Современные методы пайки
Основные эксплуатационные характеристики медных изделий регламентируются согласно ГОСТ. Медь является отличным вариантом для подведения системы водопровода, отопления, газопровода, а также кондиционирования. К положительным характеристикам медных труб относятся:
- Высокие антикоррозийные свойства;
- Нетоксичность;
- Бактерицидные свойства;
- Высокая стойкость к ультрафиолетовым излучениям;
- Надежность;
- Прочность;
- Долговечность.
На сегодняшний день медные трубы изготавливают разной степени твердости. Они бывают:
- Мягкие;
- Твердые;
- Полутвердые.

Припой для медных труб
Мягкие изделия используют для подведения систем водопровода и отопления, а твердые и полутвердые применяются для тех трубопроводов, где нужна высокая механическая прочность.
Единственным недостатком меди можно назвать высокую цену по сравнению с другими материалами. Для того чтобы осуществить качественный монтаж водопровода или отопления, изделия из меди необходимо паять.
Пайка представляет собой неразъемное соединение труб при помощи расплавленного материала — припоя, у которого температура плавления ниже, чем материал соединяемых деталей.
При соблюдении правильной технологии пайки, соединения получаются очень прочными и надежными. Согласно ГОСТу существуют такие виды пайки:
- Высокотемпературная;
- Низкотемпературная.
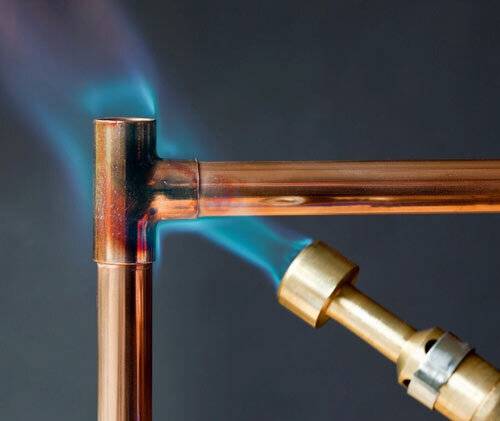
Высокотемпературная пайка осуществляется при температуре свыше 450˚С и применяется для труб с большой нагрузкой. Такая пайка обеспечивает высокую прочность швов благодаря прочности твердых материалов. При низкотемпературной пайке температура достигает 450˚С.
Низкотемпературная пайка осуществляется электрическим паяльником, а высокотемпературная — с использованием газовой горелки.
Правила пайки меди
При потребности спаять медное изделие или изделие, содержащее медные компоненты, нельзя дать однозначный ответ, как и чем лучше всего это сделать. Выбор способа и инструментов зависит от множества факторов, таких как размер и масса деталей, их состав. Учитывается и нагрузка, которой должны подвергаться уже спаянные изделия. Способов пайки несколько, и лучше знать их все, чтобы при необходимости выбрать наиболее подходящий.
Пайка крупных деталей
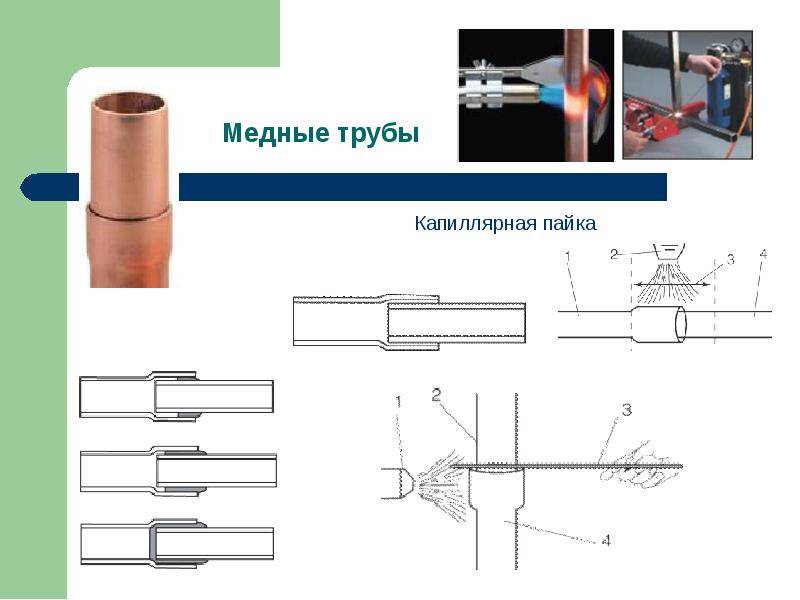
Схема капиллярной пайки меди.
