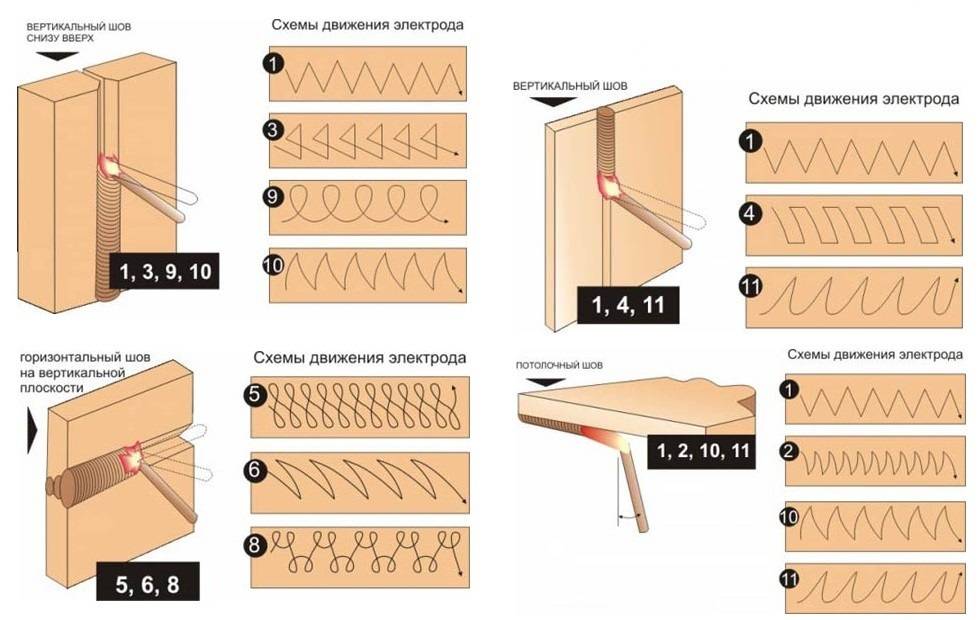
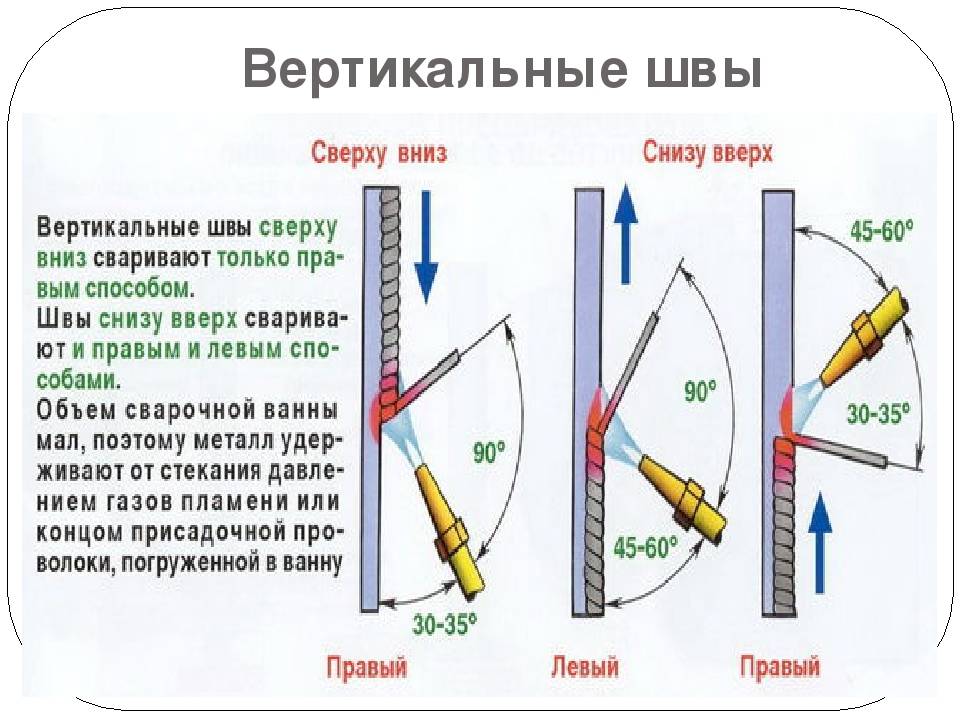
Технология производства вертикальных швов
Рассмотрим условия управления электродом, работающим от инвертора в процессе варки. Основным советом при этом является:
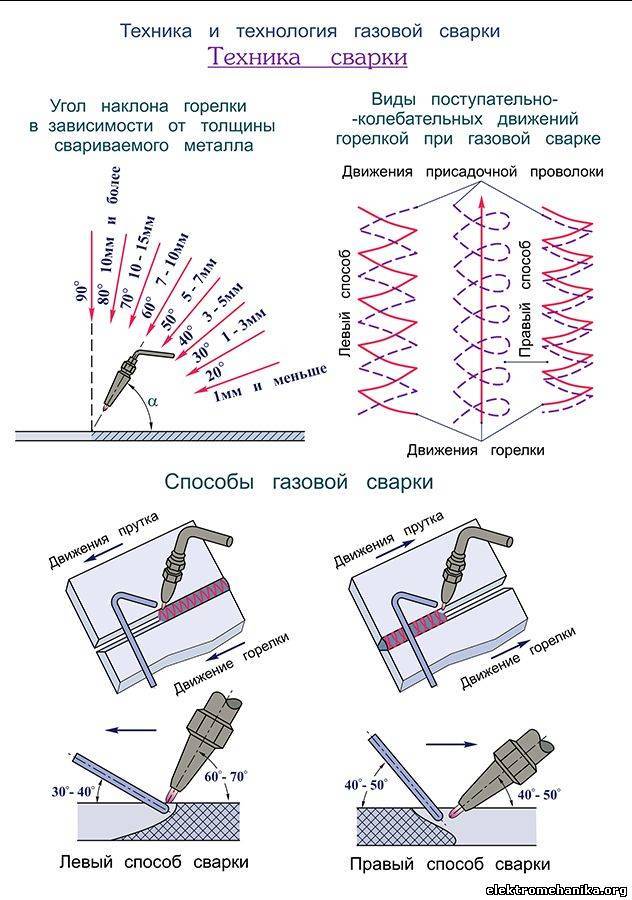
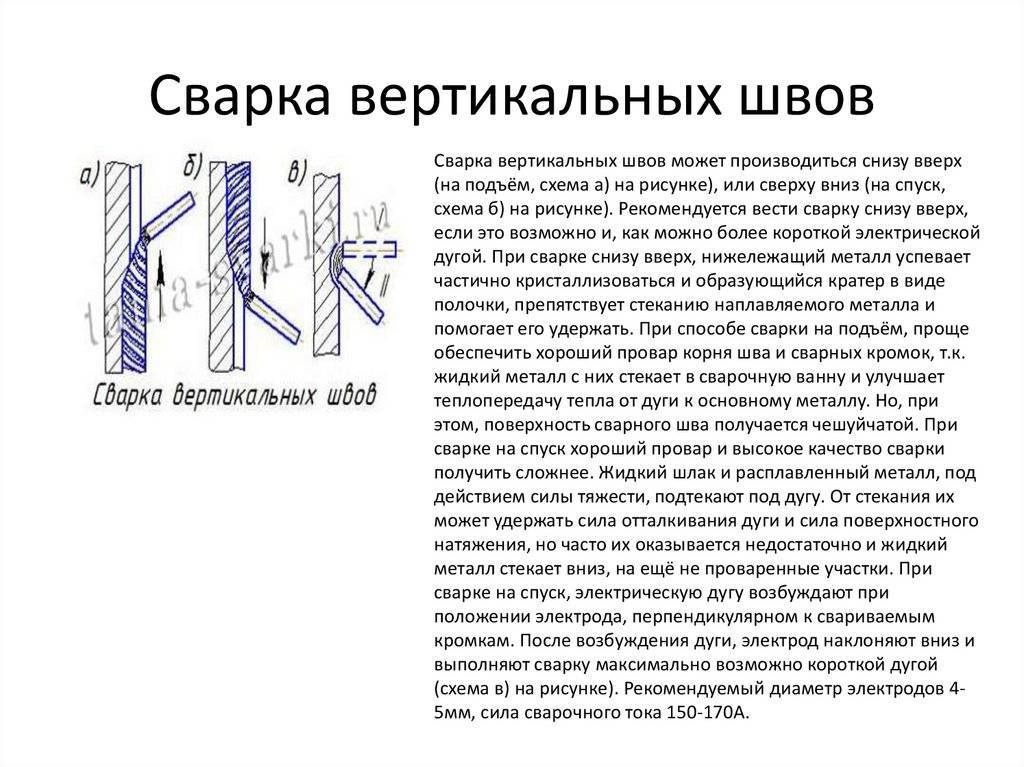
