Как пользоваться паяльником
Чтобы понять, как спаивать полипропиленовые трубы, нужно разобраться с технологией работы паяльника. Итак, начнем.
- Паяльник нужно установить на ровную поверхность. Устанавливаются необходимого диаметра насадки, затягиваются специальными ключами. Поближе к краю должна устанавливаться насадка, которая потребуется для того, чтобы спаивать непосредственно на стене. Все раздельно расположенные части трубопровода удобнее будет собирать на стационарно расположенном паяльнике, по силам самому. А вот собирать части в цепь на стене нужно будет уже с помощником.
- Правильная пайка должна начинаться только после прогрева инструмента до рабочей температуры, примерно по истечении 10-15 минут после его включения. Помните про номинальную рабочую температуру для того, чтобы качественно проводит спайку.
- Паяльник нельзя выключать из сети на протяжении всей работы, т.е. пока вы все будете спаивать.
- Две детали нужно нагревать одновременно.
- Остающийся на насадках пластик нужно удалять брезентовой ветошью после монтажа каждого фрагмента. Не допускается чистить остывшие насадки.

Технология пайки полипропиленовых труб
Далее будут рассматриваться правила пайки полипропиленовых труб .
1. Специальными ножницами обрезаете нужный кусок перпендикулярно оси.
2. Выбираете нужного размера фитинг
Здесь обращаем внимание, что не нагретый фитинг должен обладать внутренним диаметром, который будет чуть-чуть меньше, чем наружный диаметр трубопровода
3. Конец трубы и раструб фитинга очищаете от загрязнений, обезжириваете спиртом или мыльной водой и просушиваете.
