Способы соединения труб из пластика и металла
Трубопроводные магистрали, применяемые в системе отопления, водопровода, газоснабжения, находятся под довольно высоким давлением, поэтому к стыкам предъявляются повышенные требования по прочности и герметичности.
При помощи резьбовых фитингов
Резьбовые соединения – одни из самых известных и популярных видов сращивания различных деталей, имеющих цилиндрическую форму. Принцип резьбового крепления состоит в нарезании на стенках стальных труб резьбы внутри или снаружи, а на ответную деталь из пластика крепится соответствующий резьбовой фитинг.
Типовой переходник с металлической трубы на пластиковую состоит из двух частей – один участок подсоединяется к пластмассовой детали, а второй патрубок с резьбой внутри или снаружи, фитингом типа американка, прикручивается к стальному элементу.

Рис. 6 Сопряжение фитингов с изделиями из ПЭ (НСПС), ПП (пайка), PEX (напрессовка) и PE-AL-PE (опрессовка)
В зависимости от материала труб используются следующие способы монтажа на их торцах резьбовых фитингов:
Полипропиленовые ПП. Переход с железной трубы на полипропилен состоит из металлической части с резьбой и короткого ПП патрубка, имеющего внутренний посадочный размер, равный внешнему трубной оболочки. При сборке переход со стальной трубы на полипропилен и внешняя стенка ПП-трубы нагреваются специальным паяльником и соединяются вместе на некоторое время до спайки полипропилена. При данном способе стыкования ответная деталь из металла должна иметь резьбовую нарезку.
Полипропиленовые трубы можно соединить с металлической, имеющей наружную резьбу чуть большего диаметра, чем внутренний полипропиленовый, более простым способом. Для этого паяльным утюгом разогревают внутреннюю полость ПП-трубы и быстро одевают ее на стальной резьбовой отвод, обжимая руками, после остывания полипропиленовую деталь можно вкручивать и выкручивать по своему усмотрению.
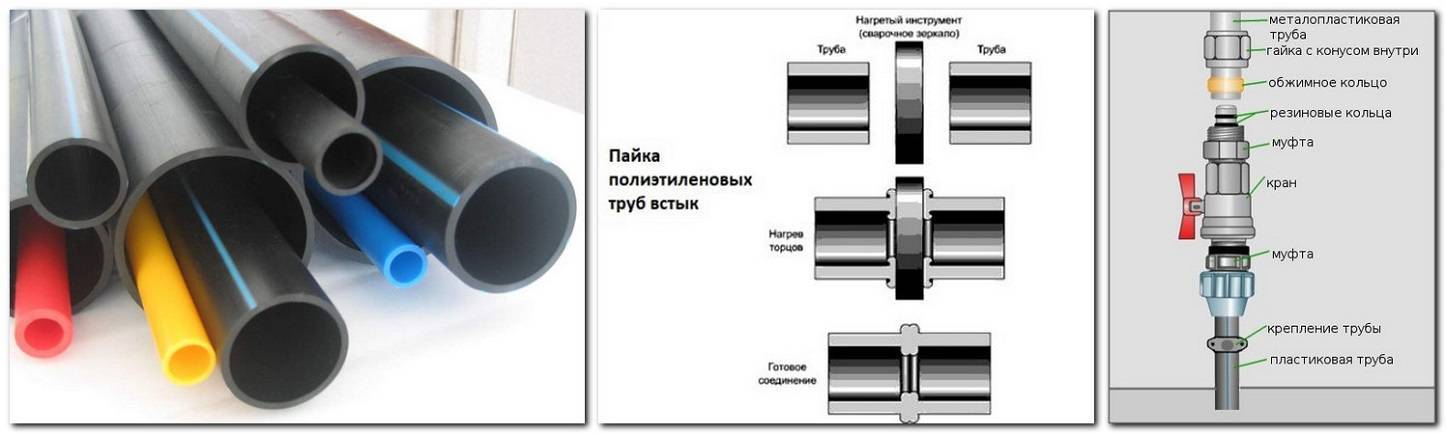
Полиэтиленовые ПЭ. Самое распространенное соединение водопроводных ПЭ труб с металлическими производится при помощи компрессионных фитингов, которые выполнены из пластика (полипропилена или полиэтилена). Принцип компрессионного фитинга заключается в обжиме муфты специальной цанговой шайбы, которая находится внутри фитинга. Эта цанга имеет обратные пазы, которые врезаются в тело трубы и не дают стыку разъединяться при высоких давлениях. Данным методом соединяются водопроводные трубы диаметром от 20 до 110 мм, а также скважинные адаптеры к водопроводной магистрали.
