

Как проверяют проницаемость?
Когда сваривают ёмкости, трубопроводы и так далее, необходимостью становится именно оценка того, какой является герметичность. Такой контроль качества так же проводится с использованием различных методов и инструментов:
- Испытания по гидравлике и пневматике.
- Пузырьковым методом.
- Течеиспускание.
И так далее. Пневматические испытания – это когда внутрь трубопровода запускают воду или газ в больших количествах. Пенообразующий состав наносят на поверхность снаружи. Если появляются пенистые пузырьки – значит, герметичность была нарушена.
Видео
ERW-pipe welding machine for field application – Оборудование для сварки и неразрушающего контроля.
 Watch this video on YouTube
Watch this video on YouTube
Магнитное поле
В основу метода легла технология использования электромагнетизма в промышленности. С помощью специального приспособления вокруг сварочного шва создается магнитное поле, имеющее свой рисунок электромагнитных линий. Если они ровные, то можно смело сказать, что работа выполнена качественно. В случаях наличия дефектов, линия будут иметь явное искажение.
Для визуализации магнитных линий достаточно на поверхность проверяемых деталей насыпать ферримагнитный порошок. В случае искажения магнитного поля он скапливается в том месте, где присутствует дефект. В силу объективных обстоятельств данный метод приемлем только при работе с ферримагнитными металлами. Качество сварки меди, алюминия, стали с большой долей никеля или хрома проверить не получится. Помимо этого, технология является достаточно затратной. Они востребована только в случаях, когда есть необходимость точной проверки соединения особо важных узлов.
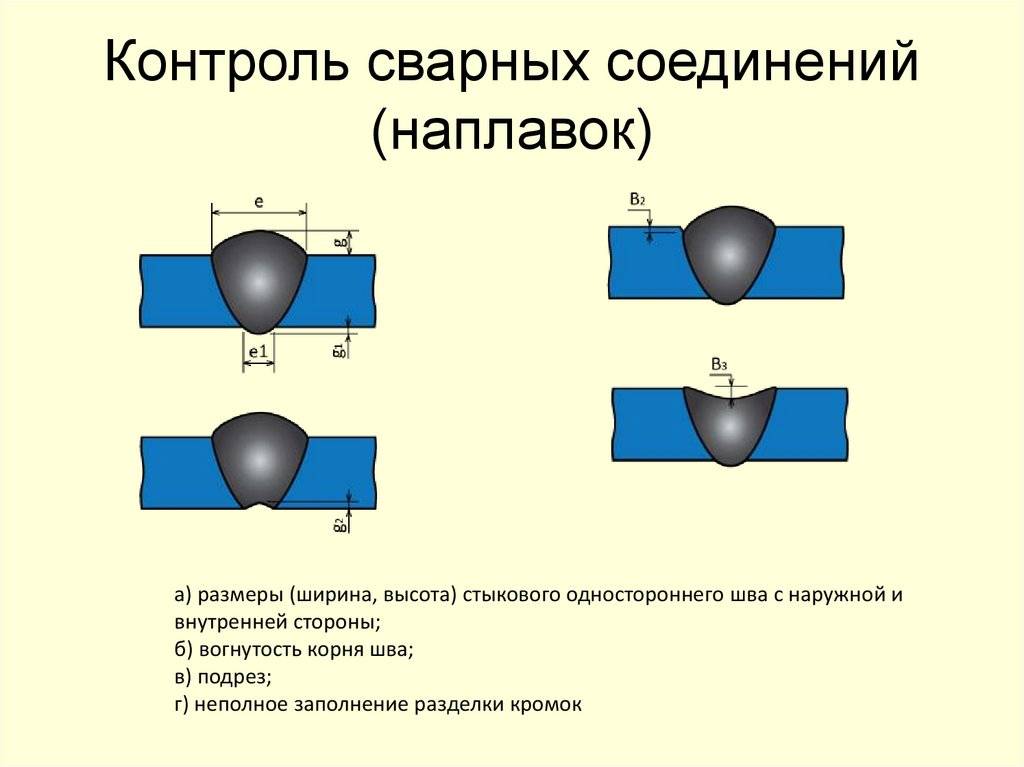
Характеристики и причины основных дефектов сварки
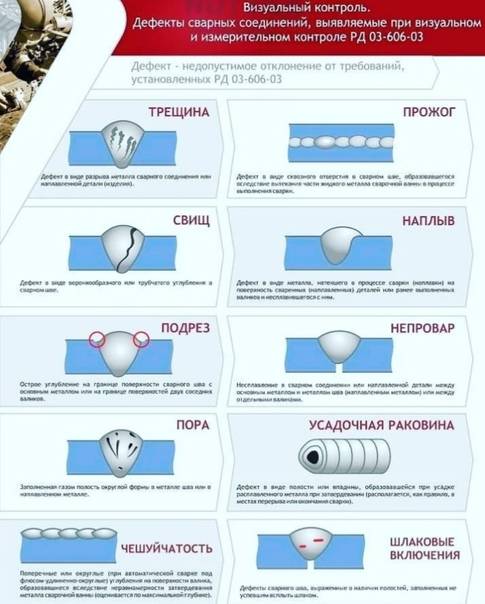
Не в каждом случае качество сварки соответствует установленным требованиям. Классификация дефектов сварных соединений в полном составе изложена в ГОСТ 30242-97. Но среди всех обозначенных в документе изъянов выделяют основные, которые чаще обычного выявляются при контроле и обследовании соединительных стыков.
Трещины
Для сварочных швов наибольшую опасность представляют трещины. Они способны спровоцировать мгновенное разрушение металлических конструкций и привести к трагическим последствиям.
Причинами появления трещин могут быть:
- неправильное расположение стыков;
- резкое охлаждение места сварки;
- неправильный выбор материалов;
- кристаллизация металла вследствие чрезмерно высоких температур.
По размеру различают микро- и макротрещины, по типу образования – поперечные, продольные и радиальные.
Вне зависимости от видов и причин возникновения трещины – это недопустимые дефекты сварных соединений металла.