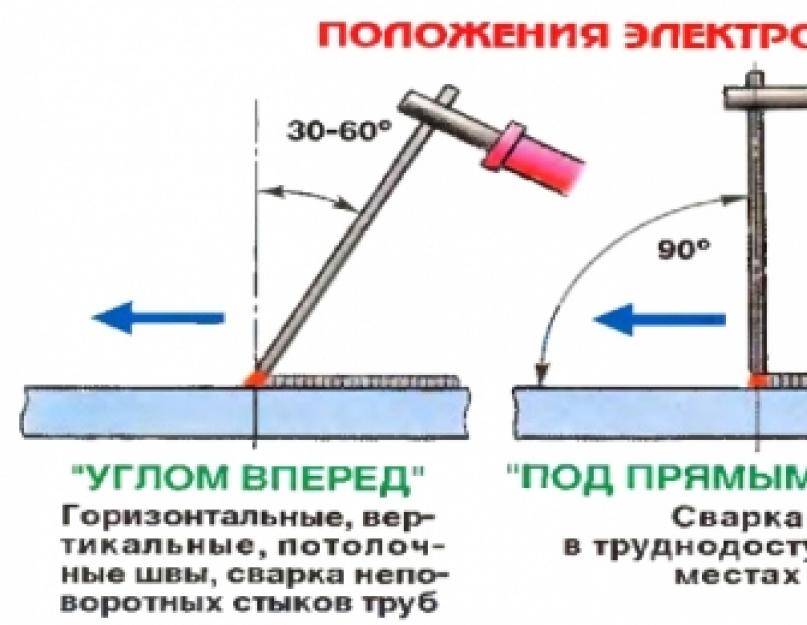
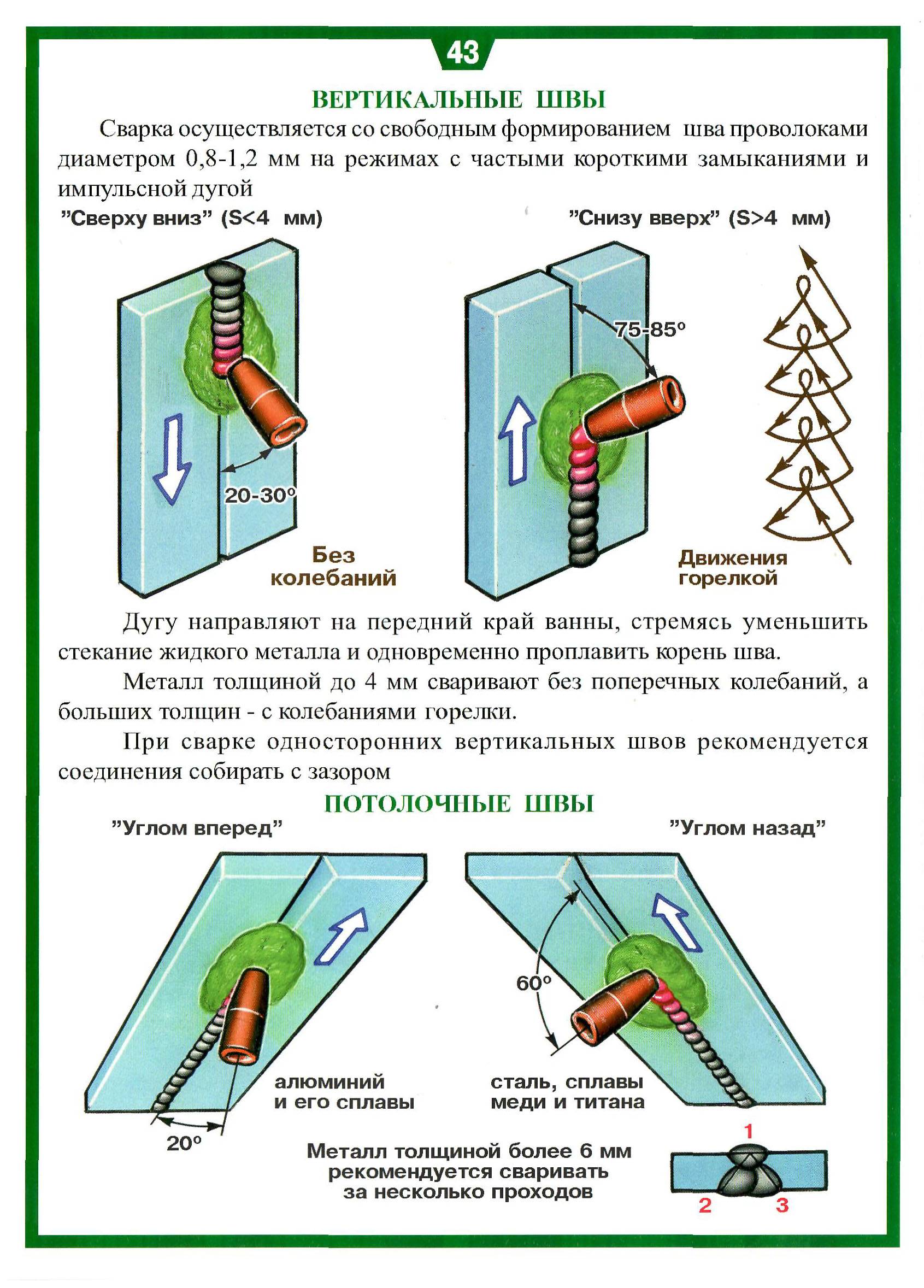
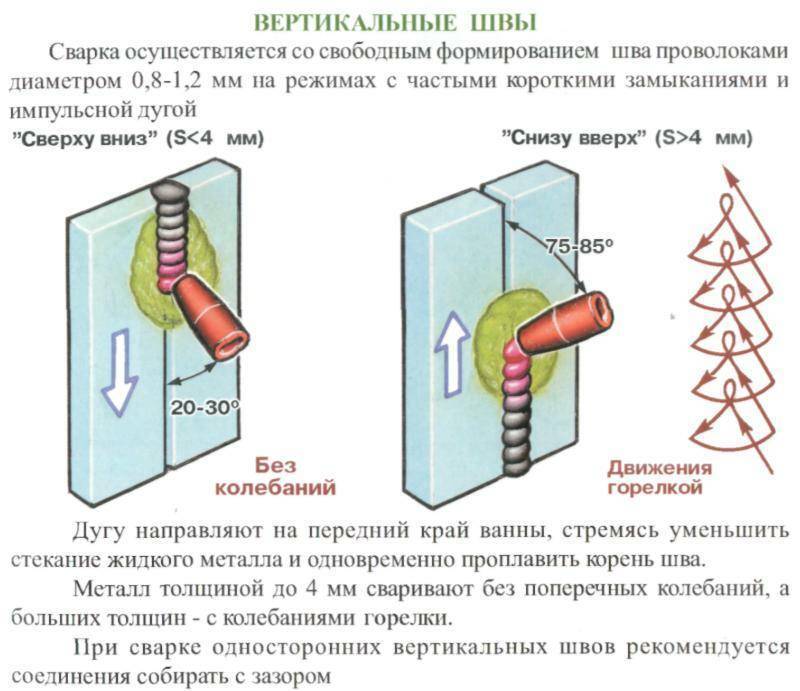
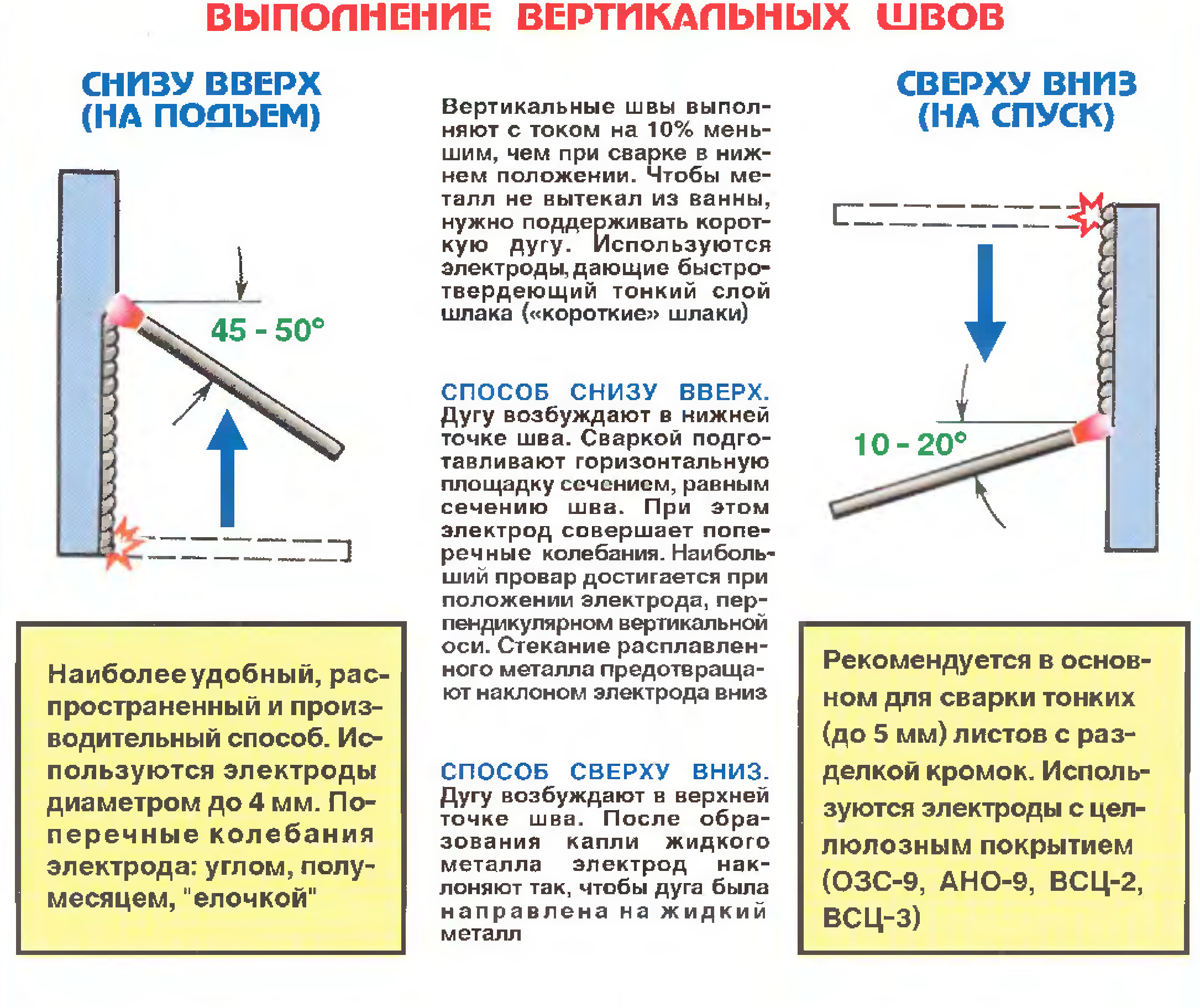
- производить работы можно двумя способами: снизу к верху, сверху вниз;
- устанавливать электрод перпендикулярно к месту работы, касаясь его уголком вперед.