В промышленной сфере для сопряжения ПЭ-труб со стальными применяется неразъемное соединение полиэтилен-сталь НСПС, представляющее собой терморезисторную сварку под давлением двух коротких патрубков из указанных материалов.
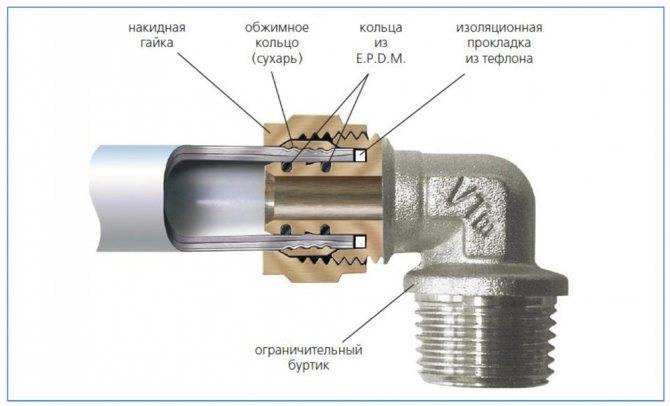
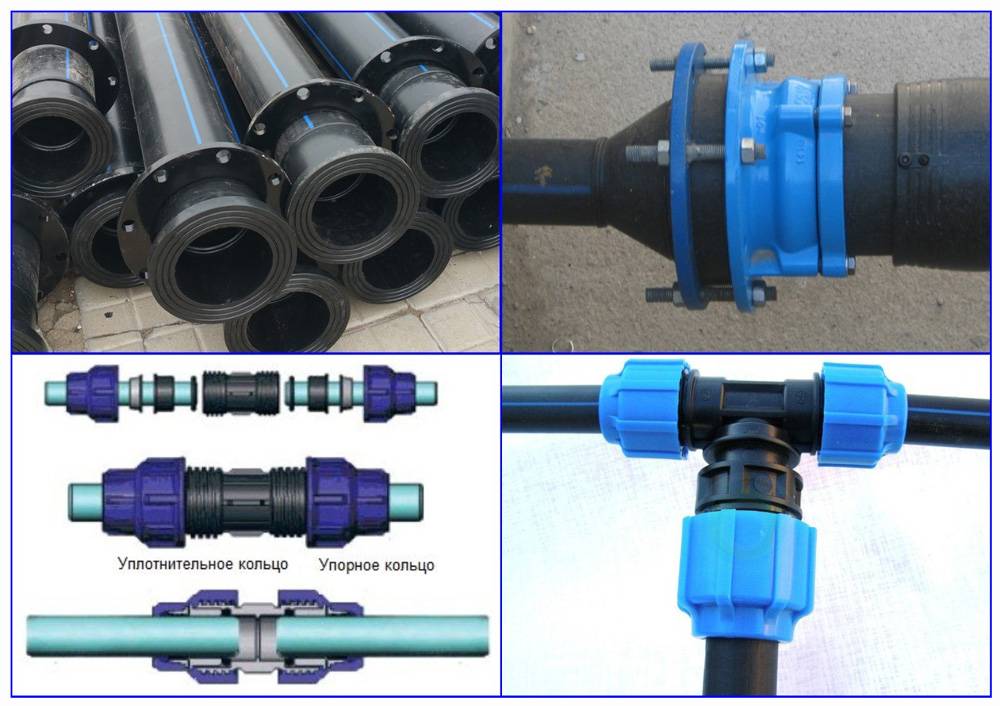
Рис. 7 Принцип сопряжения компрессионной муфтойСшитый полиэтилен, металлопласт. Существует несколько технологий крепления переходных фитингов на трубы из сшитого полиэтилена и металлопласта:
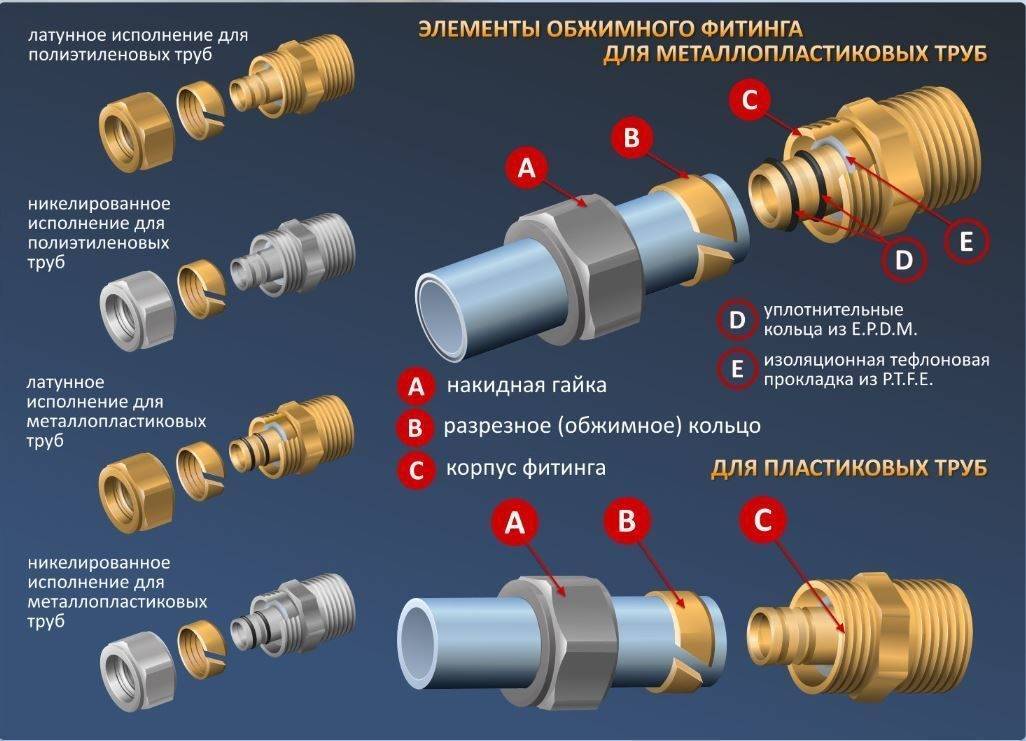
- Компрессионная муфта. На пластиковую трубу одевается накидная гайка с внутренней резьбой, под которой находится зажимное кольцо с прорезью. Внутрь трубной оболочки вставляют переходную муфту с уплотнительными кольцами для обеспечения жесткости стенок. При прикручивании наружной резьбовой гайки к резьбе металлической трубы происходит прижимание ее стенок к внутреннему переходнику, что обеспечивает герметичность и одновременную стыковку.
- Опрессовка. Переходной металлический фитинг с уплотнительными кольцами или ребрами в виде елки вставляют внутрь трубы, сверху на трубную оболочку одевают гильзу, которую затем сдавливают специальным инструментом, прижимая внутренний штуцер к стенкам трубы. Ответная металлическая деталь может иметь любую форму и наружную или внутреннюю резьбу, американку – ассортимент опрессуемых фитингов весьма широк.
- Напрессовка. Переходной фитинг вставляют внутрь трубы, сверху на ее оболочку одевают гильзу. Далее с помощью специального инструмента гильзу сдвигают вперед, сдавливая тем самым трубную оболочку снаружи и прижимая ее к стенкам внутреннего переходника, имеющего различные форму, тип и размер резьбы.

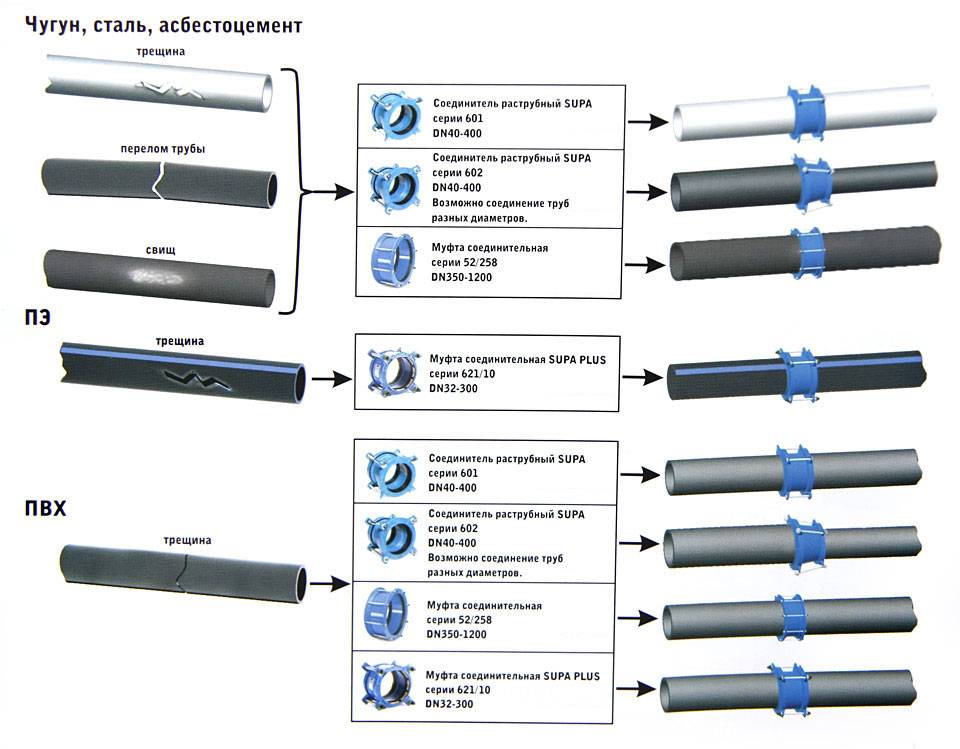
Рис. 7 Варианты соединения труб с помощью специальных муфт

Рис. 8 Втулка полиэтиленовая и бурт из полипропилена в сборе для реализации флацевого соединения
Технология соединения труб пнд
В работе понадобится такой инструмент:
- ножовка по металлу или специальный инструмент для нарезания полиэтиленовых труб;
- конусовидный нож, чтобы обработать срезанный край;
- если воспользуетесь фитингами, тогда больше ничего не понадобится, но некоторые мастера советуют иметь разводной ключ, чтобы при затягивании соединений, не слишком плотно зажимать гайку. В противном случае зажимы могут не выдержать и лопнут или же пострадает прокладка-уплотнитель. Если же гайки недостаточно закреплены, то тогда пострадает герметичность каждого стыка.