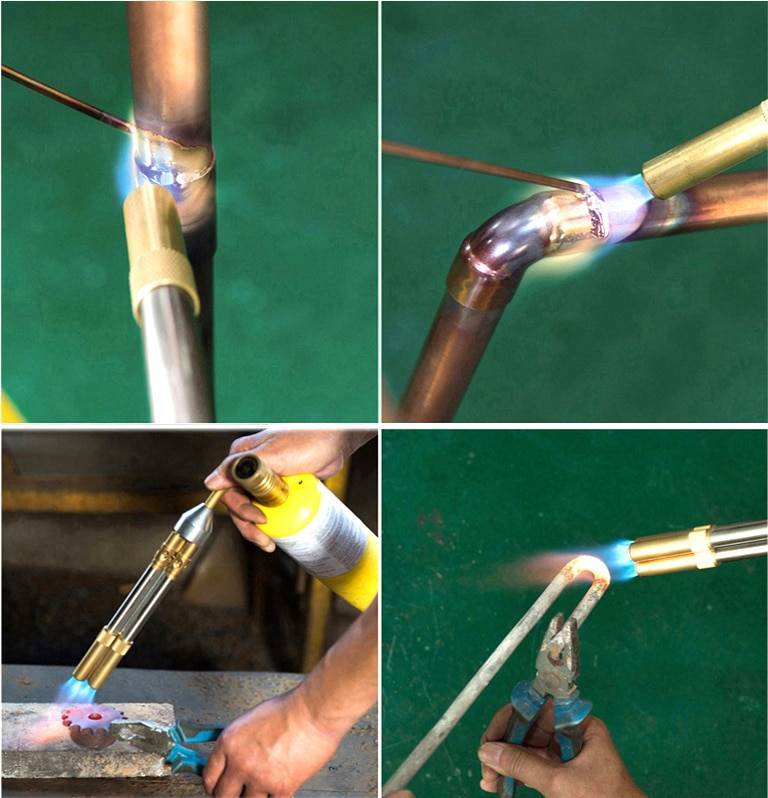
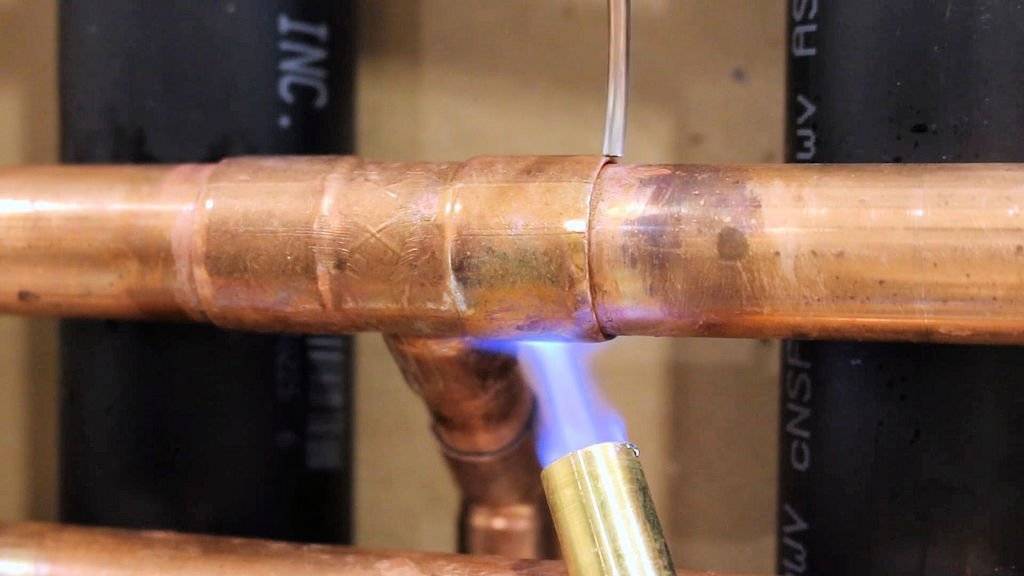
Если паять нужно массивные или крупные детали, которые нельзя прогреть до нужной температуры при помощи паяльника, используется горелка и медный припой. Флюсом в этом случае служит бура. Прочность медно-фосфорного припоя выше, чем у стандартного оловянного.
На механически зачищенную трубу или проволоку наносится тонкий слой флюса. На трубу после этого надевается фитинг, также механически зачищенный. При помощи газовой горелки место соединения греется до тех пор, пока медь, покрытая флюсом, не поменяет цвет. Флюс должен стать серебристого цвета, после этого можно вносить припой. Расплавляется припой мгновенно и проникает в щель между трубой и фитингом. Когда капли припоя начнут оставаться на поверхности труб, припой убирают.
Не следует перегревать трубы, так как это не способствует появлению большего капиллярного эффекта. Напротив, медь, нагретая до черноты, хуже поддается пайке. Если металл начал чернеть, нагрев следует прекратить.
Пайка проводов или проволоки
Чтобы спаять тонкие медные провода, нельзя использовать припой на основе хлорида цинка, так как он разрушит медь. Если никакого флюса в наличии нет, можно в этом случае растворить в 10-20 мл воды таблетку аспирина.
Схема сварки меди в среде инертных газов.
Медный же провод или детали из проволоки различного сечения могут быть с легкостью прогреты для нужной температуры при помощи паяльника. Температурный режим должен быть тот, при котором плавится припой, оловянный или свинцово-оловянный, им же и производится спайка. Флюсы должны содержать канифоль или быть изготовленными на ее основе, может быть использовано паяльное масло или даже сама канифоль.