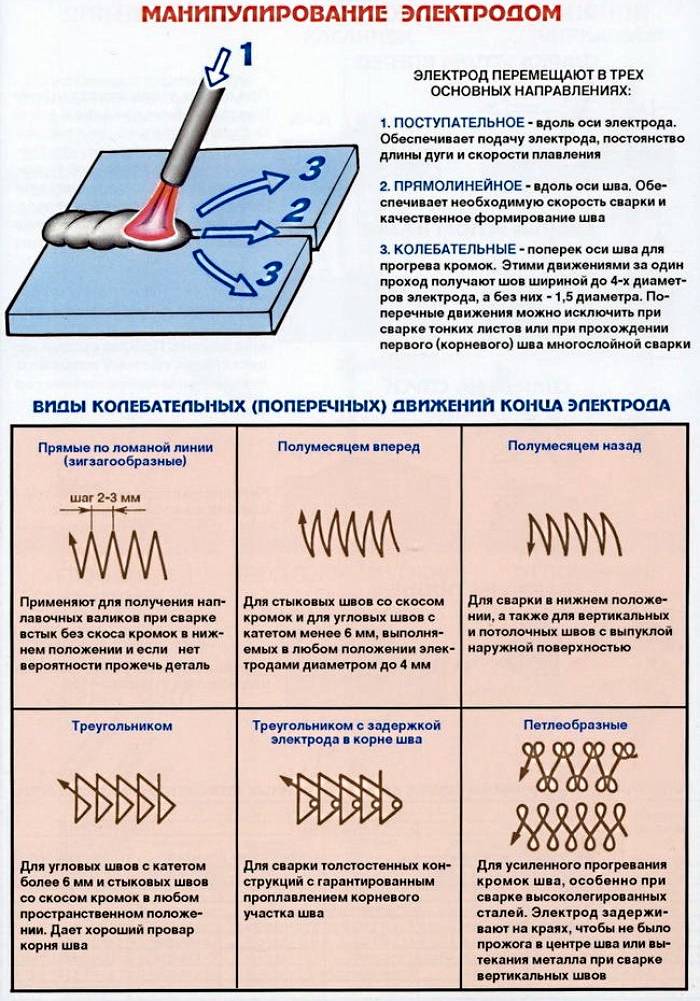
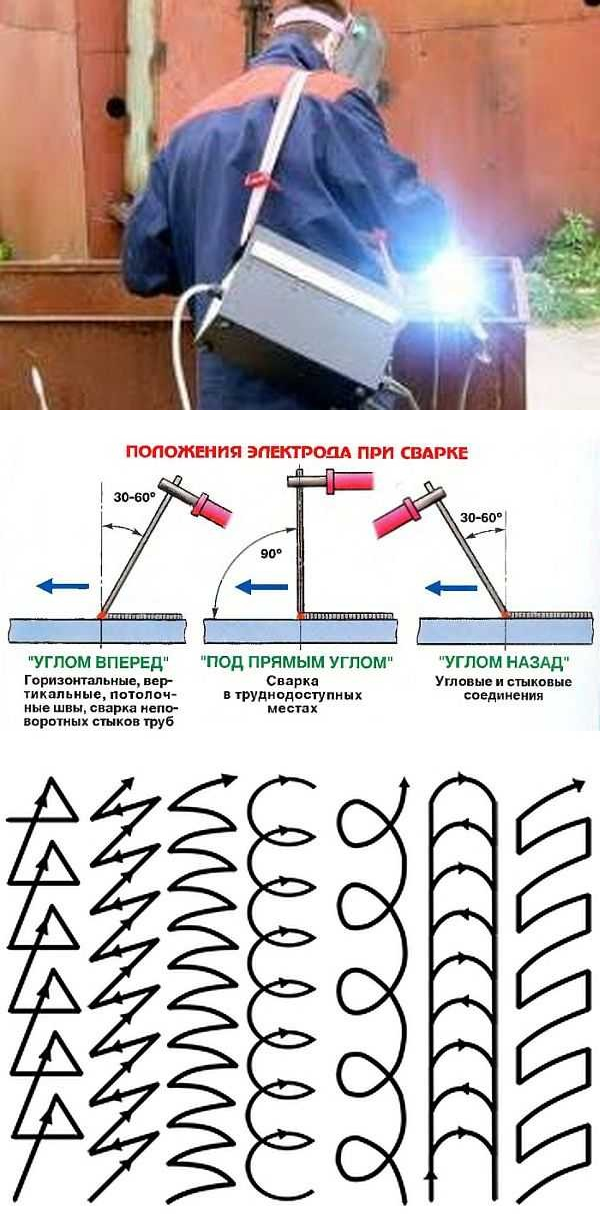
А также использовать такие направления концом стержня, в зависимости от ширины шва:
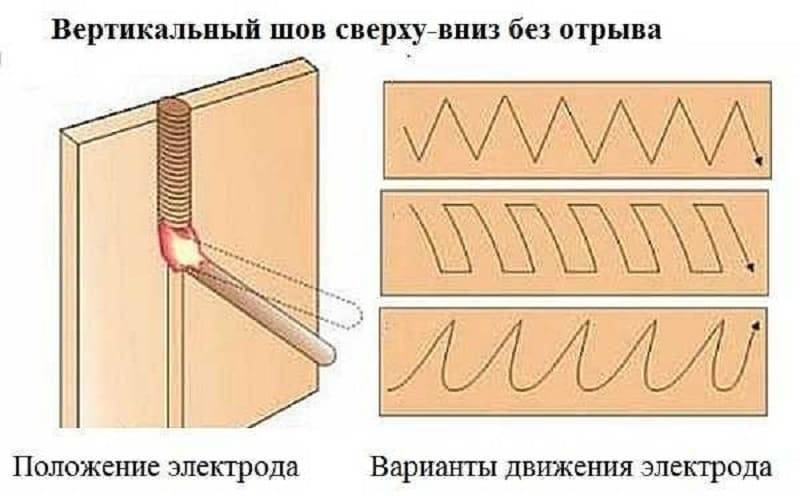
- широкий: полукругом (кругом, каплей или петлями) слева направо, швы кладутся друг на друга согласно установленному направлению;
- узкий: отрезками вверх, начало каждого последующего при этом накладывается на середину предыдущего;
- или другими широко применяемыми: елочкой (если зазор между деталями 2-3мм), треугольником (зазор менее 2мм), лестница (когда расстояние максимальное).
Молодых работников часто интересует вопрос о продолжительности нажатия стержнем электрода на свариваемую поверхность. Опытные сварщики в этом случае рекомендуют проговаривать про себя с каждым нажатием включенного аппарата число двадцать два. Именно столько времени для этого понадобится и нужно не отрывать электрод от металлического листа. И от этого следует, что для толстого металла проговаривать следует медленнее, а с тонким немного быстрее.