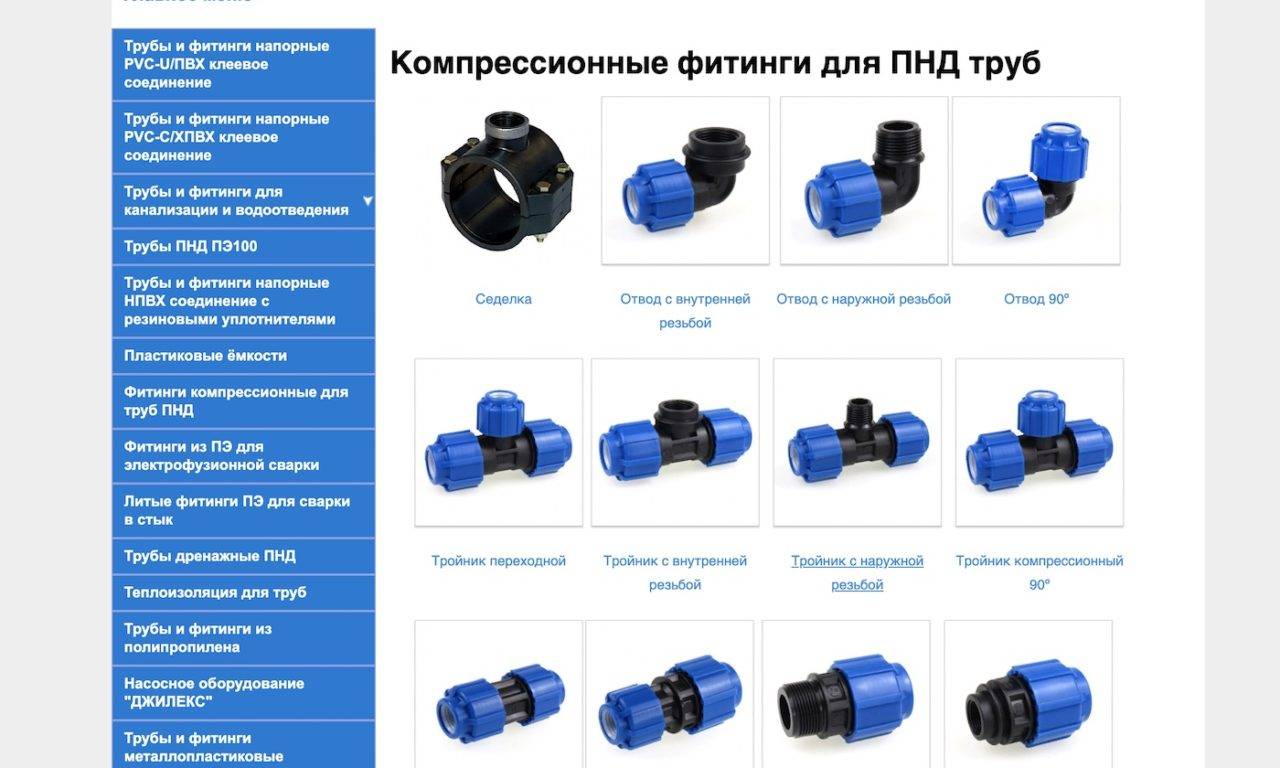
Компрессионные фитинги для пнд труб. Особенности монтажа
При монтаже водопровода не обойтись без специальных соединений или фитингов. Они могут быть прямыми, чтобы соединить между собой 2 отрезка трубы и переходными, когда нужно соединить трубы разного диаметра. Кроме этого, фитинги помогут соединить трубопровод в нескольких направлениях, сделать нужный изгиб или угол, уменьшить или же наоборот, увеличить диаметр труб.
Монтаж трубопровода с фитингами выполняется в несколько этапов. Работа не сложная, поэтому справится даже новичок, не потребуется и наличие специальных инструментов.
Как выполнить монтаж:
- Подготовьте трубы, заранее просчитайте, сколько понадобится метров трубы для прокладки трубопровода.
- Фитинги открутите на 1-2 раза.
- Выполните разметку на рабочей поверхности, смажьте место стыковки мыльным раствором (можно просто обычной водой).
- Введите трубу в крепежный элемент до отметки. Проследите, чтобы отрезок трубы упирался в кольцо. Чтобы этого добиться, необходимо приложить чуть больше силы.
- Если на этом этапе хорошенько не постараться, то герметичность соединения не будет 100%.
- Затяните гайку до упора, чтобы не оставалось свободных витков на резьбе.
https://youtube.com/watch?v=4wC36soTX8k
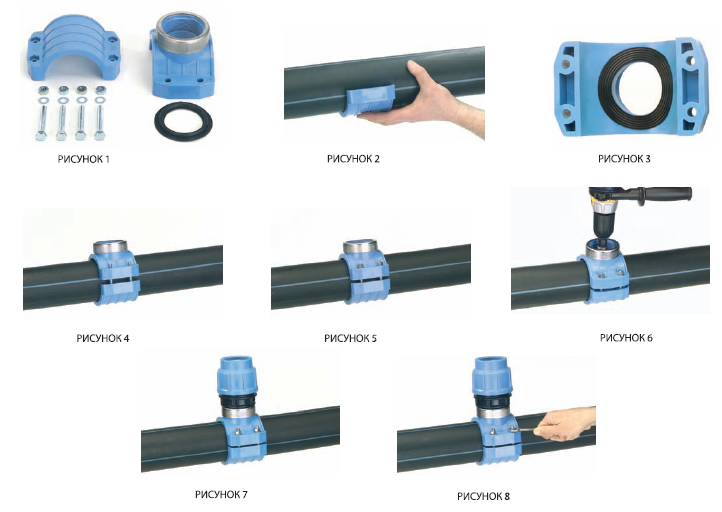
Фланцевые соединения для пнд труб – один из способов монтажа водопровода из труб пнд, при котором если необходимо, собранный узел можно разобрать. Фланцевое соединение применяется для стыковки регулирующей и запорной арматуры. Для монтажа понадобится полиэтиленовая труба, металлическая втулка и свободный фланец.