Подрезы
Это образующиеся на наружной поверхности шовного валика продольные углубления. Если на шве есть подрез, то в месте его появления уменьшается сечение шва, а также образуется очаг концентрации напряжения.
Превышенная величина сварочного тока – основная причина появления таких дефектов. Довольно часто наблюдаются подрезы в горизонтальных швах.
Наплывы
Это натекший на поверхность избыток металла, который не имеет должного сплавления с соединяемой поверхностью. Часто наплыв возникает при сварке стыковых или угловых швов в горизонтальном положении. Образуется при недостаточном прогреве основного металла, избытка присадочного материала, наличия окалин на соединяемых кромках.
Прожоги
Такие дефекты являют собой сквозное отверстие, возникшее вследствие вытекания из сварочной ванны расплавленного металла. В данном случае с другой стороны отверстия как правило образуется натек.
Прожог может быть вызван слишком медленным передвижением электрода по линии сваривания, повышенным сварочным током, неплотным прилеганием к основному металлу прокладки или же недостаточной ее толщиной, большим зазором между соединяемыми кромками.
Непровары
Если на сварочном шве обнаружены локальные несплавления между основным и наплавленным металлом, то дефект такого типа называют непровар. Он существенно понижает прочностные свойства шва и соответственно всей конструкции.
Причины непроваров состоят в следующем: чрезмерно высокая скорость сваривания, некачественная подготовка кромок к сварному процессу, наличие ржавчины, окалин и других загрязнений на соединяемых поверхностях.
Кратеры
Образующиеся вследствие обрыва сварочной дуги углубления в соединительном валике называют кратерами. Такие изъяны существенно уменьшают сечение стыка, что негативно сказывается на прочности. Кратер опасен тем, что внутри него могут находиться усадочные рыхлости, приводящие к появлению трещин.
Свищи
Поверхностные дефекты в виде полости. Понижают прочность соединительного стыка и провоцируют образование трещин. Свищи имеют произвольную форму, могут возникать как на внешней поверхности, так и внутри шва.
Пористость
Поры – это заполненные газами полости, образующиеся при повышенном газообразовании внутри металла. Возникают при наличии разнообразных загрязнений на свариваемых поверхностях, при повышенной скорости сварки, а также повышенной вместительности углерода в используемом присадочном материале.
Посторонние включения
Качество шва существенно ухудшают сторонние включения – оксидные, шлаковые, вольфрамовые, флюсовые и другие включения. Главная ошибка, приводящая к их наличию – неправильный режим сварки. Любое из присутствующих включений понижает прочность и надежность соединения и подлежит устранению.
Магнитопорошковый контроль (магнитный контроль, магнитопорошковая / магнитная дефектоскопия, МПД)
Магнитопорошковый неразрушающий контроль — один из способов обнаружения дефектов металла, залегающих непосредственно под поверхностью и выходящих на неё. Метод МПД основан на возникновении неоднородности магнитного поля в местах нарушений сплошности ферромагнитного материала (стали и сплавов на основе железа). На первом этапе проведения магнитопорошкового контроля в детали создают остаточное, либо приложенное магнитное поле. Затем поверхность контролируемого изделия обрабатывают специальными дефектоскопическими средствами, — магнитными порошками и суспензиями. Под действием электромагнитных сил частицы порошка или суспензии намагничиваются и сцепляются между собой в цепочки.

В качестве дефектоскопического материала может выступать магнитный порошок, с размером частиц от 1 микрона. Частицы порошка обладают ярко выраженными ферромагнитными свойствами и могут быть подкрашены активным пигментом — люминофором (люминесцентный магнитный порошок). Но чаще всего, в магнитопорошковом контроле используют готовую магнитную суспензию — взвесь магнитных частиц. В качестве основы для взвеси выбирают масло (например, Элитест МЛ1) или воду — в зависимости от условий контроля и типа оборудования. В результате действия магнитного поля над дефектами возникает искривление его направления. Магнитные частицы скапливаются в таких местах, образуя индикаторный рисунок, видимый при ультрафиолетовом освещении (люминесцентный контроль), либо при обычном освещении (в этом случае в качестве фона может использоваться грунтовочная краска).
Описанные явления составляют основу магнитопорошковой дефектоскопии.
Методы капиллярного контролясварных швов
Различают методы основные и комбинированные. К основному можно отнести контроль, который производится только капиллярным проникновением специальных веществ в соединение. Тогда логично, что к комбинированному методу относят те обследования, где контроль осуществляется двумя и более неразрушающими методами контроля.






Комбинированные методы контроля
Такие методы можно классифицировать в зависимости от способа воздействия на исследуемое соединение.
- Капиллярно-магнитный.
- Капиллярно-радиационный метод излучения.
- Капиллярно-электростатический.
- Капиллярно-радиационный метод поглощения.
- Капиллярно-индукционный.
Недостатки
- Визуальный контроль сварных соединений помогает обнаружить только наружные дефекты, тогда как внутренние могут оставаться скрытыми;
- Результаты фиксируются исключительно вручную, и то при условии использования измерительных приборов.
Нормативные документы
Существует ряд нормативных документов, по которым проводится визуальный контроль качества сварных швов. Это не только ГОСТ 23479-79, в которым указаны требования к методам оптического неразрушающего контроля. Это может быть еще РД 34.10.130-96 и инструкция по измерительному и визуальному контролю, РБ 089-14 – руководство безопасности во время проведения контроля сварных соединений и так далее.