Поверхность провода очищается от грязи и оксидной пленки, после чего детали пролуживают. Этот процесс включает в себя нанесение на разогретую медь тонким слоем флюса или канифоли, а затем и припоя, который при помощи паяльника распределяется по поверхности как можно ровнее. Детали, требующие соединения, соединяют и еще раз прогревают паяльником до тех пор, пока уже застывший припой снова не начнет плавиться. Когда это происходит, паяльник убирают и соединение остывает.
Детали можно зажать в тисках так, чтобы расстояние между ними составляло 1-2 мм. На детали наносят флюс и нагревают их. К зазору между раскаленными деталями подносят припой, который расплавится и заполнит собой зазор. Температура плавления у припоя для пайки этим способом должна быть ниже, чем температура плавления меди, чтобы детали не деформировались. Деталь остывает, затем ее промывают водой и дорабатывают при необходимости наждачной бумагой до гладкости и однородности.
Пайка посуды или запаивание отверстий в меди
При запаивании посуды пользуются чистым оловом, температура плавления которого выше, чем у припоя оловянного или с содержанием свинца. Иногда для запаивания крупных деталей используются молотковые паяльники, нагреваемые на открытом огне газовой горелки или паяльной лампы. В дальнейшем все происходит по стандартной схеме: зачистка, флюс и лужение, соединение деталей и прогревание паяльником. Именно для этого паяльника удобен припой из чистого олова.
Изнутри в фитинге, как правило, присутствует кайма, препятствующая продеванию его на трубу насквозь. Ее можно удалить при помощи грубого напильника, если фитинг нужно надеть на трубу дальше предусмотренного и запаять таким образом ненужное отверстие.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.