Чтобы получить надежное соединение труб, используется другой метод: неразъемное или сварное соединение для пнд труб.
Выполняется 2-мя способами:
- Стык в стык.
- Соединение при помощи электрической муфты.
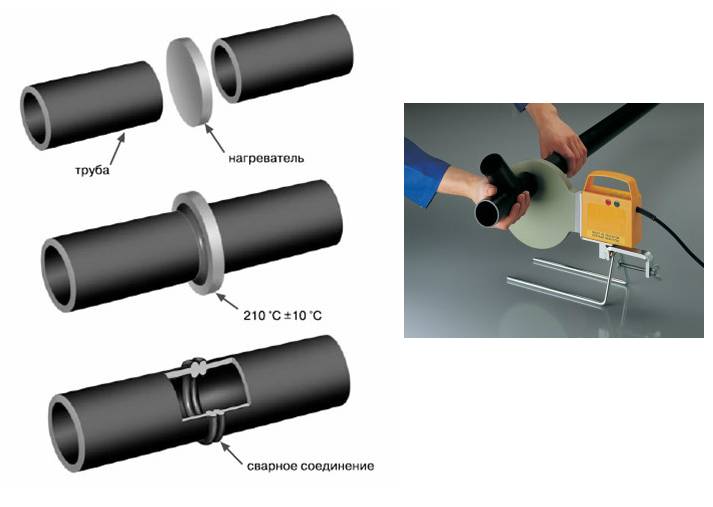
Сварка встык выполняется при помощи специального сварочного аппарата. При большом желании можно освоить технику стыкования, чтобы проложить водопровод самостоятельно, без привлечения специалистов.
Как соединить трубы стык в стык при помощи сварочного аппарата:
- Концы труб (при условии, что диаметр труб превышает 50 мм) нужно закрепить в специальных зажимах сварочного аппарата.
- Подвести к месту срезу нагревающую плиту.
- Подождать, пока пластика разогреется и достигнет температуры плавления.
- После этого нужно убрать плиту, а трубы сразу же состыковать друг с другом, прикладывая усилия.
- Подождать несколько секунд, пока швы остынут, после чего можно убрать зажимы и снять аппарат.
Что важно при этом методе:
- Материалы используются только одного диаметра, в противном случае ничего не получится.
- Толщина стенки – не более 5 мм.
- Работать можно на открытом воздухе, при температуре не ниже, +15 градусов и не выше 45 градусов.
- Сварочный аппарат работает от сети, он не потребляет много энергии, поэтому такой метод можно смело назвать самым экономным. Даже несмотря на то, что стоимость аппарата очень высокая, для того чтобы самостоятельно выполнить монтаж системы водопровода, аппарат можно взять в аренду.
Какие полиэтиленовые трубы лучше
Для производства водопроводных труб используется полиэтилен двух марок — РЕ 80 и РЕ 100. Сотый полиэтилен более плотный и прочный, чем восьмидесятый. Для систем водоснабжения частного дома прочности PE 80 более чем достаточно — они выдерживают давление до 8 атм. Если вы любите большой запас прочности, можно взять их из PE100. Они нормально работают и при 10 атм.
Выбирать надо в первую очередь производителя
На что стоит обратить внимание — на страну, в которой произведен данный продукт. Лидеры по качеству — европейские производители
Высокая точность исполнения гарантирует высокую надежность системы. Среднее качество и цены — у турецких кампаний, в более дешевом ценовом сегменте китайские производителя. Качество у них, как водится, тоже намного ниже. Советы тут давать сложно, каждый подбирает по собственному усмотрению (или то, что есть в регионе).







Процесс монтажа
 Технология монтажа включает несколько шагов.
Технология монтажа включает несколько шагов.
- Насадку с необходимым диаметром накручиваем на расширитель.
- После этого на сами трубы своими руками надеваем обжимные кольца. И делаем это так, чтобы место расширения трубы занято не было.
- В трубу надо вставить расширитель. Она расширяется, когда монтажник нажимает на специальную рукоятку. Следующий шаг – поворот самой трубы, либо расширителя на 30 градусов. И затем снова нажимают на рукоятку. Можно повторить операцию, чтобы закрепить результат. После этого переходят к использованию фитинга.
- Затвор отводится у пресса своими руками. Далее вытаскивают штифты, используемые для крепления. Следующий шаг – продевание насадок, фиксирующихся штифтами. Затвор защёлкивается.
- Соединение приобретает готовый вид. Изделие надо вытащить из пресса.
Виды полиэтиленовых труб:
В настоящее время в России производятся несколько видов полиэтиленовых труб различающихся между собой по области применения и, соответственно, внешнему виду:
1. Это трубы используемые при строительстве систем водоснабжения, у таких труб на внешней стороне имеется обозначение в виде нескольких продольных синих полосы. Полиэтиленовые трубы для воды изготавливаются по ГОСТ 18599-2001. Предназначены они для транспортировки питьевой или технической воды с максимальной температурой 40ºС и рабочим давлением от 6 до 16 атмосфер.
Полиэтиленовые трубы для воды
2. Это газовые Полиэтиленовые трубы. Обозначаются такие трубы желтыми продольными полосами. Выпускаются они по ГОСТ Р 50838-2009. Такие трубы могут использоваться под любые виды жидких газов с давлением от 3-х до 12-ти атмосфер.
Полиэтиленовые трубы для газа
3. Это технические полиэтиленовые трубы, выпускаемые из полиэтилена с добавлением вторичного переработанного сырья. Такие трубы не имеют ГОСТа и выпускаются по ТУ завода изготовителя. Как правило, технические трубы используются для прокладки электрических и связных кабелей, а также для технической воды не имеющей высокого напора и непригодной для употребления в пищу. Из-за вкраплений вторичного сырья технические трубы плохо свариваются между собой. Поэтому часто сварные швы получаются плохого качества.
Полиэтиленовая труба техническая
Изготовление полиэтиленовых труб осуществляется на полностью автоматизированных производственных линиях путем формования расплавленных полимерных материалов в трубы с помощью специальных калибрующих устройств. Сформованный полимер охлаждается и разрезается на отрезки или наматывается в рулоны (бухты). Материалом для полиэтиленовых труб выступает композиция полиэтилена низкого давления высокой высокой плотности (ПНД) с термо- светостабилизаторами.
Максимальная длина отрезка изготавливаемых труб составляет 13 метров, а длина бухт от 50 до 200 метров. В бухтах трубы бывают до 110-го диаметра, остальные могут быть только в отрезках. Диаметр полиэтиленовых труб от 20 до 1600 мм.