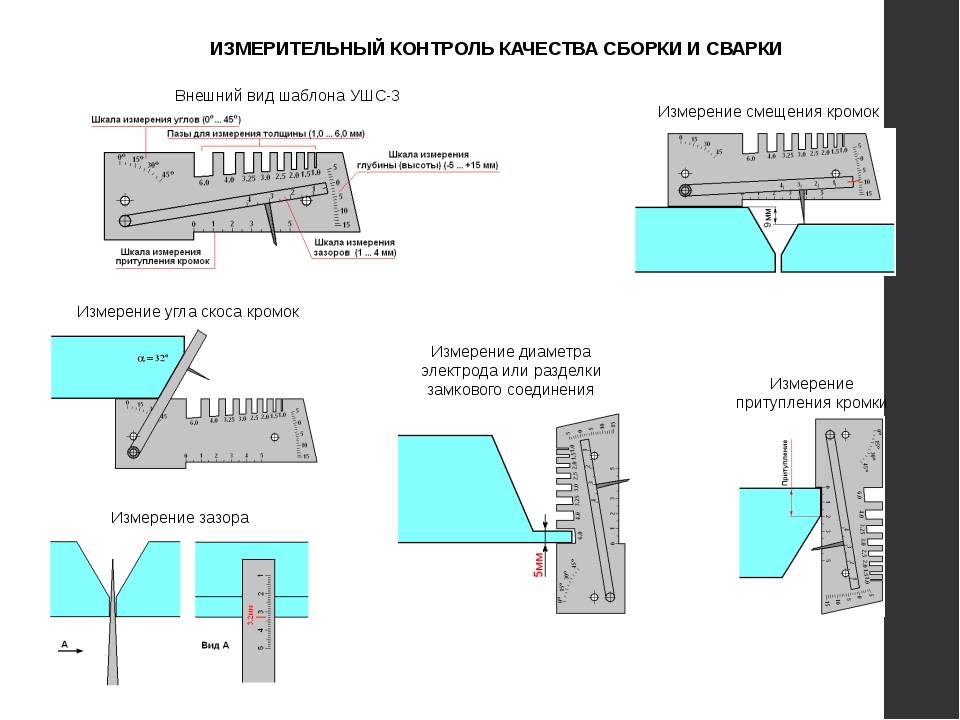
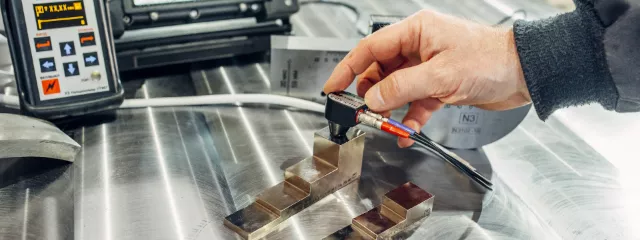
Инструменты для проведения проверки
Когда проводится визуальный и измерительный контроль сварных соединений, то для этого могут использоваться дополнительные инструменты, которые помогут зафиксировать точное положение и размеры обнаруженных дефектов, а также определить параметры шва. Ведь неровность его поверхности, а также слишком большая или малая высота также могут относиться к дефектам. Среди используемых инструментов можно отметить:
- Щуп – бесшкальный измерительный инструмент, который имеет ряд пластин определенного размера, по которым и можно определить соответствие заготовки заданным параметрам;
- Штангенциркуль – инструмент с тремя видами измерения, который может помочь измерить внешние и внутренние размеры, в том числе и диаметр, а также глубину пор и трещин;
- Лупа – оптический инструмент, которая обладает определенной величиной кратности и помогает увеличить внешние дефекты для их лучшего обнаружения;
- Металлические линейки – один из самых простых и часто используемых инструментов измерения, который используется в данной области;
- Угломер – позволяет определить угол соединения и относительное расположение свариваемых деталей.
Инструменты для визуального контроля сварных швов
Суть проведения внешнего осмотра
Физические основы визуально оптического метода контроля обеспечивают определение первичной информации о том, какими качествами может обладать соединение. Если изделия надежно сварены и не имеют дефектов, то они обладают примерно такими же качествами, как и основной металл. Чем больше дефектов, тем ниже надежность соединения. Благодаря своей простоте и отсутствию какой-либо стоимости на расходные материалы, метод позволяет определиться с явными дефектами, которые можно исправить еще до проведения других способов.
Существуют различные виды сварных швов и соединений, но практически ко всем из них применяется визуальный осмотр. В профессиональной сфере он не используется как основной, за счет невозможности определить внутреннее состояние шва, но все равно всегда используется, чтобы не подвергать дорогостоящим методам контроля явно бракованные изделия. После того, как будет пройдена профессиональная проверка, составляется акт визуального контроля сварных швов.
Требования к сварным швам
Акт визуального осмотра сварных швов, образец которого выдается специалисту проводящему данный осмотр, должен содержать все важные данные о конкретном исследуемом объекте
Это очень важно, когда контролю поддается один или несколько образцов из серии. Он должен соответствовать основным требованиям, выдвигаемым к такому типу соединений
Высота валика и ширина должна быть в заданных предела, он должен быть равномерным, без различных впадин и выпирающих частей. Структура шва должна выглядеть однородной, а в зависимости от типа определяется наличие или отсутствие чешуек. Должны отсутствовать поры, раковины, трещины, сколы, не проваренные места и так далее.
Поэтапный порядок
- Первым делом, шов подготавливается к осмотру. С него очищается шлак, стираются брызги металла, а также зачищается поверхность.
- Далее следует осмотр невооруженным взглядом, который помогает бегло проверить качество соединения. В таком случае можно обнаружить только наиболее явные дефекты.
- Далее проводится осмотр при помощи дополнительных инструментов, которые могут дать точные данные о полученном соединении.
- Если параметры соответствуют требованиям, то изделие допускается к работе, если нет, то обнаруженные дефекты фиксируются и вносятся в акт.