При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
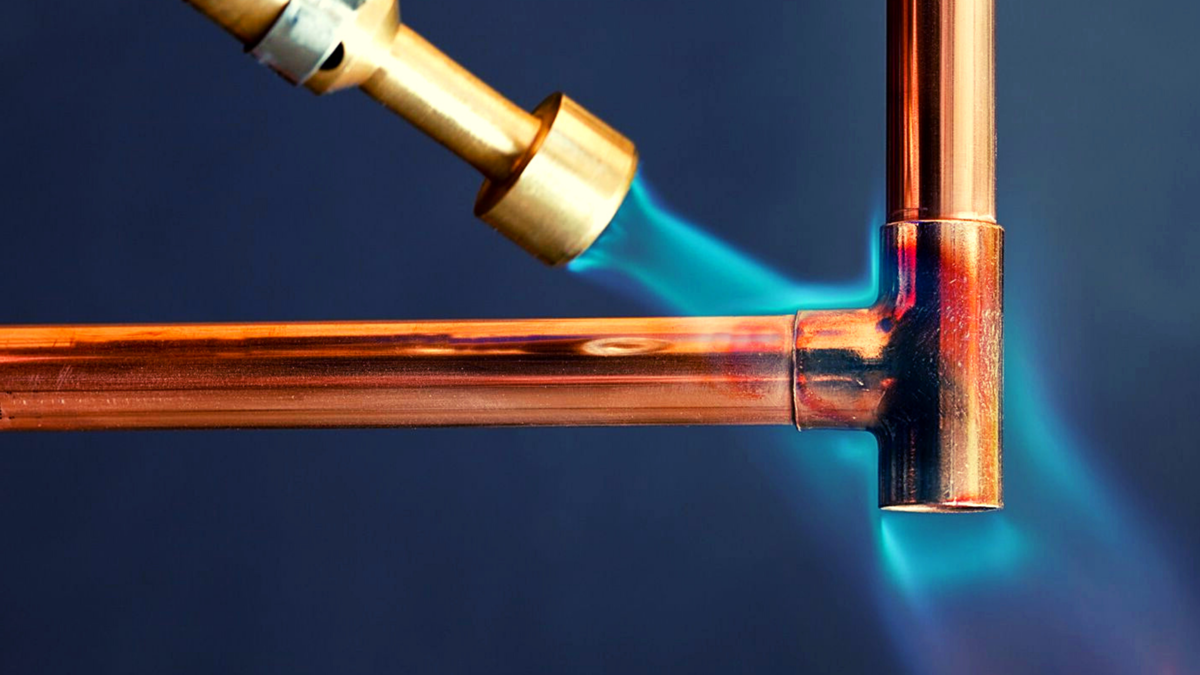
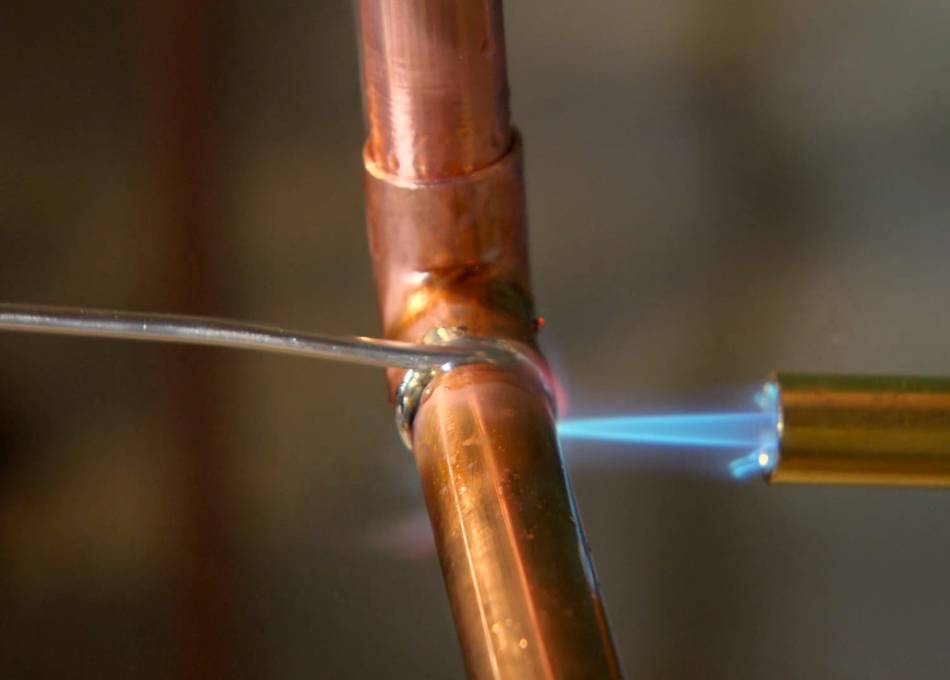
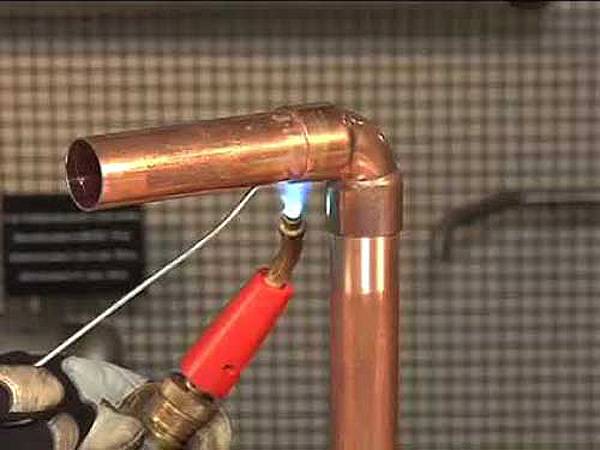
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
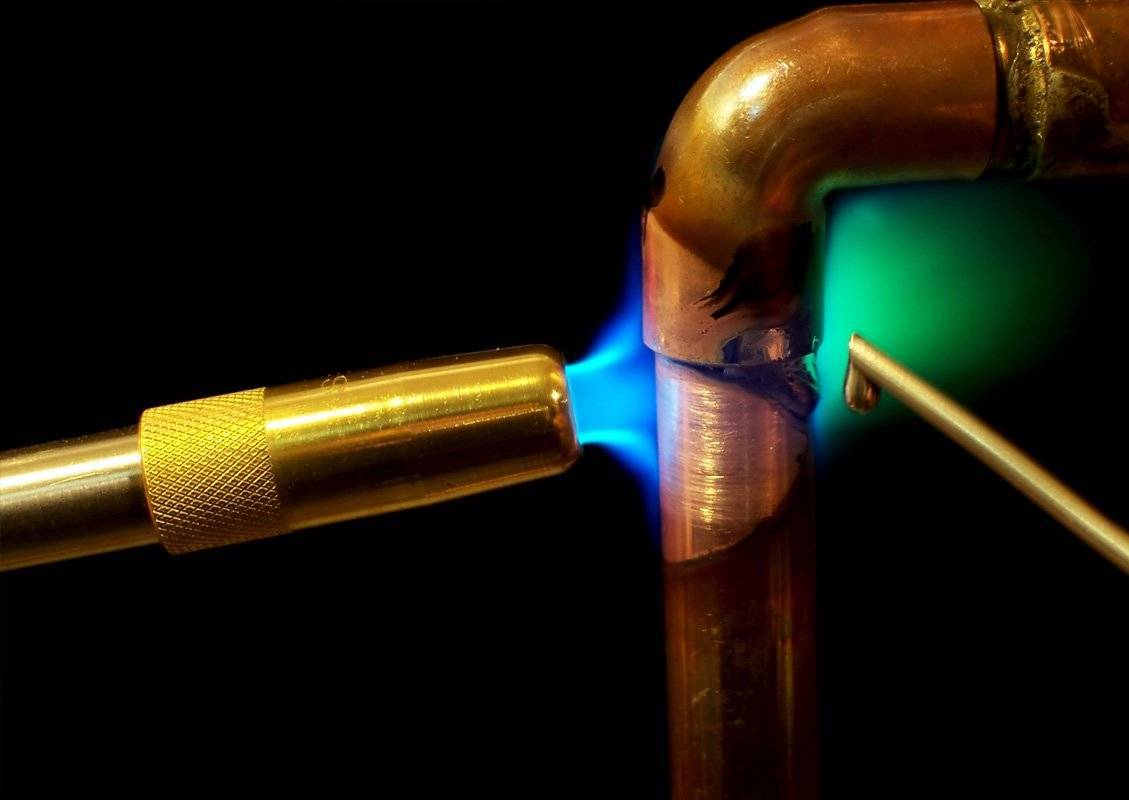
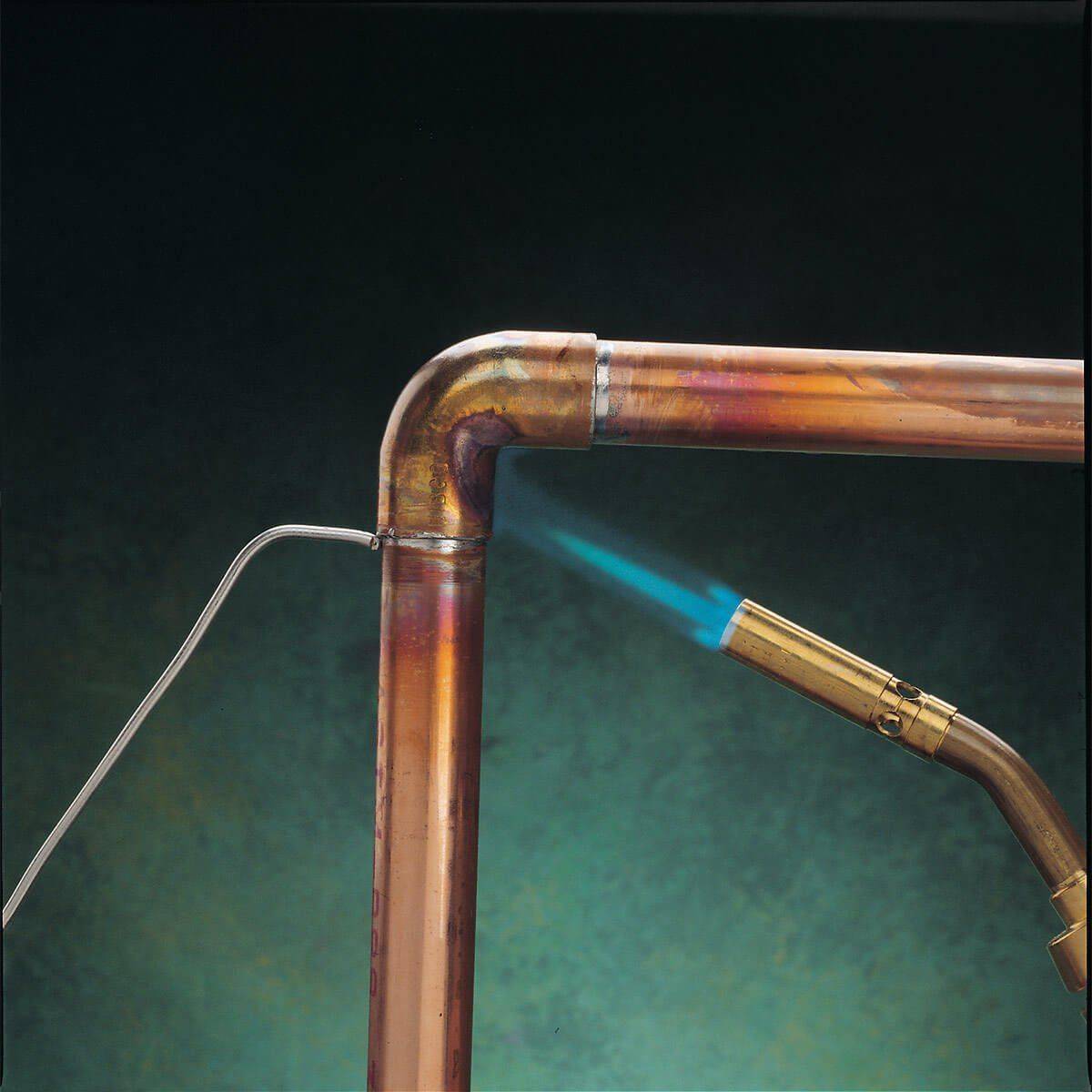
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Виды и особенности медных труб
Медные трубы хороши тем, что они: не подвержены коррозии, имеют срок службы более полувека, достаточно мягкие, чтобы не бояться перемерзания воды в них. Медь — материал идеально гладкий, это предотвращает образование в налёта в трубах, к тому же материал обладает бактерицидными свойствами.

Различают две разновидности медных труб, в зависимости от способа их изготовления:
- отожжённые;
- неотожженные.
Эти трубы могут иметь одинаковый состав, но резко отличаются по физическим свойствам.