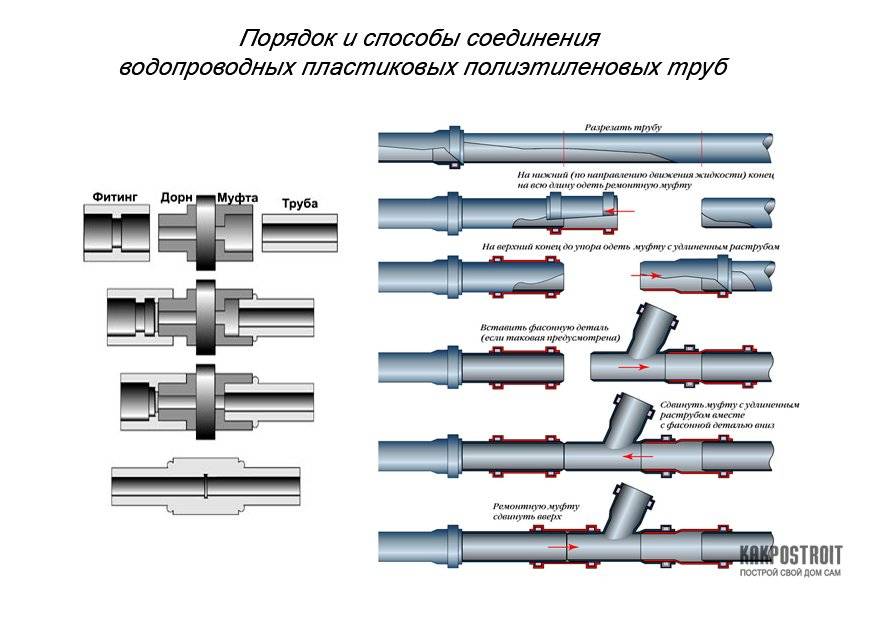
При монтаже полиэтиленовых (ПНД) труб для устройства различных переходных и поворотных узлов, используются специальные фасонные части из такого же материала. Способом монтажа полиэтиленовых труб выступает способ плавления, осуществляемый специальными сварочными аппаратами и способ обжима (скрутки) компрессионными фитингами.
Способы крепления
Методы сборки соединительной конструкции делятся на три основных типа:
Электросварные фитинги – это альтернатива сварке встык, которая применяется при создании неразборных узлов. Эта запчасть представляет собой полиэтиленовый обжимной раструб, внутри которого расположена электрическая нагревательная спираль. Соединить ПНД — элементы посредством электрофузионной сварки сможет даже начинающий ремонтник.
Края соединяемых фрагментов следует вставить в раструб и подключить к узлу сварочный аппарат. За счет штрих-кода — маркировки с указанием требуемой температуры, давления и продолжительности сварки, которую имеет каждая деталь, все характеристики будут выбраны аппаратом автоматически.
Крепление получается очень прочным, поэтому такой способ монтажа чаще всего используют в самых ответственных узлах.
Сварные – литые металлические муфты или тройники, сборка которых производится за счет сварки. Также часто делают так называемые «стыковые», где роль соединительной детали, по сути, играют небольшие фрагменты трубы, сваренной с основной гидромагистралью встык.
Компрессионные – наиболее удобный вариант для создания разборной проводящей сети. Такие соединительные части пользуются большой популярностью за счет своей дешевизны и легкости монтажа. Компрессионный фитинг состоит из ПЭТ — корпуса, уплотнителей, которые находятся в месте соединения, зажимных колец, выполняющих защитную функцию, запрессовывающей втулки и гайки, которая плотно закрывает место сочленения.
Материал, из которого изготовлен компрессионный фитинг, может быть различным. Диаметр варьируется от 16 до 110 мм.
Сборка компрессионного стыковочного узла производится в несколько несложных этапов:
- Сначала нужно подготовить обе соединяемые детали. Для этого требуется измерить, на какую глубину конец каждой из них будет заходить в сочленяющий раструб. В этом месте на трубу наносится отметка.
- Затем необходимо смазать поверхность этого участка мыльным раствором, для улучшения скольжения. Тогда надеть фитинг будет гораздо проще.
- Открутить накидную гайку соединительной конструкции.
- Ввести трубу в уплотнительное кольцо фитинга до отметки.
- Затянуть верхнюю гайку.
Если монтаж выполнен правильно, то сочленение получится герметичным и прочным. Как правильно соединять трубы ПНД при помощи фитингов — пример соединения вы можете увидеть на этом видео:
Возможные ошибки при монтаже
Проведение монтажных мероприятий на водопроводах может омрачаться определенными оплошностями:
- стыковка труб с необработанными торцами;
- перекосы труб в рамках муфты или сварного шва;
- дефекты, снижающие герметичность узла;
- применение некондиционных соединительных элементов;
- использование жесткого крепежа без учета линейного расширения материалов;
- нарушение регламента сварочных работ (избыточный нагрев, несоблюдение сроков температурного воздействия).
Дефектные соединения подлежат удалению. Их место занимают новые герметичные стыки, выполненные согласно регламенту.

Другие методы
В основном, при монтаже разъемных трубопроводных сооружений применяются именно компрессионные стыковочные элементы. При массе преимуществ, таких, как простота установки, низкая цена и различные размеры, недостатков они практически не имеют.
Но есть еще несколько решений для создания разборных стыковочных узлов, которые время от времени применяются при постройке проводящих гидромагистралей:
- Резьбовое соединение – одно из самых ненадежных и трудоемких. При подготовке проводящей системы к установке необходимо нарезать на ее концах резьбу, соответствующую резьбе соединительной части. В системах с высоким давлением эту хрупкую конструкцию применять нельзя. Поэтому используется данный метод только в самотечных системах, или кабельных трубопроводах.
- Фланцевое соединение – стыковка фрагментов ПНД происходит за счет сварки. Применяется в конструкциях с трубами большого диаметра, или изготовленными из различных материалов, например, ПНД и нержавеющая сталь. Для осуществления такой сборки к концам соединяемых деталей привариваются специальные втулки из полиэтилена. Затем на них ставится металлический фланец. Данный вариант сборки применяется наиболее часто. Его принцип идентичен методу установки задвижек и вентилей на металлических водных магистралях с водопротоками большого диаметра.
- Раструбное соединение – одно из самых редких. Конец одной трубы просто вкладывается в конец другой, или в раструб муфты. Такая сборка негерметична, поэтому в водяных и газовых магистралях не используется. Чаще всего ее применяют при прокладке тоннелей для кабелей различного назначения.
Трубы из полиэтилена низкого давления подходят для самых разнообразных вариантов монтажа. Состыковка их посредством соединительных деталей удешевляет задачу и делает создание системы менее трудозатратным. Сборка конструкций без применения сварки производится значительно быстрее.
Компрессионные, или обжимные раструбы пользуются большой популярностью при создании трубопроводных сооружений и максимально просты в установке. Тем не менее, в самых ответственных местах рекомендуется использовать соединительные элементы, монтируемые при помощи электрофузионной сварки.
Правильный выбор фитинга в соответствии с особенностями каждой системы гарантирует качество стыковочных узлов и длительный срок эксплуатации трубопровода.
Разновидности пластиковых труб
Прежде чем разобраться с тем, как соединять пластиковые водопроводные трубы, стоит узнать какие виды находятся в магазинах и чем они отличаются друг от друга.