Возможности метода
Естественно, что это не идеальный способ и прежде всего нужно разобраться, что определяет выбор визуального метода контроля. Сразу следует отметить, что это исключительно поверхностные недостатки. Среди них:
- Поры;
- Трещины и микротрещины;
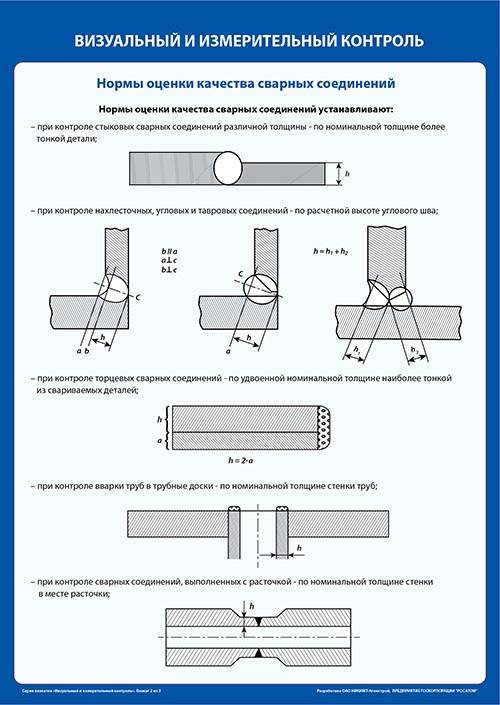
Схема измерения зазора сварного шва
- Раковины;
- Сколы;
- Недостаточный уровень проварки.
Схема измерения смещений при сварке швов
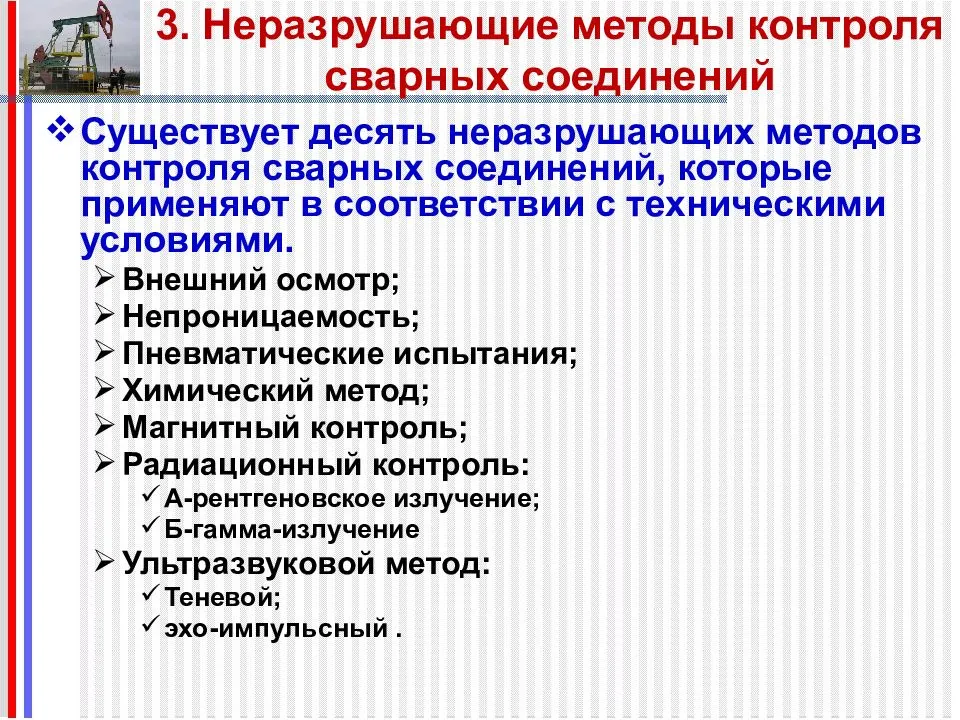
Виды и методы
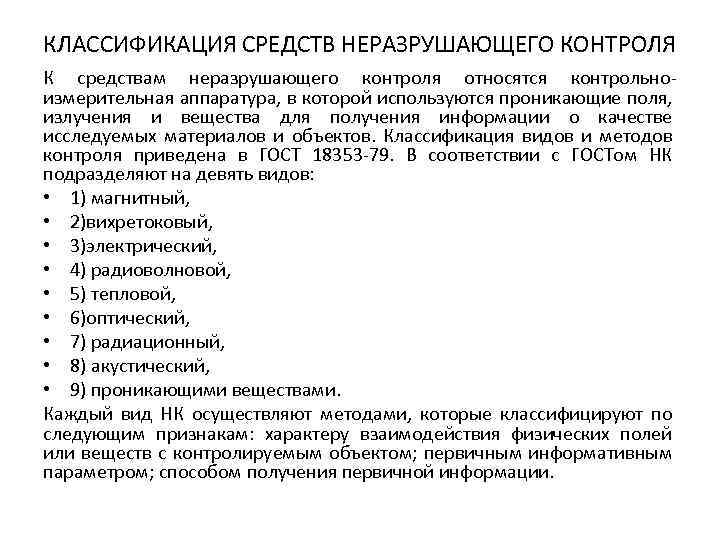
Действующие стандарты лаконично определяют НК, как контроль, который не разрушает. В соответствии с ГОСТ 56542-2015 и в зависимости от лежащих в его основе физических процессов, он подразделяется на несколько видов:
- Магнитный, применяющийся в дефектоскопии ферромагнитных материалов для фиксации магнитных полей и свойств контролируемого объекта
- Визуально-измерительный (оптический) – наиболее востребован для контроля и обнаружения мельчайших повреждений в прозрачных изделиях и материалах
- Электрический – фиксирует электрополя и характеристики, образующиеся в контролируемом объекте под влиянием внешнего воздействия
- Вихретоковый (электромагнитный) – применяется в дефектоскопии электропроводящих материалов, посредством исследования неоднородностей поверхностного вихревого поля объекта
- Тепловой – подразумевает мониторинг тепловых полей, контрастов и потоков любых материалов для выявления неисправностей и дефектов
- Радиоволновой – применяется в контроле диэлектриков (керамика, стекловолокно), полупроводниковых и тонкостенных материалов
- Ультразвуковой (акустический) – применим ко всем материалам, беспрепятственно проводящим звуковые волны в целях решения проблем контроля и диагностики
- Радиационный (радиографический) – построен на взаимодействии ионизирующего излучения с контролируемым объектом из любых материалов и любых габаритов
- Капиллярный (проникающими веществами) – применяется для обнаружения течей и микроповреждений посредством наполнения индикаторным веществом внутренних полостей, контролируемого объекта
- Вибрационный — необходим для поиска дефектов в машинах и механизмах. Диагностирует неисправности путем оценки колебаний в основных узлах
Каждый вид НК реализуется с помощью методов неразрушающего контроля (МНК), которые классифицируются:
- По способу взаимодействия различных веществ и полей с объектом контроля (магнитный, капиллярный)
- По показателям первичной информации (намагниченность, газовый)
- По форме получения первичной информации (индукционный, люминесцентный)
Радиографический контроль сварных соединений. Контроль рентгеновскими и гамма-лучами
Рентгеновский контроль
Рентгеновские лучи по-разному распространяются в различных материалах. Например,
такие лучи будут по-разному проходить сквозь однородный металл, сквозь шлаковые
включения или сквозь пустоту в металле. На этом свойстве рентгеновского излучения
и основан метод рентгеновской дефектоскопии, схема которого показана на рисунке.