Отожжённые трубы – это эластичный трубный материал. О степени гибкости можно судить по тому, что продают их в бухтах, намотанными подобно шлангу. Гибкость отожжённых труб является большим плюсом при монтаже. Из них можно формировать разные конфигурации не используя дополнительные детали. Это даёт материальную экономию на фитингах и расходных материалах. Уменьшает трудозатраты, используется меньшее число соединений.
И хотя эти трубы считаются менее крепкими, чем неотожженные, их запаса прочности вполне хватает для коммуникаций в индивидуальных домах.
Неотожженные трубы не подвергают дополнительной обработке – они остаются жёсткими. Приобрести такой материал можно прямыми прогонами, как привычные стальные. Разводка неотожженных коммуникаций проводится с помощью фитингов.






Рекомендуем ознакомиться: Как выполнить переход с чугуна на трубу из пластика

Эти трубы дешевле, но необходимость установки фитингов при монтаже поворотов, обходов сводит на нет данное преимущество. Их прочность требуется в промышленных трубопроводах, которые эксплуатируют при повышенной механической и температурной нагрузке.
Основные способы сваривания меди с нержавейкой
Нержавейка и медь достаточно различны по своим составам, самый распространенный способ их сваривания – аргонодуговой. Также возможно применение электродуговой, совсем редко – ультразвуковой сварки.
Ручная аргонодуговая сварка
Данный тип сварки выполняется с повышенной силой сварочного тока, это вызвано высокой способностью меди к теплопроводности. В некоторых случаях допустимо применение стальной подкладки. Суть ручной аргонодуговой сварки – в образовании сварочного шва с помощью расплавления присадочного материала.
Для выполнения сварочных работ берутся неплавящиеся вольфрамовые электроды. Если вместо аргона используется другой газ (азот), то в этом случае необходимо применять графитовые электроды. Аргон на 38% тяжелее кислорода, что позволяет успешно вытеснять его из области сварки.
Аргонодуговая технология позволяет добиться содержания железа в сварочном шве до 10%. А если применить холодную сварку, то его содержание будет более 10%. Чтобы увеличить итоговую прочность шва, его дополнительно легируют с помощью цинка.
Необходимая техника:
- инвертор или другой источник питания, подходящий для аргонодуговой сварки;
- вольфрамовые электроды;
- аргон;
- редуктор;
- присадочный материал;
- защитные элементы (сварочная маска, перчатки и т. д.).
https://youtube.com/watch?v=6zZS5FoNzPs
Электродуговая технология сваривания
Этот универсальный способ сваривания можно применять и для сварки меди с нержавеющей сталью. Электродуговую сварку необходимо выполнять с помощью источника большого тока с невысоким напряжением. Технология электродугового метода одновременно позволяет произвести плавку металла электрода (или присадочного материала) и соединяемого металла, вследствие этого формируется сварочная ванна.
Между электродом и металлом возникает дуговой разряд. Расплавление происходит за счет локального распределения тепловой энергии дуги, образовывая сварочную ванну и защитный шлак.
Необходимое оборудование:
- источник питания;
- плавящиеся или неплавящиеся электроды;
- молоток, зубило;
- металлическая щетка;
- присадочный материал;
- защитная одежда (маска, перчатки).
Ультразвуковая сварка
Данный вид сварки используется только в промышленных сферах. Сущность данного способа в преобразовании электрических колебаний в механические. Чаще используют для сваривания пластмассы, но возможно использование и для цветных металлов.
Оборудование:
- источник питания;
- кронштейн для крепления;
- система преобразования колебаний;
- привод для увеличения силы давления.
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Области соединений:
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Как еще можно соединить элементы из меди
Длительный срок эксплуатации, устойчивость к коррозии, небольшой вес и наличие антибактериальных свойств сделали медное соединение достаточно популярными в определенных кругах. Высокая теплоотдача позволяют использовать материал системами охлаждения. Перед тем, как паять медные трубы, необходимо определить способ пайки, кроме температурных воздействий, существуют различные фитинги, применение которых зависит от степени повреждения или конструкции стыка.
Типы медных фитингов под пайку
Альтернативный способ пайке является использование фитингов в соединении медных труб. Существует два основных вида:
- Обжимные имеют внутри конструкции кольцо, которое предоставляет возможность создать герметичное соединение. Конструкция изготавливается из латуни.
- Отличающиеся по диаметру от внешнего показателя капиллярные фитинги. Процесс подразумевает стыковку пайкой, путем различия диаметров и сжатия, тем самым производится соединение.