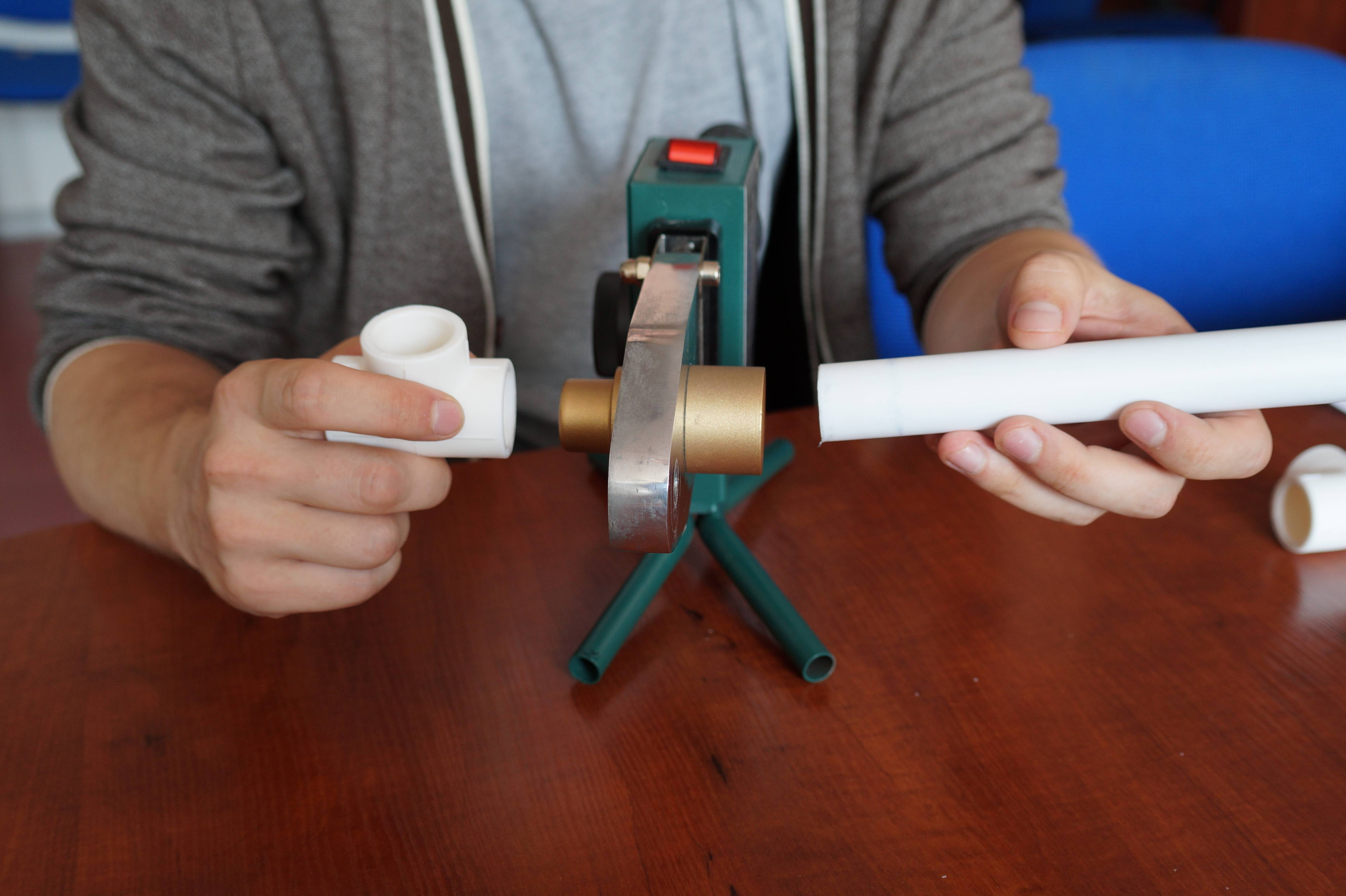
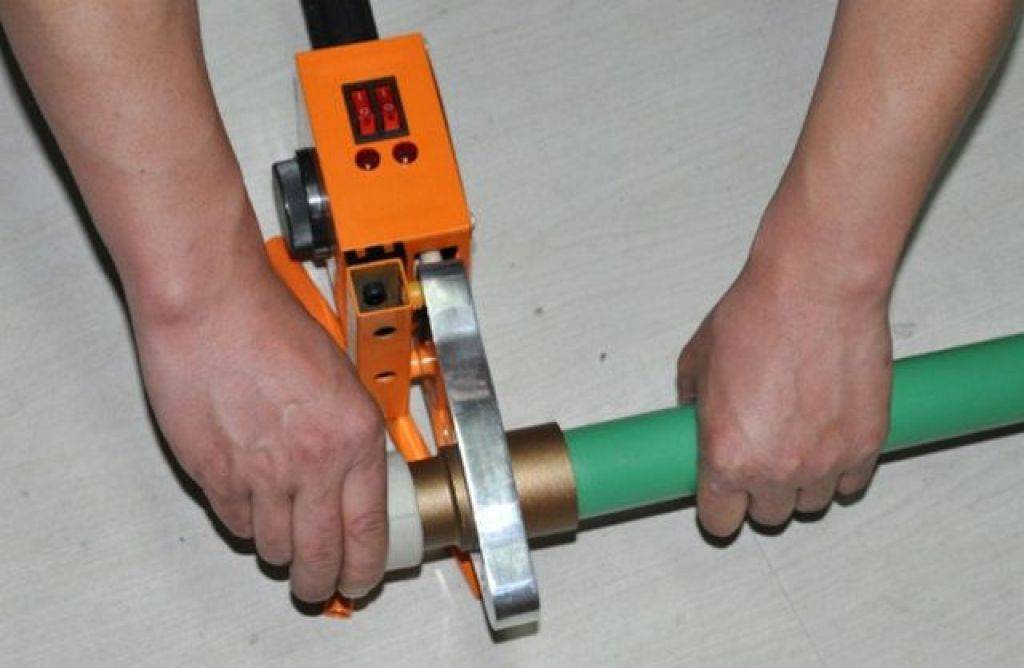
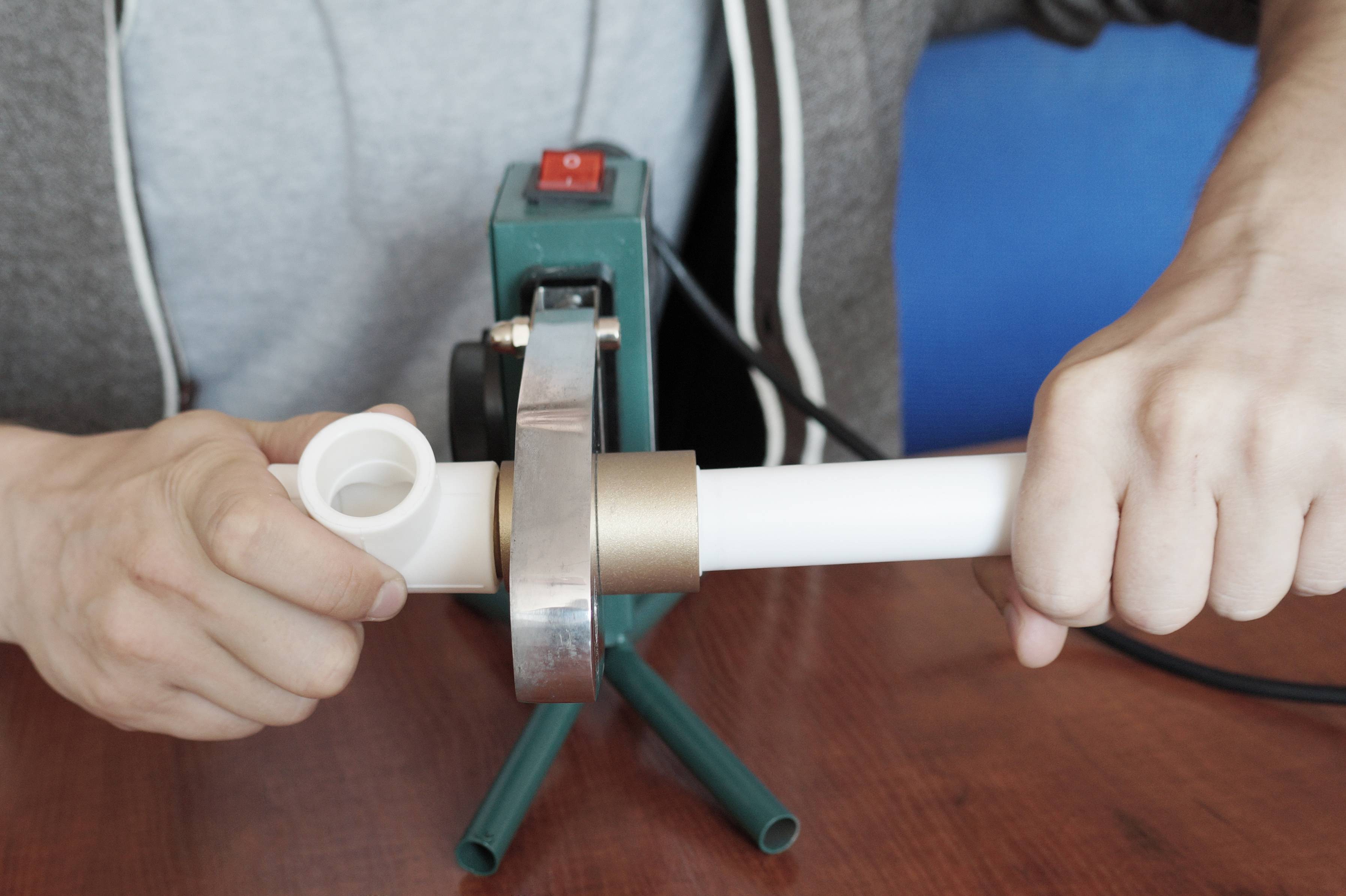
4. Соединяемые детали устанавливаете на соответствующую насадку на паяльнике. Изделие нужно вставлять на полную глубину сварки в гильзу, а на дорн должен одеваться раструб фитинга.
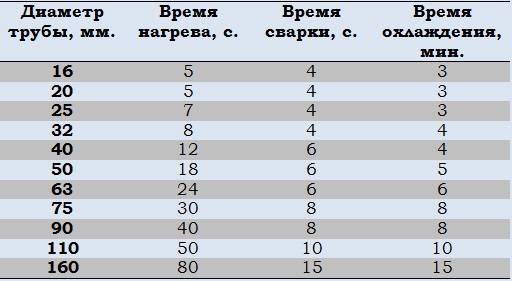
5. После помещения деталей в насадки необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными нижеприведенной таблицы. Поясним, что в таблице указывается время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если вы работаете во время более низкой температуры, то нагревать детали нужно дольше, а если во время более высокой, то сокращать. Далее приведена таблица время пайки полипропиленовых труб.