Количество Ампер, установленных на инверторе важно для итога. К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А
Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
К примеру, эффективнее всего будет использовать такую схему: устанавливать на каждый один миллиметр взятого электрода мощность в 30А. Если позволяет технология и толщина взятого изделия, можно немного отклоняться от этих чисел, но лучше не делать этого, потому что:
- когда сила будет слабая — шов будет не очень эстетичен, шлам станет скапливаться большим слоем наверху;
- в случае, когда она наоборот слишком большая — есть вероятность прожечь металл.
Как научиться варить электросваркой урок 1
Чтобы хорошо освоить этот метод соединения металла, необходимо разобраться в физическом процессе сваривания. Понимание образования шва поможет варить не «в слепую», а с осознанием происходящего, что безусловно отобразится на результате.
Для сварочных работ используют различные аппараты, которые преобразуют ток до нужной величины, способной плавить сталь. Самыми простыми являются трансформаторы, работающие от 220 и 380V. За счет обмоток катушек они понижают напряжение (V) и повышают силу тока (A). Чаще всего это большие устройства на промышленных предприятиях или маленький самодельный аппарат в гараже.
Более «продвинутые» версии — это преобразователи, выдающие постоянное напряжение. Благодаря этому создание сварочного шва происходит более деликатно и тише. В домашних условиях применяются небольшие версии этих аппаратов, называемые инверторами. Они работают от бытовой сети и преобразуют переменный ток в постоянный. Научиться варить инвертором проще, чем начинать с большого промышленного трансформатора.
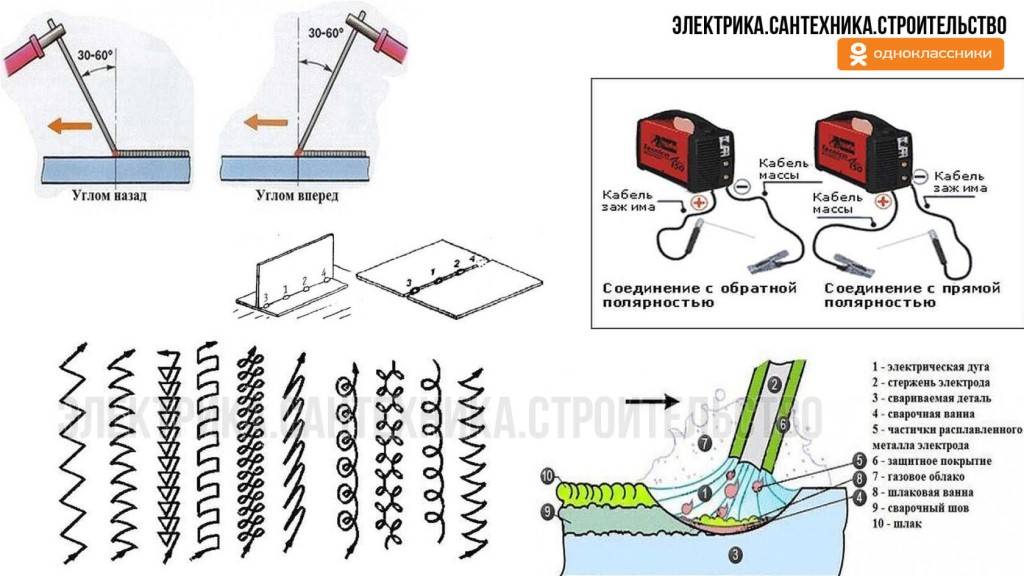
Суть процесса в следующем:
- Аппарат выдает необходимое напряжение.
- От инвертора исходит два кабеля (+ и -), первый крепится на изделие, а второй снабжается держателем для электрода. Минусовый кабель некоторые обозначают как ноль. В зависимости от того, какой провод цепляется к массе, определяется полярность тока.
- В момент прикосновения конца электрода к изделию возбуждается электрическая дуга.
- Частицы расплавленного стержня электрода и кромок свариваемого металла образуют соединительный шов.
- Покрытие на электродах, плавясь, создает газовое облако, защищающее от воздействия окружающей среды сварочную ванну, и обеспечивающее соединение без пор.
- При застывании металла, на его поверхности образуется слой шлака, который удаляется легким постукиванием.
Инвертором для начинающих может стать любая бюджетная модель, поддерживающая работу с электродами диаметром 3 и 4 мм.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
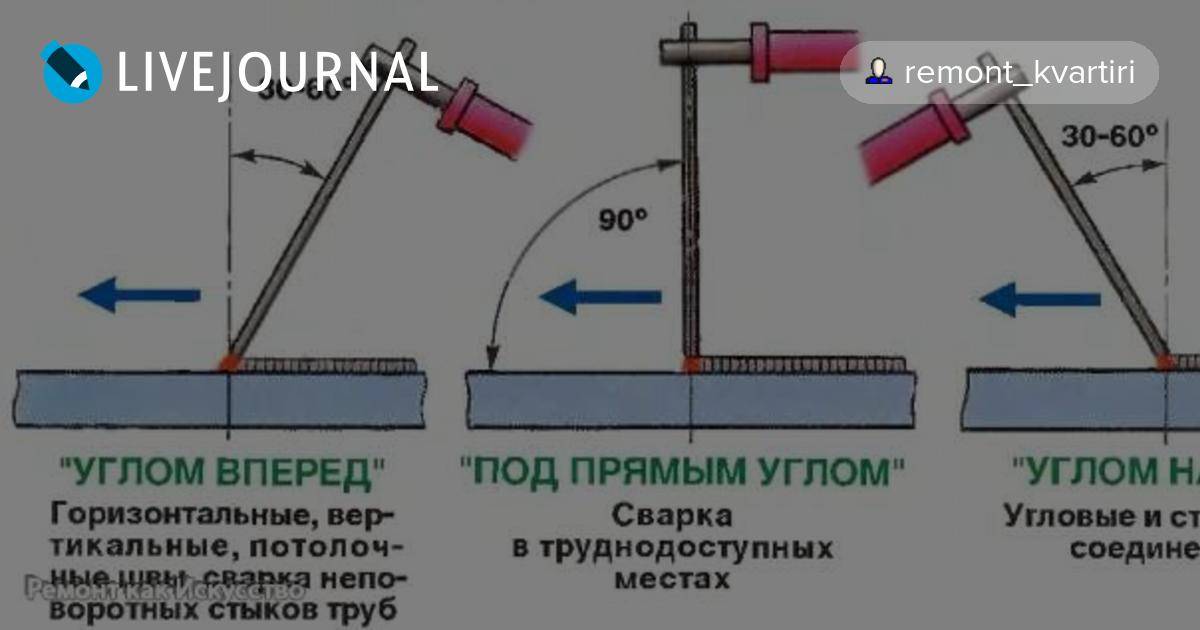
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.
Советы как научиться варить электросваркой самостоятельно
Сварить несложную конструкцию из металла реально за несколько часов, при условии, что вы уже освоили технологию, спланировали операции технологического процесса и подготовили все необходимое.
Чтобы научиться варить правильно, следует иметь в виду следующее:
- Следует подготовиться и узнать необходимую информацию о тех материалах, которые вы собрались варить.
- Подобрать для них соответствующий рабочий режим и сварочные материалы.
- Изучить технику исполнения конкретного запланированного вами шва.
Мало что может заменить обучение в профессиональной школе сварщиков и практику под руководством опытного наставника. Но если это по каким-либо причинам недоступно, то правильные движения, положение рук и тела при работе можно неплохо изучить и по обучающим видео от авторитетных мастеров сварного дела.
Корпус атомного реактора вам варить, конечно, не доверят, но раму для ворот или лесенки вы волне сможете осилить. Начав с простых швов и научившись варить их правильно, можно переходить и к более сложным, постепенно накапливая опыт и оттачивая свое мастерство.
Выбираем, покупаем
Таблица характеристик для сварки инвертором.
Полезно было бы погуглить и почитать о производителях отечественных и зарубежных, чья продукция предлагается на российском рынке. Главным образом это европейские и азиатские страны.
Оборудование из Азии обычно недорого стоят и весьма приличного качества, за исключением, конечно подделок кустарного производства.
Европейские инверторы отличаются качествами с обязательным прилагательным впереди «высокий»: высокой ценой, высокой надежностью, высоким качеством. Российских аппаратов на рынке мало.
Разберитесь с маркой сварочного кабеля и площадью его сечения. Правильный выбор поможет вам избежать сложностей при перепадах напряжения в сети, если таковые будут происходить во время сварки.
Вторым делом разберитесь с наличием сервисных центров по стране. Если вы живете в городе-миллионнике, центр обслуживания конкретной продукции вряд ли будет для вас проблемой. А вот если вы живете в удаленном регионе, данный вопрос станет для одним из самых важных.
Если по-хорошему, то покупкой одного аппарата вам не обойтись. Обязательно купите сварочную маску со светофильтром. Вам необходимо защитить себя от брызг расплавленного металла и продуктов сгорания материалов.


Но главное – это защита от ультрафиолетового излучения раскаленной дуги. Самый примитивный вариант – маска из пластика и светофильтра, который подбирают в зависимости от силы тока, освещения и вашего зрения.