Для контроля сварного шва с одной его стороны устанавливают источник излучения,
а с противоположной стороны – детектор. Рентгеновские лучи, проходя через шов
от источника, облучают детектор (фотоплёнку или фотобумагу), на котором и отображается
полная картина прохождения лучей сквозь металл. Наличие затемнённых мест на
плёнке говорит о том, что интенсивность прохождения лучей в этих зонах было
высоким, следовательно, в этих местах сварного соединения присутствуют дефекты.
Более полную информацию о данном методе неразрушающего контроля смотрите на
странице: “Радиографический
метод контроля сварных соединений Ч.1 Контроль рентгеном”.
Контроль гамма-излучением
Контроль гамма-лучами, также как и контроль рентгеном, основан на способности
гамма-лучей по-разному проходить сквозь металл, неметаллические включения и
пустоту в металле.
Схем гамма-контроля следующая: из ампулы, содержащей радиоактивные изотопы,
направляется поток гамма-лучей на контролируемое соединение. С обратной стороны
соединения находится кассета с фотоплёнкой или фотобумагой, на которой отображается
полная картина прохождения лучей через металл. В местах выявленных дефектов
на плёнке появятся затемнённые области. Для того чтобы упорядочить поток радиоактивного
излучения, ампула помещена в свинцовый контейнер с маленьким отверстием, через
который выходит поток гамма-лучей.
У радиационной дефектоскопии есть преимущества, по сравнению с рентгеновским
просвечиванием. Например, гамма-лучи обладают большей проникающей способностью,
что позволяет их использовать при контроле больших толщин металла, толщиной
более 300мм. Кроме того, контроль гамма-излучением экономически более выгоден,
т.к. имеет меньшую себестоимость. Но, у него также есть и свои недостатки. Например,
радиация представляет большую опасность для здоровья человека. Более подробно
о этом методе контроля сварки рассказано на странице: “Радиографический
метод контроля сварных соединений Ч.2 Радиационный контроль гамма-излучением”.
Радиография
Радиационный контроль является миниатюрной версией всем знакомого медицинского рентгена. Гамма-лучи прошивают металл и оставляют свой след на специальной пленке. Соответственно, отображаются и скрытые от глаз внутренние дефекты сварочного стыка. Данный метод является самым передовым и позволяет точно обрисовать картину внутреннего состояния соединения.
Наряду с этим, метод имеет и недостатки. Прежде всего, это необходимость приобретения дорогостоящего оборудования. Другой нюанс – требуется предварительная подготовка специалиста. Плюс ко всему, нельзя работать с оборудованием длительной время, поскольку это негативно сказывается на состоянии здоровья.
С недавних пор есть возможность приобрести цифровой радиограф, работающий с компьютерной программой. Вместо пленки в этом случае применяются многоразовые пластины, которые реагируют с любыми лучами. Ключевое отличие от классического рентген-аппарата заключается в том, что изображение сразу отображается на мониторе компьютера. Его можно масштабировать и редактировать. Перспективой технологии является полная автоматизация процесса.
Материалы для дефектоскопии сварных швов
В современной промышленности для капиллярного контроля ПВКиспользуются специальные составы. Их называют пенетрантами (от англ. penetrant — проникающий). Специальные препараты не только обладают лучшей проникающей способностью, но имеют заметную окраску. Кроме того, в целях объективного контроля, чёткие цветные изображения становятся доступны для фото и видео регистрации. Некоторые виды содержат люминесцентные компоненты. С их помощью в ультрафиолетовом свете становятся заметными и контрастными микроскопические участки, заполненные пенетрантом.


Кроме пенетнрата, который проникает в полости и трещины, применяются и проявители. Это жидкость, которая при контакте с пенетрантом изменяет цвет и становится заметной. Проявители, называемые ещё индикаторами, используют для определения сквозных изъянов сварного шва или для увеличения чёткости изображения дефектных участков.
Для сквозной дефектации, как и в случае с керосином, проявитель наносится на одну сторону шва, а пенетрат — на другую. При наличии сквозной трещины или полости индикаторная жидкость окрасится контрастным цветом.
Индикаторные жидкости для ПВК контроля различаются не только по цвету и способности к свечению, но и по проникающей способности, называемой чувствительностью.
Проверке подвергаются следующие объекты:
- сосуды под давлением;
- аппараты высокого давления;
- трубопроводы;
- сварные швы;
- пайки, склейки;
- поковки, листовой прокат из металла и других материалов.
Преподаватели нашего центра разработали программы обучения для каждой отдельной категории будущих дефектоскопистов. В ходе курса вы получите как теоретический, так и практический опыт.
Наш учебный центр проводит основное образование по второму разряду. Если у вас есть сертификат о прохождении данного курса, и вы желаете повысить квалификацию до 3, 4, 5 или 6 разрядов, тогда записывайтесь на соответствующие курсы.
Курс обучения на дефектоскописта УЗК длится около 256 часов. Стоимость курса – более чем доступная. С актуальными ценами вас ознакомит менеджер.
Вы также можете записаться на курс дистанционного обучения на дефектоскописта. Вы сможете выбрать любое удобное для вас время, не прерывая рабочий процесс. Обучение проходит через онлайн-платформу, где вы будете проходить теорию и выполнять практику. Все учебные материалы будут предоставлены.