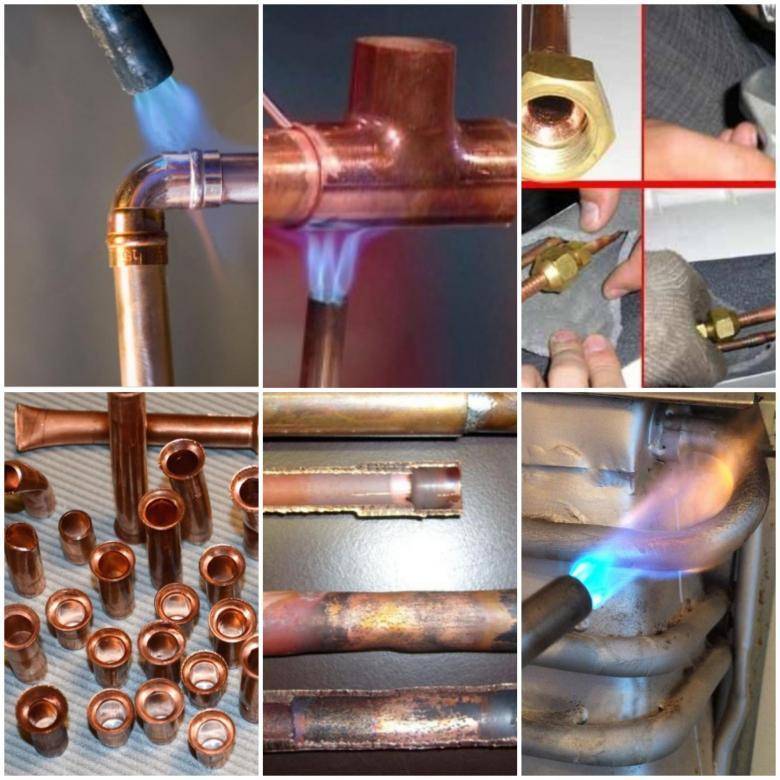
Процесс начинает действие, когда плавится пруток припоя, этапы работы:
- после сборки прогревается стыковочный шов;
- к месту стыка подается твердотельный припой, размягчение которого производится газовой горелкой;
- когда визуально подтверждено, что происходит наложение припоя на металл, трубу необходимо провернуть, проконтролировать стыковку по всему периметру.
Основными достоинствами данного способа является высокая прочность стыка медных труб, если необходимо, представляется возможность изменить диаметр соединения меньшей стороной. Высокие температуры при эксплуатации не могут разрушить шов. Пайка твердым припоем требует определенных навыков, в процессе работы возможен перегрев, что приводит к разрушению металла.
Низкотемпературная пайка
Каждый процесс требует ответственного подхода к выполнению работ. Для нагрева используется пропановая или бензиновая горелка при использовании мягкого припоя стыковкой медных труб
Важно знать, что горелка с пьезоподжигом значительно сократит время работы, приобретение дорогих моделей без этой функции не целесообразно
В процессе важно использовать качественные аксессуары, флюс паста играет не последнюю роль в соединении. Равномерное покрытие деталей медных труб достигается использованием мягкой кисточки, после нанесения излишки удаляются тряпкой
Температура горелки может достигать 900 градусов, при пайке важно не передержать изделие, иначе произойдет перегрев.
Техника безопасности при спаивании труб из меди
Медные трубы используются как проводники жидкостей с хорошими антикоррозийными свойствами. Установка медных труб не может быть выполнена для обеспечения питьевой водопроводной водой. Медь контактирует с хлором, добавляющимся для очистки воды, может образовывать вредные для организма человека вещества. Для артезианских источников, скважин не существует опасности в использовании.





Важно пользоваться качественным инструментом, производить работы в перчатках и следить за состоянием оборудования. Теплопроводность металла достаточно высока, при нагреве одного из узлов и несоблюдении техники безопасности, возможно получить ожоги
Качественный шов возможно получить при отсутствии внешних факторов в виде нагрузок до полного остывания стыка.
Когда человек берется за обустройство собственного дома, то естественно старается сделать все по высшему разряду. При этом существует всего два пути реализации задуманных идей: выполнить работу силами привлеченных профессионалов или же все сделать исключительного самому. Причем второй вариант является не только попыткой сэкономить на услугах специалистов. Есть люди, которые считают, надо заметить часто очень справедливо, что выполнить работу идеально может только человек собственноручно. А даже, если принцип «все делаю сам» продиктован исключительно финансовыми соображениями, то ничего зазорного в этом нет. Более того, вызывают уважение люди, которые берутся за выполнение сложной и высокотехнологичной работы. В качестве примера может быть рассмотрена пайка медных труб. Стоит лишь добавить, что актуальность подобной темы продиктована большой популярностью медных трубопроводов при устройстве водопроводных или отопительных систем.
Низкотемпературная пайка. Особенности
При потере вальцовочным соединением герметичности для её восстановления многие профессионалы отдают предпочтение не сварке, а именно пайке медных трубок. В пользу такого выбора они приводят следующие аргументы:
- оперативность выполнения работ;
- аппарат для пайки медных труб более дешёвый по сравнению со сварочным оборудованием.
Полученное соединение характеризуется:
- надёжностью;
- прочностью;
- стойкостью к высоким механическим и температурным нагрузкам.
Осуществляется низкотемпературная пайка обычно с помощью пропановой горелки. Труба нагревается до температуры 200-250˚С. Если используется мягкий припой, для равномерного нагрева пламя горелки необходимо постоянно перемещать.