Пластиковые трубы бывают следующих видов:
- ПВХ – изделия из поливинилхлорида отличаются особенной гладкостью внутренней поверхности и аккуратностью внешней стенки, благодаря которым изделия широко используются для сантехнических конструкций и водопроводов. Основное преимущество данного вида изделий является легкость монтажа, при котором не требуется специального оборудования, так как соединение происходит «холодным» способом.
- РР – полипропиленовые конструкции бывают однослойные и многослойные. Диаметр таких изделий начинается от 16 мм и доходит до 1,25 метра. Соединить полипропиленовые трубы можно специальным аппаратом. Одним из преимуществ данного вида является возможность их перехода с помощью специальных фитингов на арматуры из металла, что является достаточно актуальным в жилых домах при проектировании отопительных и водопроводных конструкций.
- РЕ – полиэтиленовые конструкции являются универсальным средством для ремонтов в любое время года, так как могут монтироваться даже при температуре в -20 градусов. Бывают двух видов: ПНД (низкого давления) и ПВД (высокого давления). Диаметр этих пластиковых труб бывает от 20 до 63 мм с максимальными показателями давления от 5 до 10 атмосфер. Для сварки внутри каждой конструкции находится резиновая муфта, которая позволяет легко провести электросварку.
- РЕХ – изделия из сшитого пропилена проходят при производстве дополнительную обработку высокого давления, которая делает конструкции из такого материала более выносливыми, даже при постоянных перепадах температуры. Используются такие изделия, как для бытовых целей, так и для построения систем подогрева пола. Соединение проводится с помощью фитингов и обработками специальными газами или путем облучения потока электронов.
- PEX-AL-PEX – конструкции из металлопластика обладают дополнительной устойчивостью к внешним воздействиям, благодаря слою из алюминиевой фольги, который располагается между двумя слоями сшитого полипропилена. Несмотря на многослойность таких изделий металлопластиковая арматура сохраняет гибкость. Соединение производят с помощью фитингов под опрессовку или же закручивание.
Делая свой выбор в пользу одного из видов пластиковых труб, изначально рекомендуется изучить особенности установки каждого.
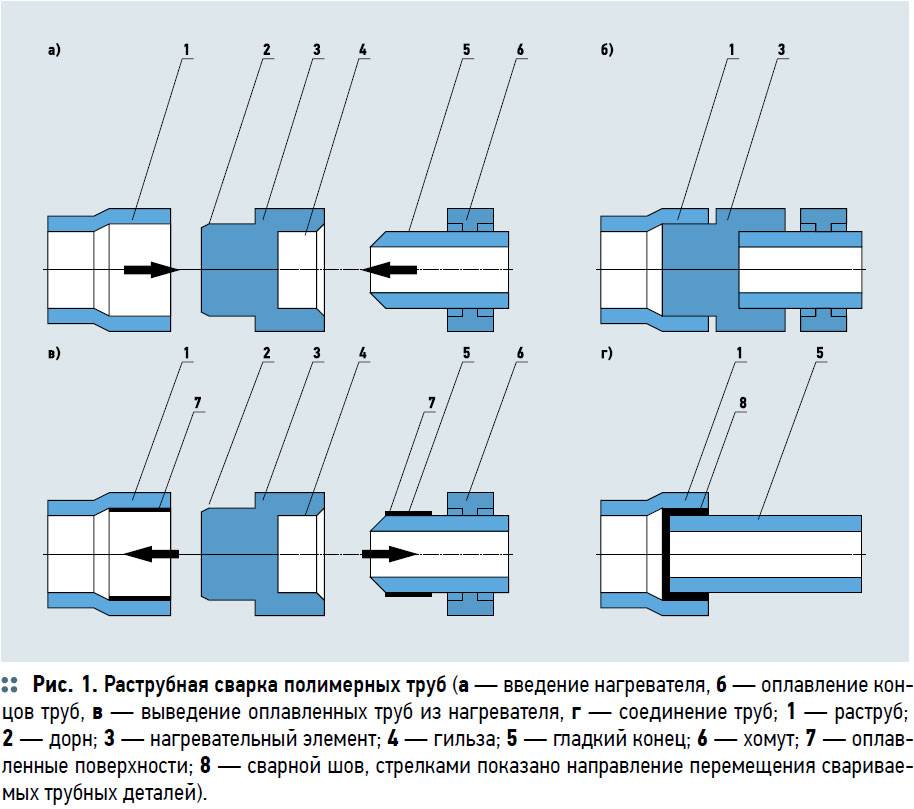
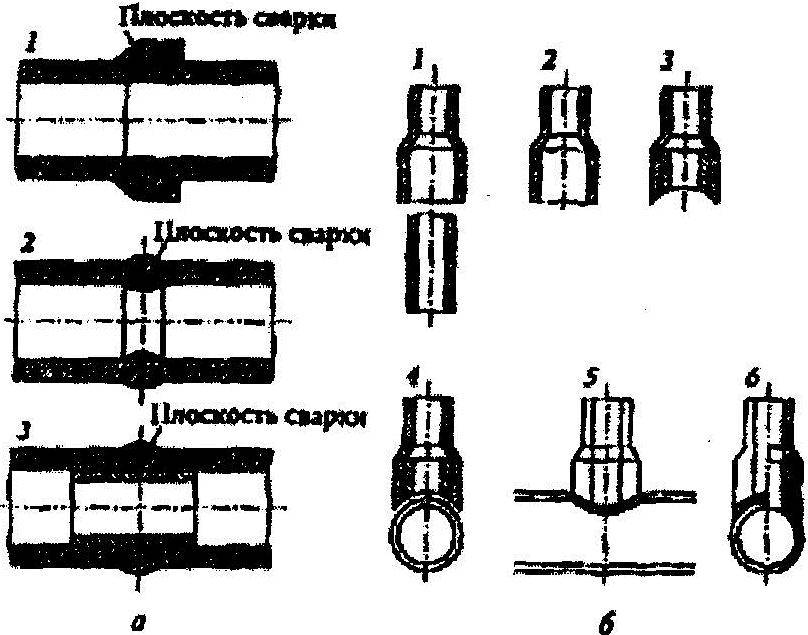
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
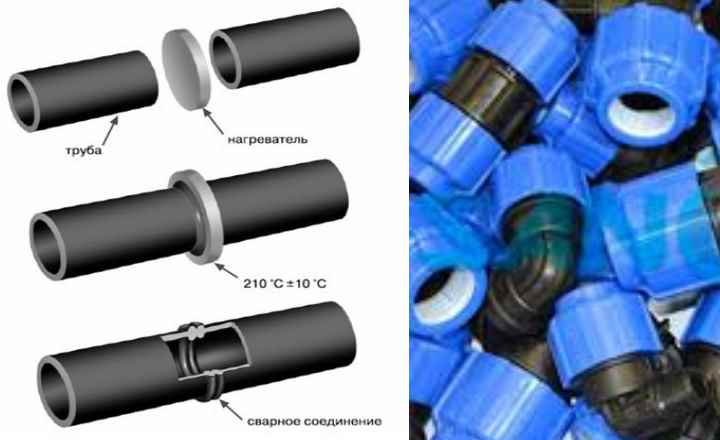




Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
В чём главные преимущества и особенности?