Вариант подороже и намного более комфортный – маска со светофильтром типа «Хамелеон», которые автоматически меняют свои характеристики, и которые можно регулировать для окружающего освещения и состояния ваших глаз.
Ладно, согласны, целый костюм из специальной ткани можно не покупать. Но брезентовый фартук с перчатками – не прихоть, а ваша защита. Рукавицы лучше выбирать из спилка
Обратите внимание на вашу обувь: учтите, что на ноги могут упасть капли расплавленного металла
Возможные ошибки
Советы профессионалов помогут узнать, как получить надежные и красивые сварочные швы и как правильно их варить. К основным ошибкам, не позволяющим получить качественный шов, относятся:
- Слишком быстрое перемещение электрода. В результате шов получается неровным.
- Чрезмерно маленькая скорость ведения электрода. Образуются прожоги, которые являются серьезным дефектом и в ответственных конструкциях недопустимы.
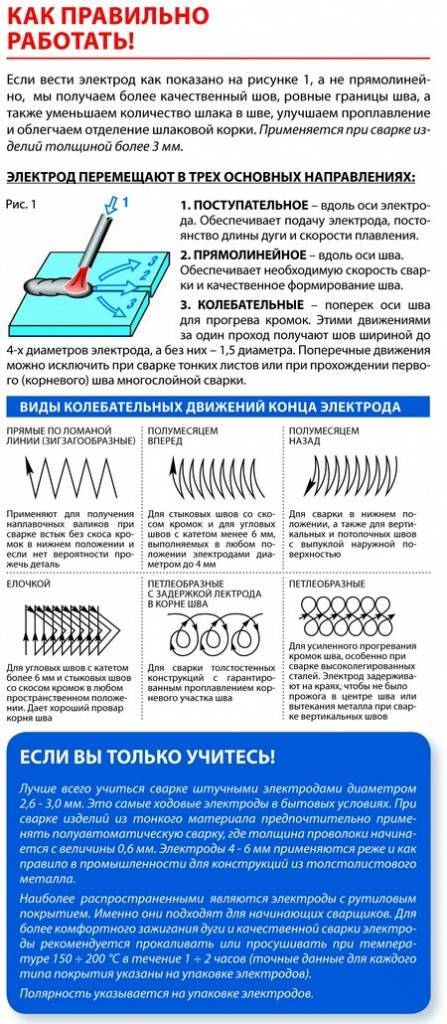
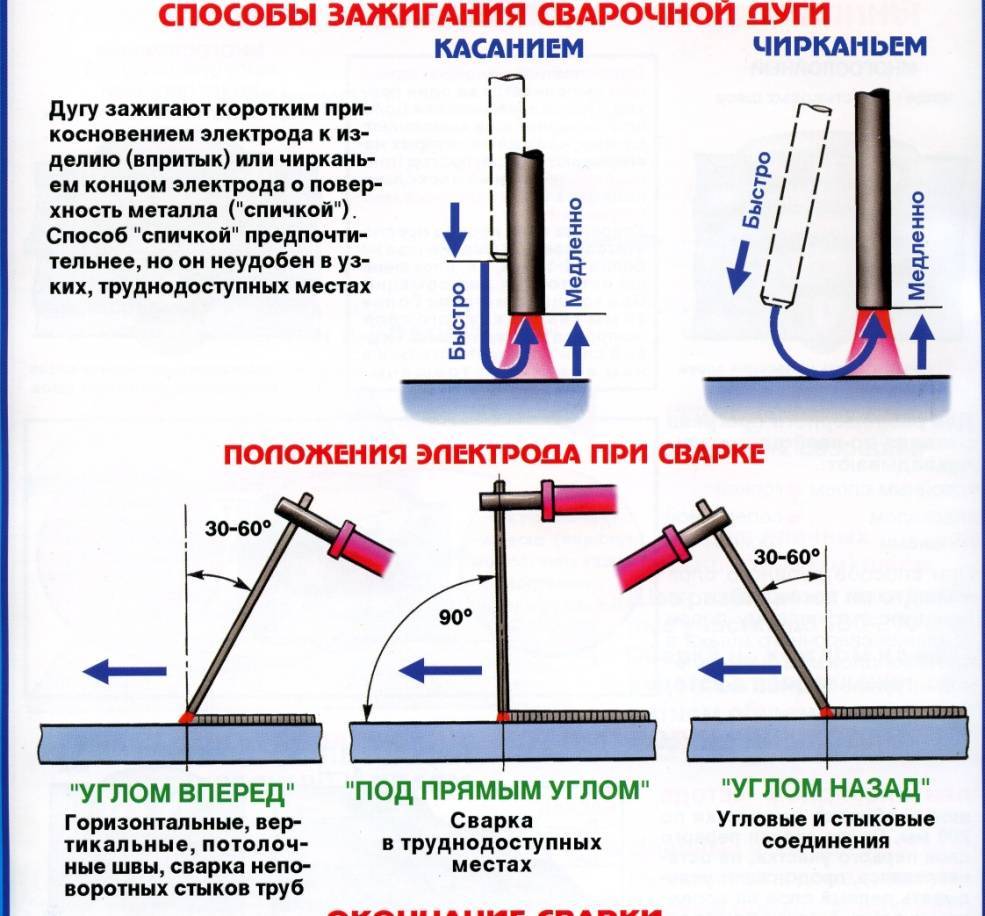
- Неправильно выдержанный угол наклона электрода. Он должен находиться в пределах от 30 до 60 градусов. При выходе за эти значения нарушается ровность шва.
- Сваривание металлов разных марок, имеющих сильно отличающиеся характеристики, в частности, температуру плавления. Когда один металл уже расплавился, а второй еще только слабо нагрелся, то сваривание произойти не может. Появляются трещины, подлежащие ликвидации.
- Работа с влажными электродами. Перед началом сварки их необходимо просушить или даже прокалить. Влажность вызывает неравномерное горение дуги.
- Неправильно выбранные режим сварки, тип электрода, величина тока.
- Слишком большая или маленькая длина дуги.
- Использование сварочного оборудования с просроченным сроком поверки.
- Недостаточное прогревание кромок. Для этого необходимо подобрать поперечные колебательные движения, размах которых соответствует ширине шва.
- Большой зазор между деталями может вызвать усадочную раковину.
Красивые сварочные швы не могут быть получены при наличии в них пор. Существует много причин их появления в сварочном шве:
- недостаточная зачистка кромок, оставление на них грязи, ржавчины, окалин;
- большое содержание влаги на кромках и электроде;
- наличие в зоне сварки сквозняков;
- некачественные электроды;
- большая разница в химическом составе основного и присадочного материалов.
Со временем приходит опыт, как правильно вести сварочный шов. В этом заключается мастерство сварщика, профессия которого является востребованной и престижной.
Как происходит сваривание металла
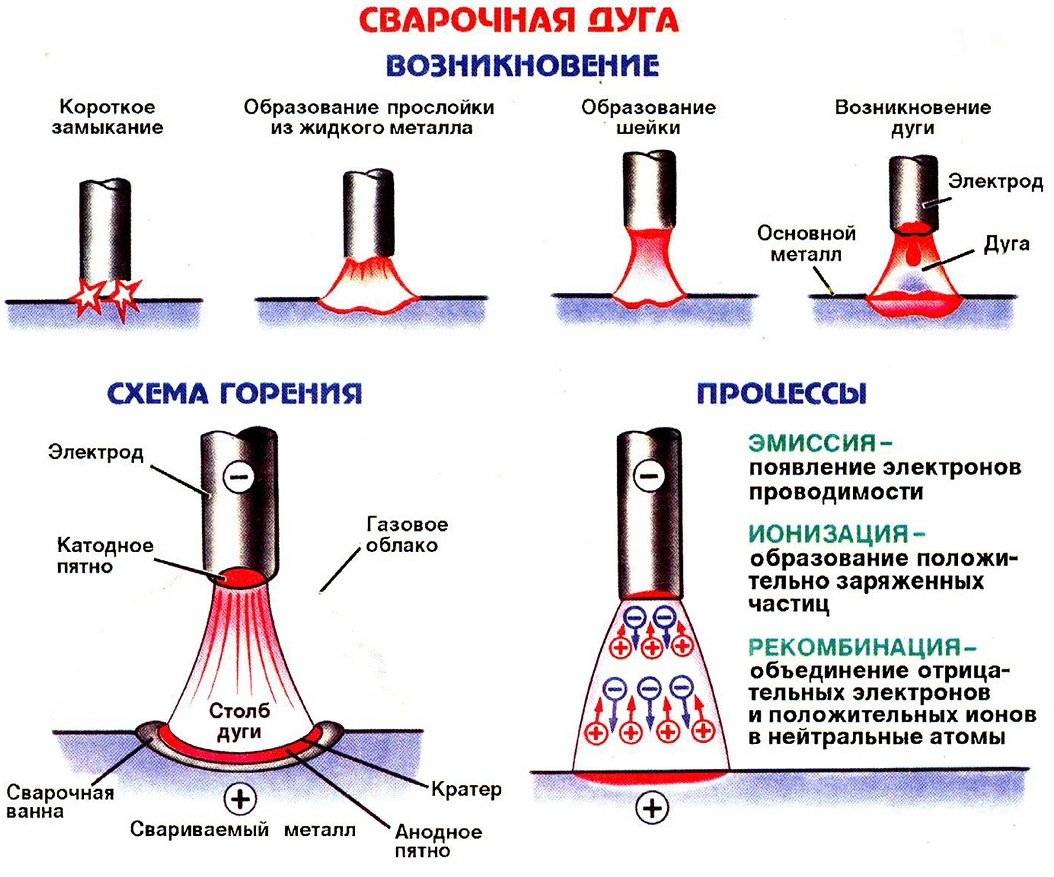
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Особенности выполнения сварочных работ
 Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась
В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование. На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора
Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия
На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
 Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.