После обучения специалист будет соответствовать нижеперечисленным требованиям. Он будет:
- понимать основные принципы работы ультразвуковых дефектоскопов;
- обладать знаниями и практическими навыками в металловедении;
- определять типы сварных швов и определять дефекты;
- настраивать и готовить оборудование к работе;
- понимать теории распространения звуковых волн в упругой среде;
- устанавливать максимально подходящую методику ультразвукового контроля;
- расшифровать показания измерительно-контролирующих приборов и корректно отображать дефекты в соответствии с полученными параметрами;
- знать нормы и регламентирующие показатели;
- исследовать измеренные данные и анализировать результаты дефектоскопии;
- вести требуемую документацию.
После прохождения обучения на профессию – дефектоскопист вам будет выдан сертификат, подтверждающий успешное окончание программы, который позволяет работать по данной специальности в любой соответствующей организации.
Для работы на опасных объектах (ОПО) в нашем Экзаменационном центре вы можете получить II уровень квалификации.
Неразрушающий контроль на ОПО проводится на следующих объектах промышленности:
- горной;
- угольной;
- нефтегазовой;
- химической;
- оборудование под избыточным давлением;
- металлургической;
- ж/д транспорта;
- хранения и обработки зерна д.р.
Отправить заявку
Перейти в каталог
Подготовка основы шва

Участок соединения также подготавливается к операции дефектоскопии. Если на поверхности имеются выраженные шероховатости или загрязнения, то можно воспользоваться мелкозернистым материалом и произвести легкую обработку. Далее выполняется обезжиривание
Для этой задачи можно использовать один из компонентов набора дефектоскопии, но важно, чтобы он именно обеспечивал эффект обезжиривания, а еще лучше – повышал чувствительность контроля. Не рекомендуется использовать для таких целей керосин, но можно применять бензин и ацетон
Если же в помещении отсутствует вентиляция, то обезжиривание выполняется только водными растворами на основе порошкообразных синтетических средств низкой концентрации. Если планируется цветная дефектоскопия небольшой по размеру детали, то можно применить и полное погружение в обезжиривающий состав. В остальных случаях используется или техника распыления на целевой участок, или нанесение ветошью, смоченной в растворе.
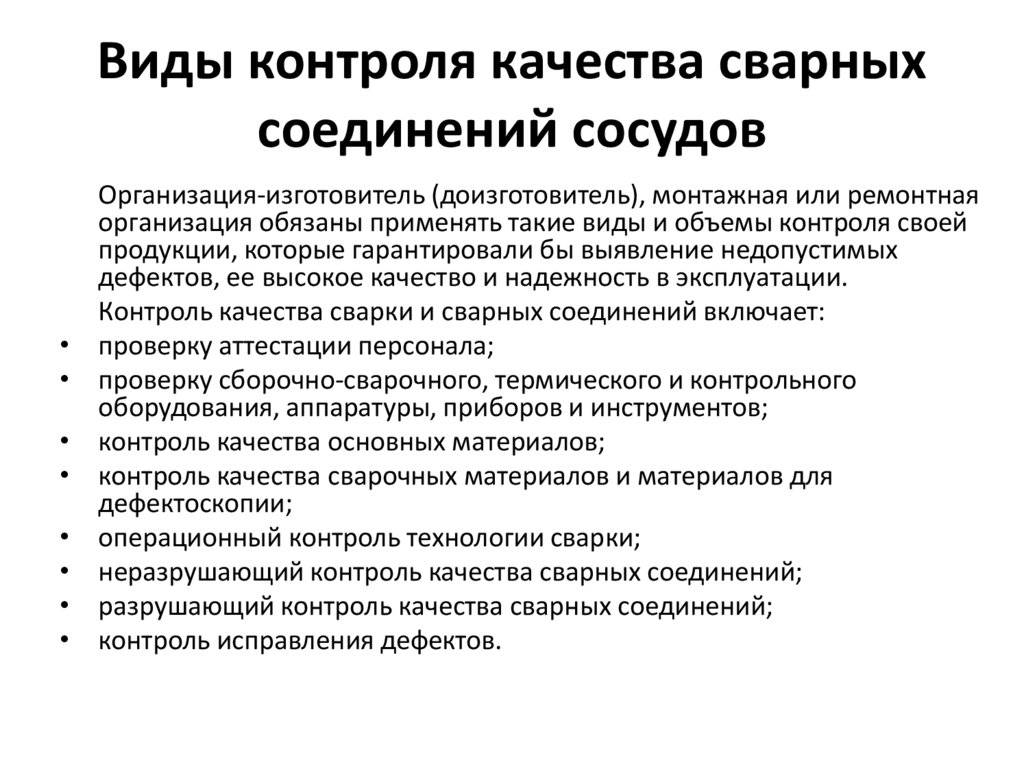
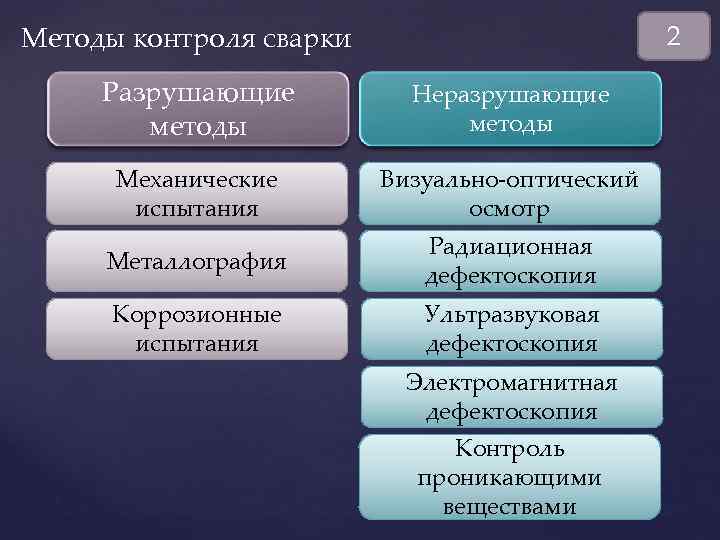
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.
Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
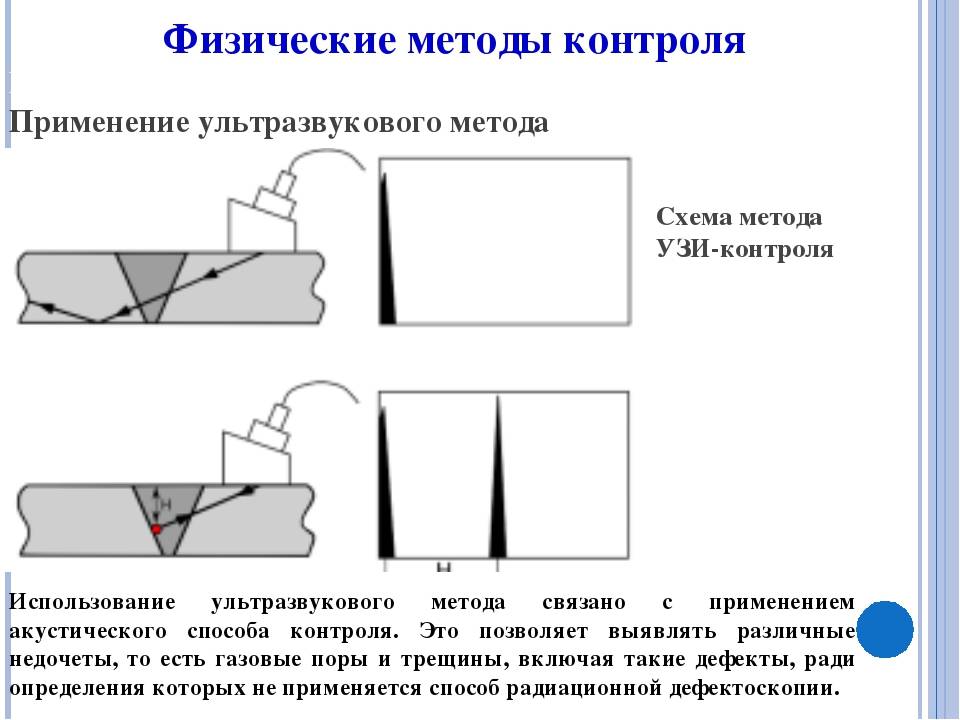
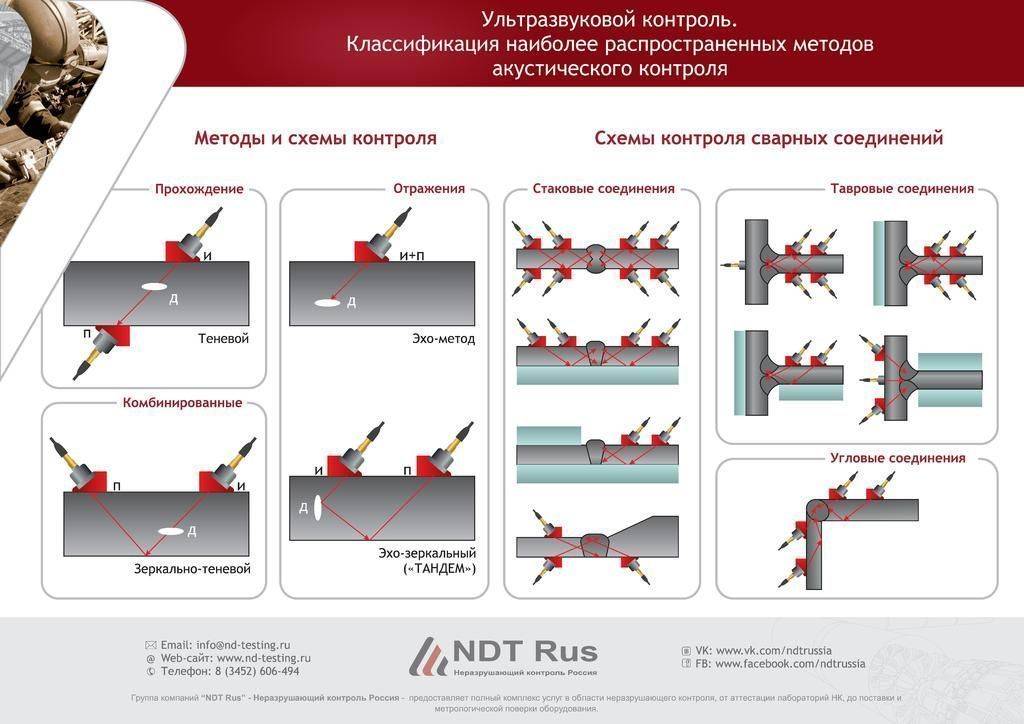
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
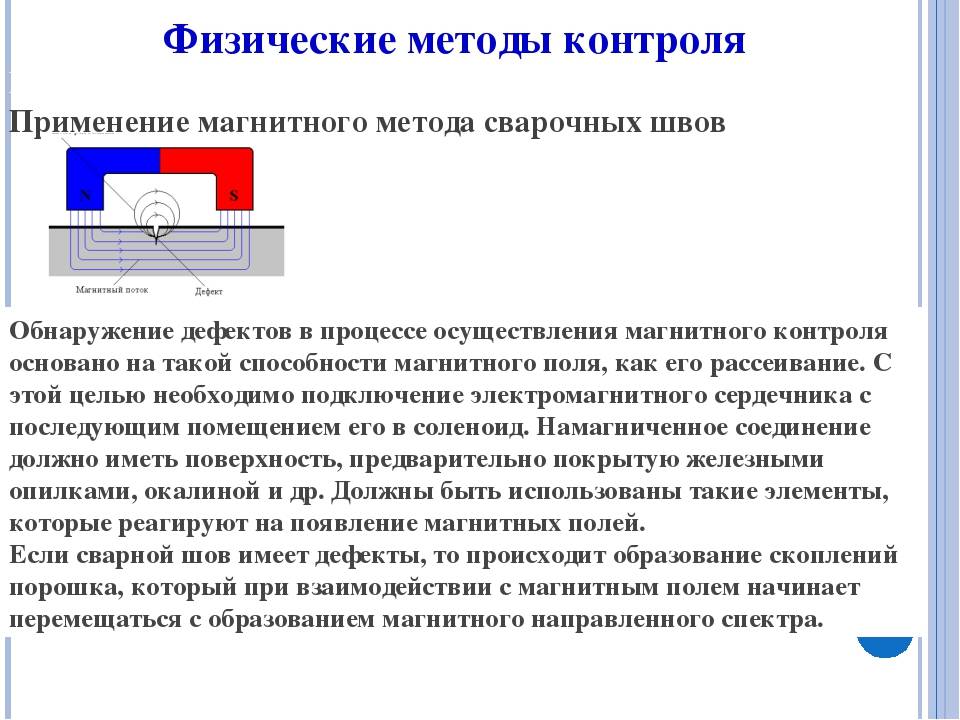
Магнитные методы контроля
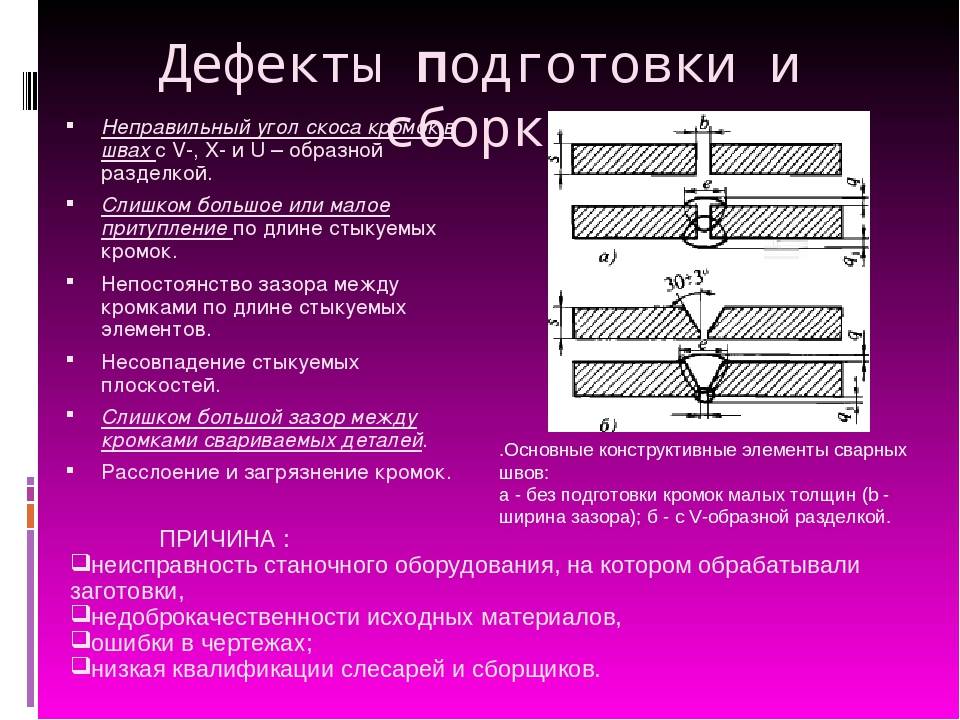
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.



Как правильно выбрать метод неразрушающего контроля соединений трубопровода?
Выбор оптимального способа проверки соединений трубопровода не составит труда. Нужно учесть всего лишь следующие факторы.
- Показатели экономии и технических свойств.
- Особенности изготовления сварной конструкции.
- Состояние, в котором находится поверхность.
- Сварное соединение по толщине и типу.
- Сам металл с определением физических свойств.
Видео
Сюжет про применение Неразрушающих Методов Контроля
Неразрушающий контроль сварных соединений с помощью ультразвука
В основе метода – акустические изменения, которые происходят, когда сквозь исследуемое соединение проводят звуковые колебания, со сверхвысокой частотой. Степень ослабления обратного сигнала и скорость распространения становятся самыми важными свойствами звука для данного исследования.

Ультразвуковая дефектоскопия проводится на основе следующих принципов.
- Источник ультразвука генерирует звуковые волны. Они точно проходят через зону, которая и требует диагностики. Потом отражаются от тех мест, где вероятнее всего появление недостатков.
- Звуковая волна обязательно должна отражаться от чего-либо, иначе выявление изъянов будет невозможным. Угловая искательная головка – специальное приспособление, которое обеспечивает появление должного эффекта.