- Наличие обратной усадки. Изделия способны сопротивляться высоким показателям давления, а после его длительного воздействия они возвращаются к первоначальной форме. Другие материалы со схожими параметрами просто растягиваются спустя некоторое время и приходят в негодность окончательно.
- Повышенный показатель термостойкости. Такие трубы нормально работают при температурах до 120 градусов.
- Доступность цен.
- Способность сопротивляться замерзанию.
- Переносят высокие температуры и давления.
- Удобный монтаж.
- Небольшой вес.
- Высокий показатель шумоизоляции у Бир Пекс, Рехау и других фирм. Благодаря чему само помещение защищено от посторонних звуков. Всплески давления полностью поглощаются самой системой.
- Продолжительный срок эксплуатации вместе с высокой прочностью. О гниении и коррозии при работе с этим материалом можно забыть.
- Экологичность. Полиэтилен не выделяет вредных веществ, даже когда его сильно нагревают.
- Эластичность.
Обладают ли изделия недостатками?
 Их не так много, но кому-то и они покажутся существенными.
Их не так много, но кому-то и они покажутся существенными.
Высокая проницаемость кислорода. Из-за этого иногда обостряется коррозия в других материалах, которые соседствуют с полиэтиленом. Но это легко исправить, используя специальные средства для опыления. Они способствуют снижению диффузии в окислителе. Очень слабое покрытие у антидиффузной защиты, которая располагается на внешней стороне трубы из полиэтилена
Её легко повредить, если неосторожно обращаться с материалом. Во время монтажа, необходимость в дополнительной фиксации своими руками
Это связано с отсутствием алюминиевого слоя, что характерно для аналогичных изделий. Недопустимость воздействия солнечных лучей.
Существуют так называемые европейские стандарты для подобных изделий из полиэтилена. Согласно этим стандартам, всего существует 19 типоразмеров для труб из сшитого полиэтилена. Максимально допустимая толщина стенок – 28 миллиметров, пропускной диаметр равен 250.
Способы соединения полиэтиленовых труб
Трубы ПНД могут быть соединены 2 способами. Первый делится на:
- стыковая сварка;
- электромуфтная сварка.
Вторым способом предусматривается соединение с помощью муфты и фитингов.
К канализационным трубопроводам предъявляют меньшие требования в сравнении с водопроводными. Это объясняется тем, что они безнапорные и делятся на:
- раструбное соединение;
- фитинговое соединение.
Муфтовое соединение
Муфтовые соединения полиэтиленовых труб, изготовленных методом экструзии, нашли широкое применение в монтажных работах трубопровода. Муфтовыми соединениями возможно быстрое, надежное и без каких-либо лишних приспособлений соединение торцов трубопровода.
Преимущества данного способа соединения:
- устойчив к механическому воздействию и к перепадам температур;
- крепления являются надежными и долговечными;
- широкое применение;
- низкая цена полиэтиленовых материалов;
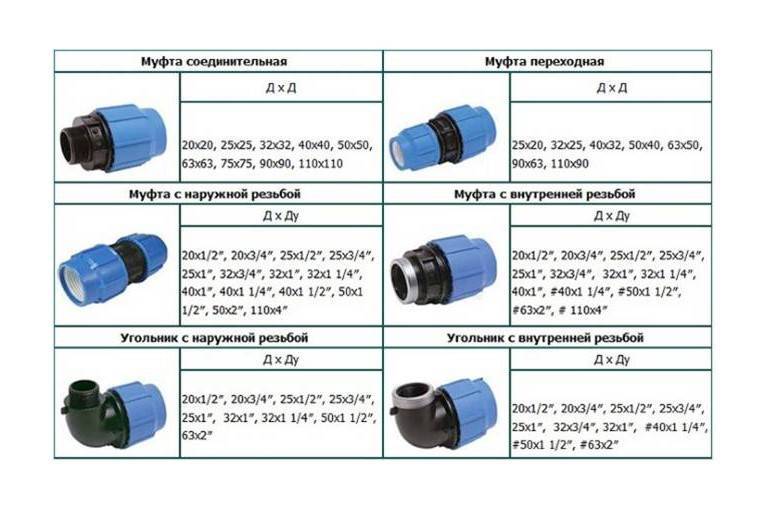
При монтаже трубопровода применяют такие виды муфт:
- Компрессионная муфта, выпускаемая как с наружней резьбой, так и с внутренней. Применяют эти элементы соединения при монтажных работах систем, подающих газ и воду.
- Соединительная муфта. Является самой простой, с помощью нее соединяются трубы одинакового диаметра;
- Редукционная муфта. Является переходной для крепления труб разного диаметра.
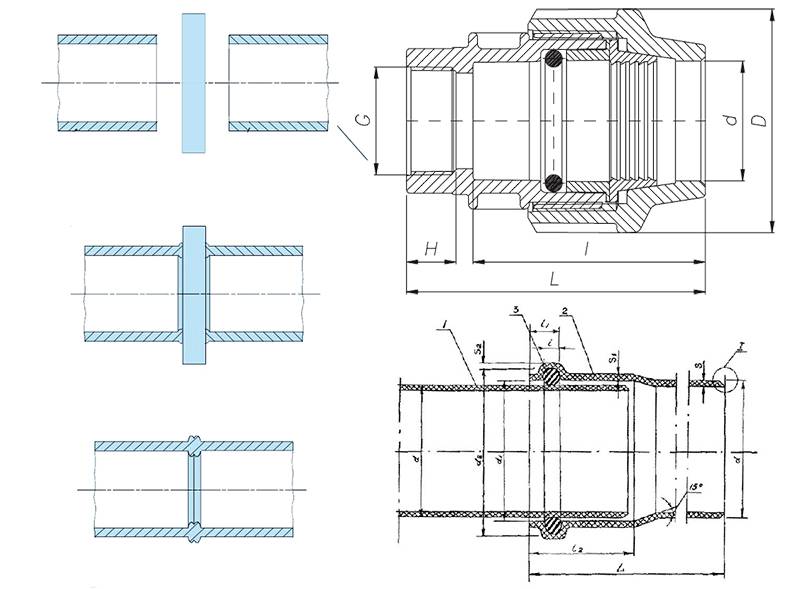
Компрессионное фитинговое соединение
Компрессионными фитингами достаточно просто соединяются полиэтиленовые трубы.
Это выполняют в определенной последовательности:
- Выворачивают накидную гайку и разбирают фитинг;
- Подготавливается конец трубы: чистится от загрязнений, снимают фаску фаскоснимателем или острым строительным ножом;
- На трубе делается отметка на какую глубину должна войти труба в фитинг;
- Перед тем, как вгоняется труба в фитинг, ее следует натереть смазочным средством для легкости работы;
- После введения трубы в фитинг, затягивают обратно накидную гайку.