Первые шаги в освоении инверторной сварки
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла
Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты
Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ»
Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.
Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.
Чтобы сделать валики, придерживайтесь такой последовательности действий:
Возьмите сварочный электрод и вставьте его в держатель инвертора.
Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой
Важно, чтобы оно не выходило за границы 3-5 мм.
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Уделите этому достаточное время и найдите подходящее значение.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
https://youtube.com/watch?v=NnaJTrs2qQA
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
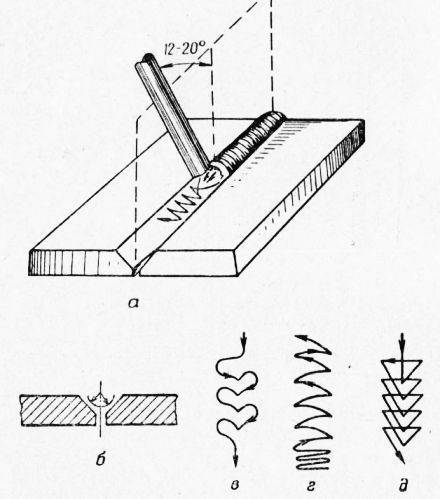
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
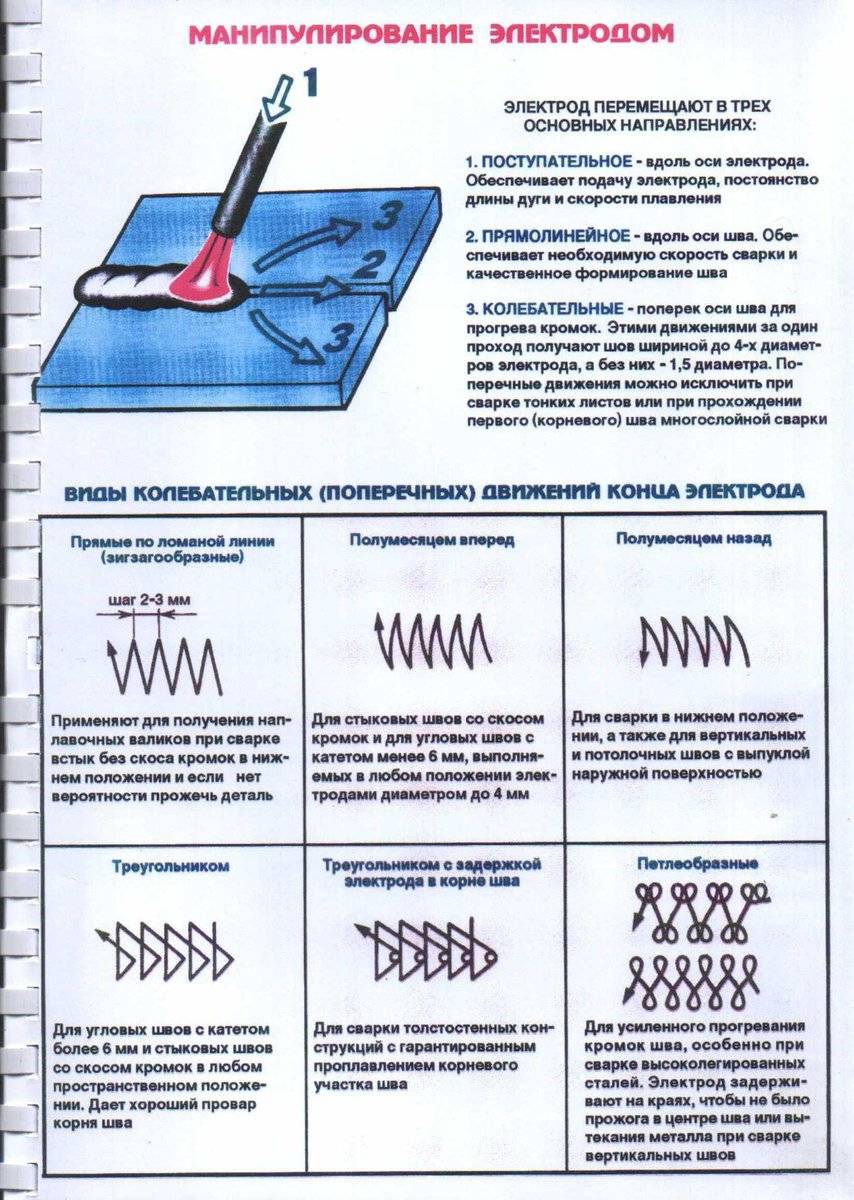
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
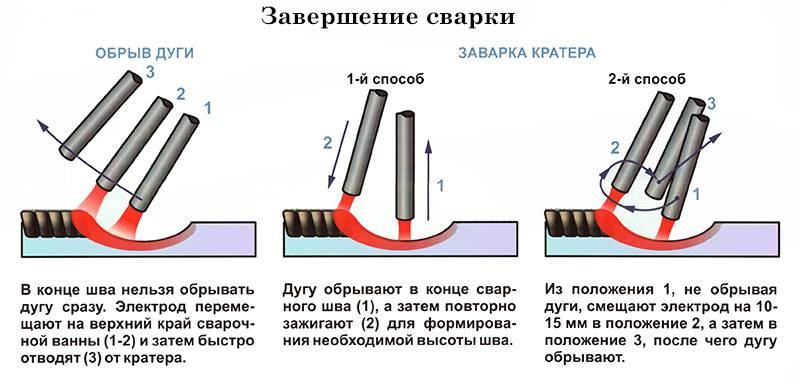
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Подготовка кромок
Залог правильной сварки – подготовка к этому процессу кромок деталей. Это позволит получить качественный шов при любых пространных положениях.
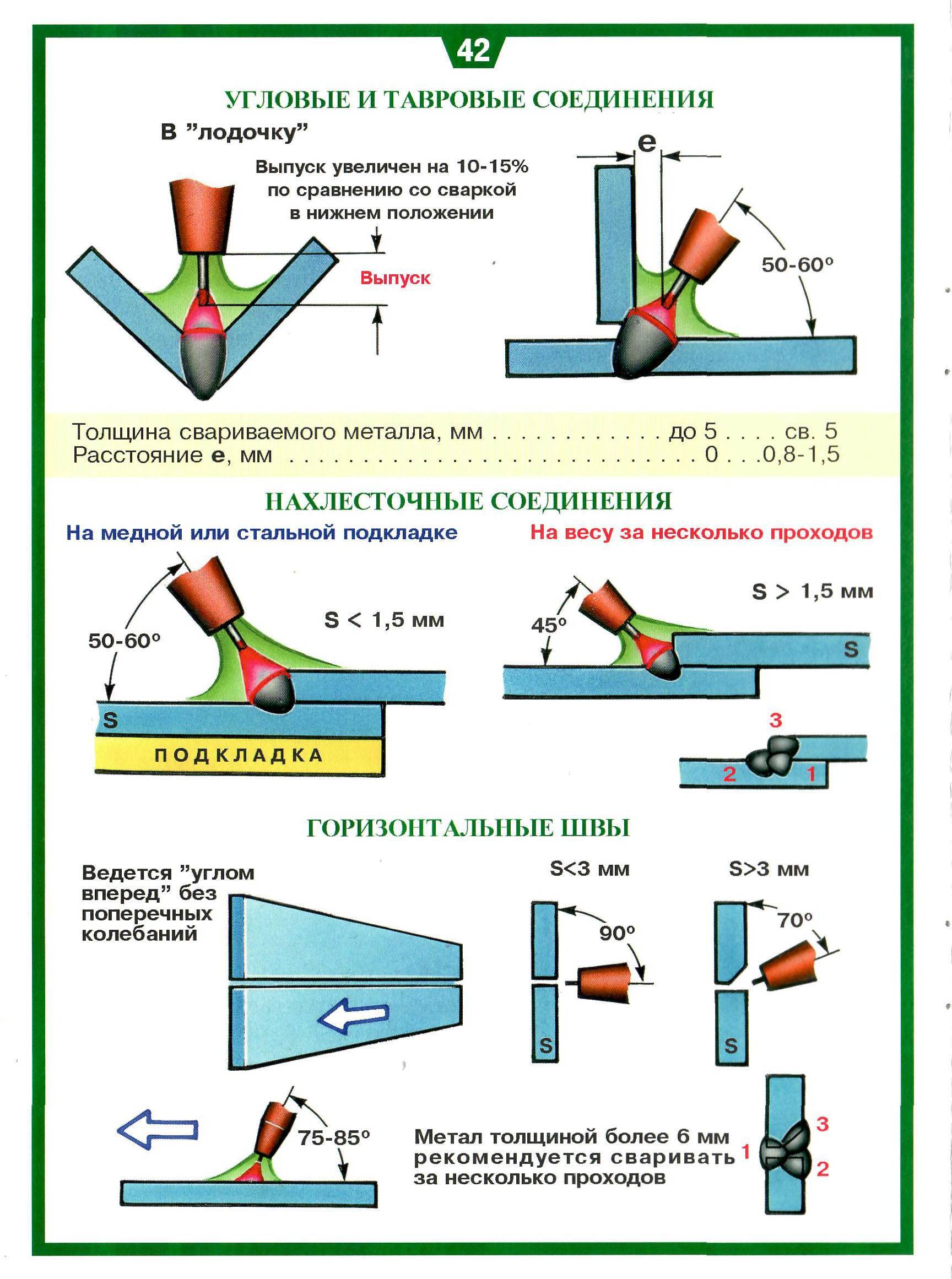
Разметкой задаются необходимые размеры, а лишние куски обрезают. Значительную роль играют правильно подготовленные кромки. После предварительного очищения им следует придать форму. Для объединения тонких деталей кромку следует выполнять плоской. Для массивных изделий более предпочтительными являются кромки вида “V” или “X”.