- Звуковая волна не только отражается от участка с изъяном, он способствует изменению в угле преломления. О величине внутренних дефектов судят по тому, насколько большими оказались подобные изменения.
Результат: устранение дефектов
Устранения требуют любые недочеты, не соответствующие начальным техническим условиям. Если это невозможно, то изделие просто считается бракованным.
Видео
Технологии сварки и контроль сварных соединений
Плазменно – дуговая резка в обычной ситуации помогает справиться с проблемами. Для этого же проводят проверку, с последующей обработкой с применением абразивных кругов.
После отпуска сварных изделий исправляют дефекты, которые допускают проведение тепловой обработке. Главное – соблюдать определённые правила.
- Участки с недочетами должны оставаться меньшими по сравнению с удаляемыми участками по длине, с каждой из сторон.
- Разделка так же требует особой выборки. Двойная ширина швов до процедуры должна оставаться примерно такой же, как и после.
- Обязательно сохранение надёжности проваров.
- Наличие плавных очертаний без разрывов обязательно для поверхности при каждой выборке. Наличие острых заусенцев вместе с углублениями так же недопустимо.
Участок необходимо полностью очистить после того, как ремонтные работы завершатся. Переходы к основному металлу от дефектных участков должны быть плавными.
Видео
лаборатория неразрушающего контроля сварных соединений Симферополь
Устраняя недостатки, берут те же материалы с технологиями, что использовались для наложения основного шва. После чего становится обязательным проведение повторного контроля.