Напорные трубопроводы монтируют сварными соединениями с неразъемным типом. Монтаж не сложный и не требует особых квалификационных навыков.
Стыковая сварка
Для соединения труб ПНД стыковой сваркой будет необходим специальный паяльник.
Работа выполняется в следующей последовательности:
- Концы трубы закрепляют лапами сварочного аппарата и проводят центровку;
- Поверхность разогревается до начала плавления;
- Сжимают между собой расплавленные концы труб;
- Затем шов охлаждается естественным способом.
Электромуфтная сварка
Данный способ немного посложнее метода стыковой сварки и потребует специальные муфты с электрическими спиралями, которыми разогревается элемент при условии с подачей напряжения. Происходит сваривание элементов с муфтой.
Плюс такого метода в простоте выполняемой работы. Минусом является большая стоимость электрической муфты. Если планируются множество соединительных элементов, то целесообразнее будет воспользоваться контактной сваркой.




Для соединения полиэтиленовых и металлических труб пользуются двумя методами соединений:
- Резьбовое соединение, применяемое в трубах маленького диаметра. Для этого будет необходимо приобретение фитингов, с одной стороны которых нарезана резьба для стыкования с трубой из металла, а с другой — гладкая муфта для скрепления с ПНД трубой;
- Фланцевые соединения предусмотрены для соединения труб, имеющих большой диаметр. Здесь производят приваривание буртовых втулок к полипропиленовой трубе.
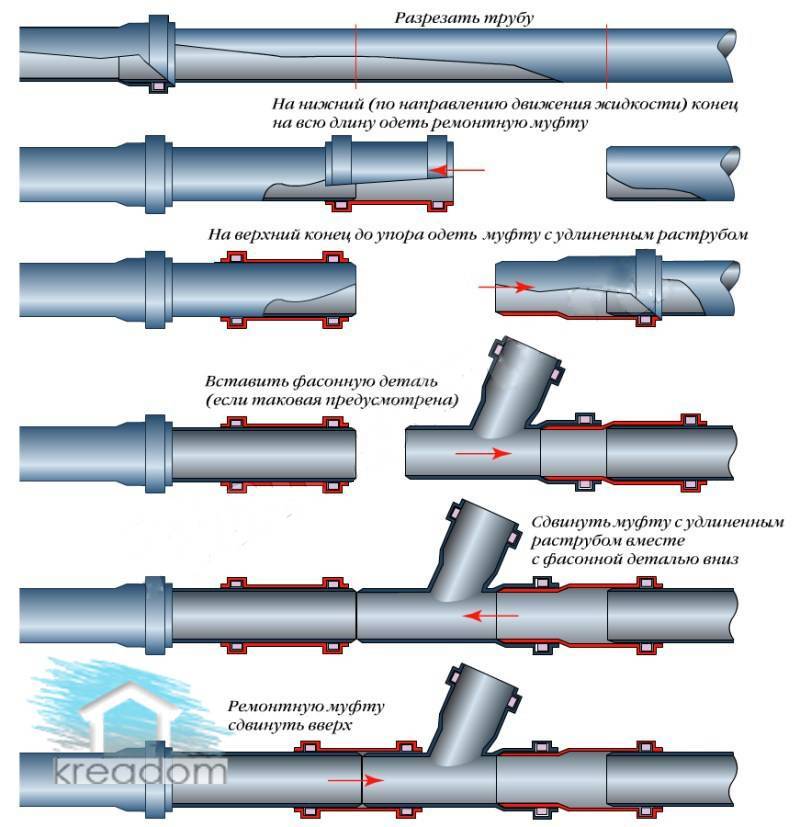
Раструбное соединение
Раструбное соединение труб ПНД является одним из наиболее экономичных методов. Ведь здесь нет никак растрат на сварку. Но этот вид подойдет только для безнапорных магистралей. Раструбы не способны должным образом соединить систему под давлением.
Для обеспечения герметичности при погружении раструбов оного в другой, будет целесообразнее использование уплотнительных колец, например резиновых.
Электромуфтовое соединение
Необходимое оборудование

Сварочный аппарат и муфта
Данное соединение выполняется при помощи электромуфты, то есть муфты для соединения полиэтиленовых труб с закладными электронагревательными элементами. Данное соединение рассчитано на такое давление, которое достигает 16 Атм.
Электромуфтовое соединение считается более затратным экономически, чем сварка стыковая. Хотя в условиях высокой стесненности, при отсутствии возможности размещения габаритного аппарата предназначенного для стыковой сварки, незаменимой становится именно электромуфтовая сварка.
Наиболее популярна простая электромуфта, используемая для соединения в прямолинейный участок двух труб. Хотя наряду с ними применяются седловые отводы, электротройники и т.д.
Те соединения, которые выполняются при помощи электромуфты, достаточно часто применяют при монтаже трубопроводов не очень большого диаметра из труб, которые поступают в бухты.
Технология сварочного процесса
Рассмотрим технологию процесса сварки муфтами:
- Трубы, подготовленные заранее, и электрофузионные соединительные муфты устанавливаются строго по одной оси. Проводится подготовка труб путем снятия в местах сварки поверхностного слоя и удаления загрязнений.

Очистка поверхности и обезжиривание
- Производится подключение аппарата, подающего ток. Вследствие этого закладные элементы электрофузионной муфты нагреваются, расплавляя при этом окружающий материал.
- Область расплавляющегося полиэтилена в электромуфте увеличивается, что делает возможным передачу нагрева трубы ее поверхности, начинающей плавиться.
- Увеличивается в диаметре нагретая труба, и полиэтилен, который расплавлен и ограничен диаметром электромуфты в пространстве своего расширения, получает необходимое для сварки давление.
- В данный момент можно отключить питающую аппаратуру. Электромуфтовое соединение, которое уже стало гомогенным, по истечении времени, которое необходимо для остывания, будет готово.
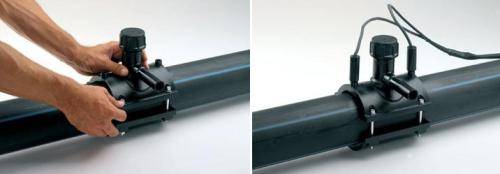
Установка муфты и подключение питающей аппаратуры
Совет от профессионала: Питающая аппаратура высочайшего качества может проводить весь цикл сварки самостоятельно, кроме того, может все данные заносить в специальный электронный протокол.
Дополнительные стадии сварки электрофузионной муфтой
При сварке труб, имеющих большой диаметр, обязательно дополнительно потребуется процедура подогрева – это следует помнить, производя монтаж полиэтиленовых труб своими руками. Прогрев выглядит так:
- Сварку муфты осуществляют последовательно с каждой из сторон соединения с трубами.
- Выполняется сначала с первой из труб полный сварочный цикл половины электрофузионной муфты. После чего с оставшейся трубой сваривается вторая половина электромуфты.
- Каждая сторона электрофузионной муфты большого диаметра должна иметь отдельное подключение своей спирали к питающему аппарату.