Методика выполнения этой операции имеет свои особенности. Так, если при касании прутком припой не плавится, нагрев следует продолжить, постоянно перемещая при этом пламя. Когда припой начнёт плавиться, пламя следует убрать и дождаться, пока припой не проникнет в монтажный зазор. Зазор заполняется полностью, поэтому не вводите дополнительные объёмы припоя, поскольку появившиеся излишки затекут внутрь трубы и сократят, таким образом, полезный просвет.

Для низкотемпературной пайки применяется мягкий припой, выпускаемый в катушках
Из других особенностей низкотемпературной пайки следует отметить следующее. В случае использования стандартных кусков мягкого припоя, необходимо контролировать, чтобы их размер был равен диаметру соединяемого изделия. Придание требуемым участкам припоя Г-образной конфигурации обеспечит удобство выполнения паек медных труб.
Одно из существенных преимуществ данного способа заключается в том, что прочность сырья – меди – сохраняется на высоком уровне. Самый главный недостаток – худшие механические характеристики соединения.
Технологические особенности пайки трубок из меди
Изделия такого типа отлично поддаются обработке. Для припоя рекомендован фосфорно-медный и серебряный тип. Сами агрегаты выделяются значительной устойчивостью относительно растяжения, демонстрируют антивибрационное свойство.
Механизм осуществления процедуры имеет такую последовательность:
- Сначала необходимо избавиться от оксидной пленки, расположенной в зонах, подверженных пайке: с этой целью принято использование шлифовочной шкурки. Пыль, возникающую в процессе обработки, тоже необходимо убрать.
- Далее смесь флюса наносится на подготовленную во время чистки зону. Данный раствор представляет собой соединение гидразина, а также разнообразных древесных смол и спирта канифоли.
- Фитинг соединяется с трубой. Зазор обязан составлять менее полумиллиметра.
- Место соединения необходимо разогреть. Температура для этого должна составлять около трехсот градусов. Чтобы запаять медные трубки для кондиционеров, понадобится специальная лампа, как вариант – горелка газовая. Нагрев должен осуществляться максимально равномерно, для этого следует регулярно плавно перемещать пламя вдоль конструкции. Не нужно допускать перегрев какого-то определенного участка.
- Обязательно после завершения мероприятия следует осуществить промывку системы, поскольку остаточные флюсовые загрязнения потенциально могут спровоцировать коррозию металла, то, в свою очередь, приведет к поломке кондиционера.
Что нужно иметь для пайки меди
Никакого дорогостоящего оборудования для пайки меди или особых расходных материалов не нужно, все очень просто.
Для пайки медных труб для домашнего пользования понадобится следующее:
- Нагревательный элемент в виде газовой горелки для нагрева и расплавления припоя.
Чаще всего используется пропан с регулируемым давлением. Можно использовать паяльник помощнее или строительный фен также с приличной мощностью. - Специальный резак для медных изделий.
Медь – металл весьма мягкий, поэтому резать ее нужно с нежностью из-за риска помять стенки. Такие резаки называются труборезами, они отличаются огромным разнообразием – на любой вкус. Модели на рынке предлагаются во всем многообразии, включая устройства для резки в самых труднодоступных местах. - Фитинги для пайки, если предполагаются сгибы не отожженных трубок.
- Расширитель для труб – также специальное устройство для увеличения диаметра медной трубы перед нагреванием, если это необходимо.
Такая возможность чрезвычайно важна, когда стыкуются изделия с размерами, немного не совпадающими по своим размерам. - Так называемый «фаскосниматель» — устройство, где название говорит само за себя.
Речь о снятии фасок с торцевых сторон трубок. Дело в том, что после обрезки на торцах могут образоваться металлические заусеницы. Они вовсе небезобидные, а даже наоборот — не дадут сформировать прочное и красивое стыковое соединение. Фаскосниматели бывают двух видов: в виде карандаша или круглые по форме. Предпочтительнее и удобнее в работе круглые: с их помощью можно убирать заусеницы с мягких медных изделий с диаметром вплоть до 36-ти мм. - Щетки и ершики со стальной щетиной для подготовки медных деталей: удаления грязи и оксидной пленки.
- Расходный материал для самого припоя.
Припои для пайки медных труб могут быть из двух видов проволоки: медная проволока с высокой температурой плавления, которая содержит небольшую долю в 6% фосфора. Второй вариант – проволока из олова, у которой температура плавления значительно ниже – около 350°С. - Пасты и специальные флюсовые смеси для защиты металла от образования дефектов в виде воздушных пузырей и лучшего сцепления между медью деталей и припоем.
Дополнительными вещами к основным инструментам для пайки медных труб будут неспецифические инструменты:
- измерительная лента или рулетка;
- строительный уровень;
- маркер и кисточка;
- молоток.
Перед началом пайки трубок необходимо решить принципиальный технологический вопрос: каким именно припоем будет вестись пайка? Твердым припоем в виде медной проволоки, который чаще используется в работах с кондиционерами и холодильникам?
Или использовать оловянную проволоку, которая отлично работает с трубами для отопления или водопроводной системой?