Особо актуальной является обработка кромок, если предстоит соединение деталей, имеющих конфигурацию труб.
Разделки кромок могут осуществляться с одной стороны или с обеих. Различный вид скосов применяют для соответствующих соединений. Наиболее популярный скос – “V”. Его можно использовать для сваривания деталей разных толщин. Если разделываются обе кромки, то угол составляет шестьдесят градусов, а если только одна – пятьдесят градусов.
Двухсторонний скос, примененный по отношению к обеим кромкам, своим видом похож на “X”. Применять его следует для изделий, которые обладают толщиной в диапазоне 10-60 миллиметров.
Скос, напоминающий своим видом букву “U”, может быть выполнен с одной стороны. Для сварщиков, только осваивающих искусство сварки, способ будет не слишком простым. Скос в виде “К” начинающему сварщику также осваивать не стоит.
Выставление полярности
Для того, чтобы варить сварочным аппаратом, поможет умение выставлять на нем полярность – прямую или обратную. Это означает разное использование одного и того же инвертора. Полярность выбирается, в частности, в зависимости от толщины деталей.
Соединение с помощью тока обратной полярности поможет избежать такого дефекта, как прожег, который часто появляется, когда свариваются тонкие листы из металла.
Для получения прямого варианта к изделию подсоединяют “плюс”, а к стержню – “минус”. В свою очередь обратная полярность появится, если электрод подключить к находящей на приборе положительной клемме, а детали – к клемме с отрицательным значением.
Прямую полярность целесообразно использовать, когда предстоит сварка значительных по поперечному размеру металлических изделий. Однако, при этом способе происходит существенное разбрызгивание. Появляется необходимость более частой замены электродов. При сварке в режиме прямой полярности постоянным током металл электрода сгорает со скоростью намного большей, чем в режиме обратной. Это можно отнести к недостаткам этого метода. Если осуществляется работа с переменным током, то вид полярности неважен.
Обратный вариант хорош тем, что уменьшается риск появления существенных дефектов. Если сварке подлежат изделия ответственных конструкций, то будет грамотным применение именно обратной полярности. Также его рекомендуется использовать, когда предстоит соединение в одно целое двух стальных деталей, разных по степени легированности. При обратной сварке шов получается не таким глубоким, как при прямой. Но ширина его больше.
Если сварочное оборудование подключают к обычной сети, то следует использовать стержни с рутиловым покрытием, поскольку у таких электродов отсутствует зависимость от полярности. Становится допустимым применение любого варианта.
Грамотная техника сварки обязательно подразумевает правильное выставление полярности. На выбор в первую очередь влияют поперечные габариты соединяемого металла. Когда они значительны, то массу на оборудовании следует подключать к клемме “+”, а электрод – к “-“. Это вызовет хорошее прогревание металла в рабочей зоне. В результате будет осуществлен более глубокий провар. Сварному шву будет обеспечены прочность и высокое качество.
Вид этой характеристики также выбирают в зависимости металла деталей будущей конструкции, от его вида, характеристик и марки. Возьмем пример, когда будут свариваться нержавейки или чугун. Для надежного соединения выбираем обратную полярность. Этому имеется объяснение – будет отсутствовать перегрев деталей. Также не произойдет образование шва, которое может потребовать в дальнейшем специальную обработку.
Прямую полярность лучше выбирать, когда предстоит соединять алюминиевые изделия. Покрывающая металл пленка от сильного нагревания расплавится, и не будет служить препятствием для образования хорошего шва.
Критерием грамотного выбора служит также покрытие стержня, что необходимо принимать во внимание.
Из сравнения двух описанных методов подключения видно, что обратная сварка имеет большие преимущества. Именно ее следует включать, когда происходит освоение наукой варить с помощью оборудования в виде инвертора
Конструкция
Конструкция инвертора для сварки достаточно сложная, это объясняется его широкими возможностями и удобством эксплуатации. Аппарат состоит из:
- корпус,
- панель управления с регулятором силы тока, индикаторами режимов и параметров,
- шасси,
- ручка для переноски, компактные модели снабжаются ремнем для переноски на плече,
- электронная схема инверторного преобразователя напряжения,
- вентилятор для охлаждения,
- сетевой кабель,
- сварочные провода.
Бытовые модели весом в 5-7 кг способны развивать сварочный ток до 120-150 А, их легко можно носить на плече. Такие устройства могут варить сталь толщиной до 4-5 мм.



Более мощные модели сварочных инверторов могут выдавать ток до 250 А, их уже переносят за ручку- вес составляет до 20 кг. Сварка для «чайников» лучше всего осваивается именно на инверторе.
Возможные дефекты сварочных соединений и швов
Электрическая сварка –это сложный процесс и не всегда все идет гладко.
В результате ошибок в работе швы и соединения могут иметь различные дефекты, среди которых:
- Кратеры. Небольшие углубления в валике сварочного шва. Могут появляться в результате обрыва дуги или ошибки в выполнении конечного фрагмента шва.
- Поры. Сварочный шов становится пористым в результате загрязнения кромок деталей ржавчиной, маслом и др. Кроме того, пористость может появиться при слишком быстром охлаждении шва, при высокой скорости сварки и при работе непросушенными электродами.
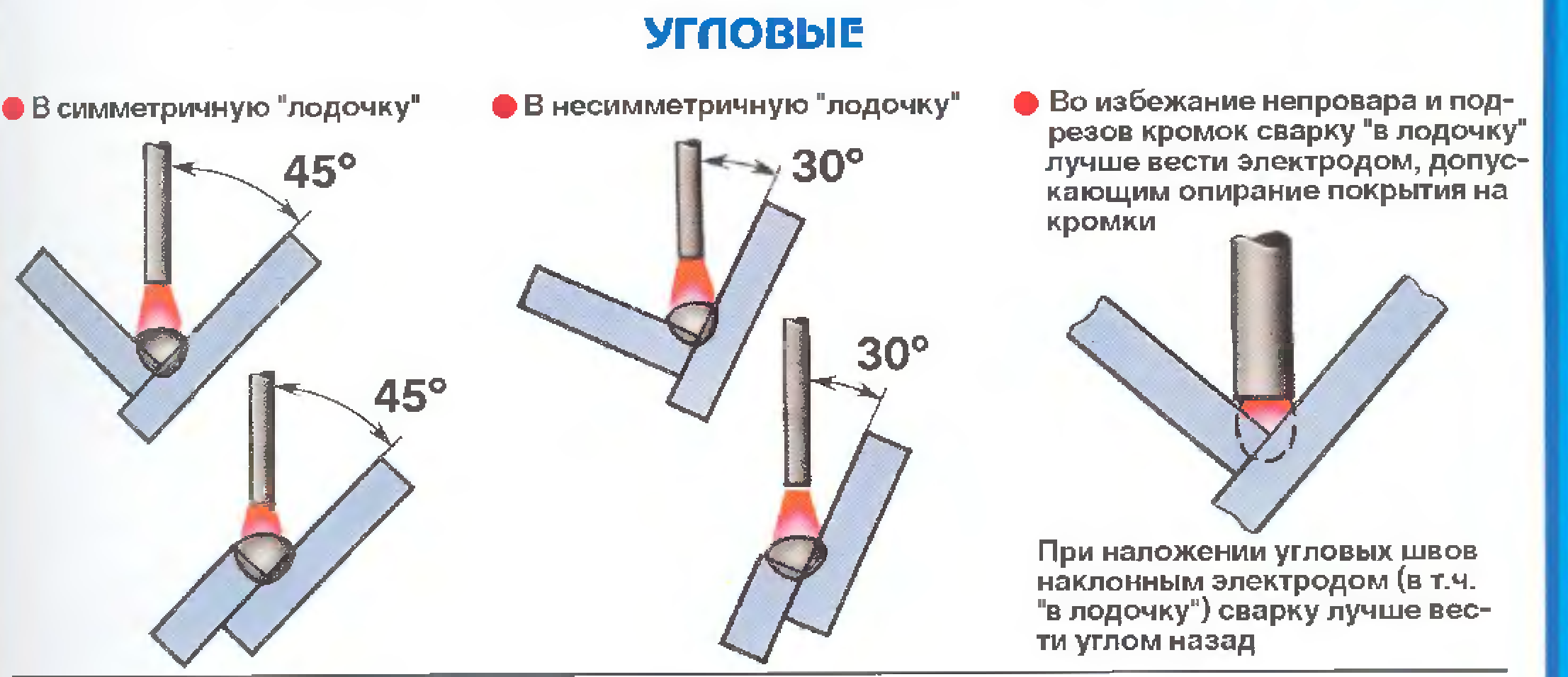
- Подрезы. Выглядят как небольшие углубления с обеих сторон шовного валика. Появляются при смещении электродов в направлении вертикальной стенки при сваривании угловых соединений. Помимо этого, подрезы образуются при работе длинной дугой или если значения сварочного тока слишком высоки.
