчков и других дефектов.
ГОСТ 5264-80 регламентирует форму шва, его чешуйчатость, выпуклость и ширину. На каких соединениях, какой катет должен быть. Он рекомендует оборудование и инструмент для проведения определенных работ с учетом материала.
Чтобы пройти обучение, и начать быстро и правильно соединять детали, техник должен сначала изучить теорию. Затем на смену приходит практика. Тонкий лист несколько раз подряд следует соединить с другим, меняя режимы и скорость движения дуги. После получения деталей с идеальным выпуклым стыком, можно переходить к легированным металлам и цветным сталям. И только когда будут покорены вертикаль и потолок. Приступать к сварке труб.
Что нужно сделать в первую очередь
Если ваши весы не показывают ничего и никак не реагируют на касания, то самое первое, что нужно сделать – это проверить батарейку питания.
Проверить батарейку можно при помощи мультиметра.
Но даже если она полностью заряжена – все равно дело может быть в ней. Почему? Вы купили новую батарейку, но она чуть тоньше, чем та, которая была установлена. И она просто не приживается к контактам в разъеме. Такое тоже может быть.
Батарейки в виде «таблеток» бывают разной толщины, и это тоже надо учитывать. На фото ниже пример набора батареек.
Они отчитаются друг от друга по толщине.
Но даже после замены батарейки на точно такую же новую, весы все равно не хотят включаться! И это уже проблема внутри корпуса.