- Включения шлака. Внутри сварочного валика находятся кусочки шлака. Это может случиться при загрязнении кромок, высокой скорости сварки или в том случае, если сварочный ток слишком мал.
Это наиболее часто встречающиеся дефекты сварочных швов, но могут быть и другие.
Классификация сварочных соединений
Сварочное сцепление — прочный шов, скрепляющий металлические изделия посредством сварных работ. Его называют стыковочным участком двух или нескольких деталей. Он формируется в результате кристаллизации или деформации вещества под действием нагрева или давления. Стыковочные срезы и сварные соединения являются одним технологическим процессом.
Для образования долговечного металлического сцепления требуются предварительные процедуры. Конструкции очищают, ошкуривают или подвергают обработке напильником до полного снятия загрязнений и остатков ржавчины. Это обеспечивает крепкую сцепляемость при сваривании.
Места спайки систематизируются по типу совмещения, в которых они используются, по виду сплавов металла. Важными факторами являются технические требования надежности (положения разряда, скорости его движения и амплитуды).
Образцы бывают:
- однослойные или многослойные проходы;
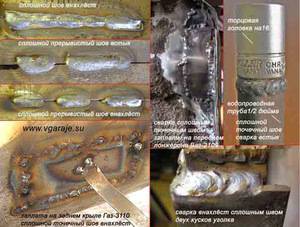
- выпуклой и ровной формы;
- прерывающиеся и сплошные состыковки.
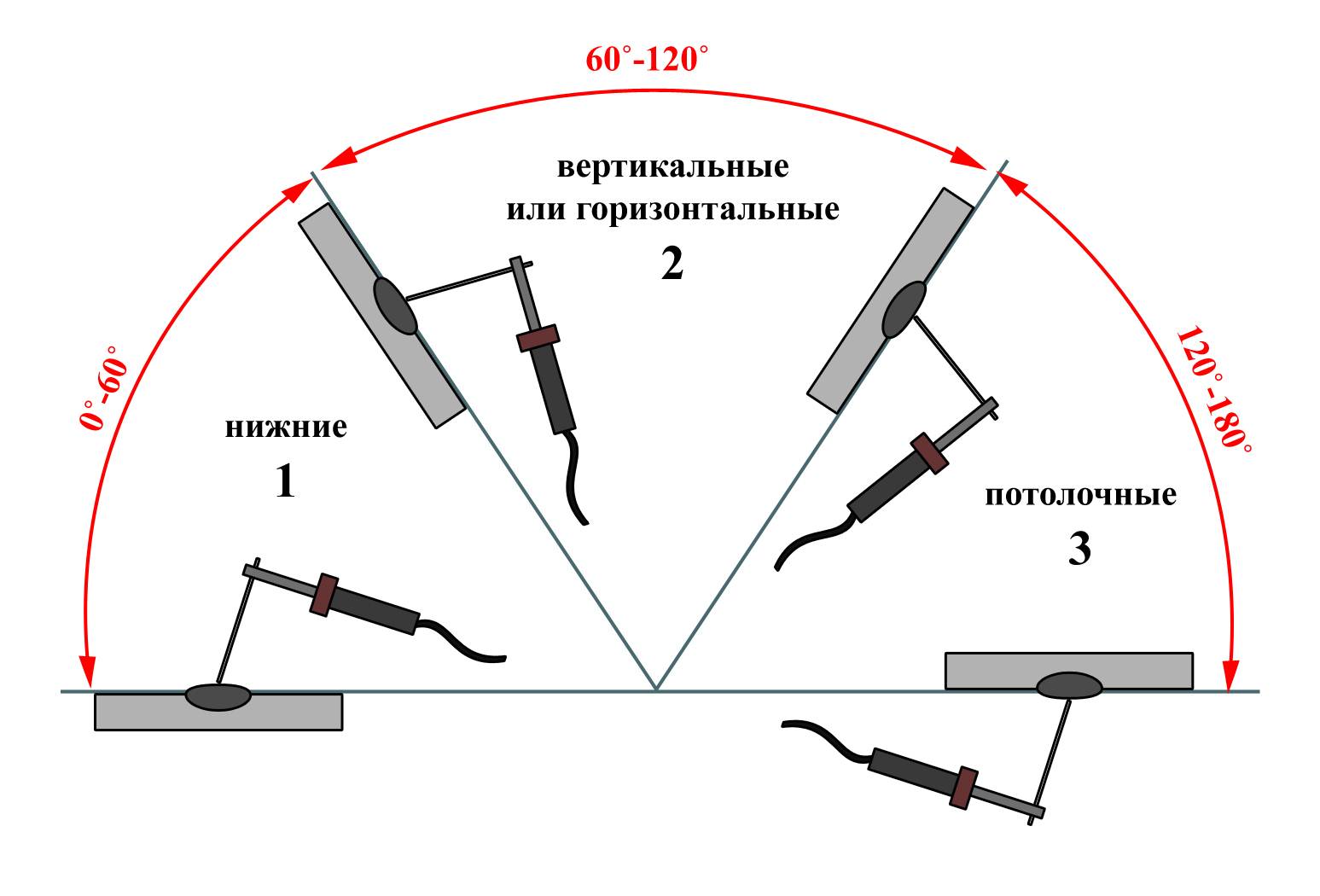
Важно определить, как расположены стыковочные комплексы в пространстве. Стыки могут быть нижними или верхние (потолочные)
А по осевым характеристикам они делятся на боковые, поперечные и продольные пересечения при сборных работах.
Плюсы и минусы инверторной аппаратуры
Среди всех существующих методик техника сварки инвертором для начинающих считается самой удобной и доступной. При желании всего за один день можно научиться как варить инверторным сварочным аппаратом в бытовых условиях.
Преимущества такого типа оборудования неоспоримы:
- Доступность. Стоимость аппаратуры невысокая и практически в каждом специализированном магазине предложен обширный выбор моделей.
- Мобильность. Благодаря небольшому весу (всего 3-10 кг) оборудование без сторонней помощи можно переносить с одного места в другое.
- Универсальность. Правила сварки инвертором разрешают использовать электроды для постоянного и переменного тока, что огромное значение имеет в случаях сваривания цветного металла, чугуна и других сплавов.
- Удобность. Аппарат позволяет регулировать в большом диапазоне силу тока, за счет чего становится возможной аргонодуговая сварка неплавящимися вольфрамовыми электродами.
- Многофункциональность. В большинстве моделей схема управления дает возможность осуществлять разные функции, облегчающие процесс сваривания деталей.
Говоря о плюсах нельзя упомянуть также об экономичности устройств в плане потребления электроэнергии, а также легкости обучения, позволяющем узнать секреты сварки инвертором в сжатое время.
Наряду с преимущественными свойствами инверторов им характерны также некоторые отрицательные моменты, которые необходимо изучить перед тем как варить сварочным инвертором:
- в сравнении с обычным трансформатором примерно в 2-3 раза больше составляет цена сварочного инвертора. Обусловлено это высшей сложностью и эффективностью оборудования;
- поскольку в схеме устройства используются полупроводниковые детали, то аппаратуре свойственна повышенная чувствительность к пыли и в течение сезона необходимо как минимум 2-3 раза проводить чистку;
- некоторые модели не способны полноценно работать при минусовых температурах, что ограничивает сферу их применения.
Но если сравнить минусы с множественными положительными качествами, но они кажутся не существенными и полностью компенсируются легкостью обучения сварному мастерству, удобности в применении и возможности создавать прочные неразъемные соединения.