6. После разогрева детали снимаете с паяльника и соединяете вместе
Здесь обращаем внимание, что соединение должно осуществляться без поворота по своей оси и на всю глубину раструба фитинга. Операцию нужно выполнять быстро с соблюдением соосности
7. Если вы сделали все правильно, то после соединения по краю раструба должен появиться сплошной наплыв пластика. Пример вы можете увидеть ниже.
8. Далее выдерживаете время на охлаждение деталей. В этот период недопустимы различного рода деформации (изгибы или повороты по оси)
Здесь обращаем внимание, что если произошло соединение и смещена соосность или угол взаиморасположения, то деталь должна вырезаться и устанавливаться заново. Спаивать тройники, уголки и краны нужно с особым вниманием
Так, например, ручка крана должна легко перемещаться.

Если вы не знаете, как правильно паять полипропиленовые трубы, то желательно выполнить пробные спайки. Чтобы проконтролировать качество спайки, можно разрезать опытный образец вдоль своей оси. Должна получиться монолитная конструкция.

Не стоит забывать, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, т.к. проводить ее вы будете с применением высоких температур, электроинструмента и пластика, который будет во время нагревания выделять вредные пары.
Советуем почитать:
- Способы соединения пластиковых труб между собой и с металлическими
- Как выбрать паяльник для пластиковых труб
Починить пластик своими руками с помощью паяльника
Рассмотрим вариант, как восстановить каркас бампер и его крепления к крылу, используя минимальное количество инструментов. Приготовьте миллиметровую сетку, паяльник, ножницы, отвертку, острое лезвие. Чтобы паять своими руками конструкцию было удобно, а также для получения качественного результата, ее необходимо снять с автомобиля и далее действовать пошагово.
- Расположите деталь на ровной поверхности;
- Включите стоваттный паяльник в сеть, подождите, пока он нагреется до максимальной температуры;
- Соедините ровно поврежденные части, чтобы паять их с фронтальной стороны;
- Разрежьте сетку на кусочки, приложите с внутренней стороны конструкции и нагрейте ее паяльником. Если у вас есть фен для сварки пластмассы, воспользуйтесь им;
- Быстро, не дав ей остыть, при помощи отвертки, аккуратно вдавите сетку в пластик;
- В случае серьезных повреждений повторите предыдущую процедуру для фронтальной стороны конструкции;
- Излишек пластика срежьте острым лезвием;
- Выровняйте шов резиновым шпателем, используя шпаклевку для пластмассы;
- Для улучшения сцепления нанесите грунтовку, затем можно приступать к окрашиванию.
Выполняя эти несложные действия с минимальным набором инструментов, вы сможете своими руками спаять любые пластиковые конструкции автомобиля. Главное, серьезно отнестись к работе, не спеша и аккуратно паять места разрывов. Если Вы сможете выполнить аккуратно данную процедуру запайки только с внутренней стороны детали, то можно обойтись ремонтом пластика без покраски бампера!
Мнение эксперта
Илья Вячеславович
Консультант сайта krasymavto.ru по кузовному ремонту
Задать вопрос
Обратите внимание – применять следует только специализированную шпатлевку и грунт по пластику. И если бампер красится в цвет кузова, эмаль дополнительно покрывают лаком в 1-2 слоя
После бампер устанавливают на место, и 2-3 недели избегают применения моек высокого давления. В этом случае стоимость ремонта и покраски бампера своими руками оправдает себя многократно!
Последовательная технология пайки
Пайку пластиковых труб лучше проводить в помещении с хорошей вентиляцией. Это обусловлено тем, что при нагревании полимеры выделяют опасные для здоровья токсины. При достаточной их концентрации они вызывают отравления.
Выполнять пайку труб лучше в защитных перчатках
Подготовительный этап:
- На рабочий орган паяльника устанавливают необходимого размера болванку;
- Настройка температуры должна быть в пределах 260 градусов;
- Готовят все дополнительные детали, их очищают и правильно размещают;
- Включается паяльник;
- Выжидают, когда прибор наберет необходимую температуру, о чем свидетельствует зеленый датчик.
Далее трубу и муфту требуется одновременно разместить на паяльнике и болванке. Трубопровод монтируется во внутреннюю часть болванки. Муфта же устанавливается на внешней части. Трубу необходимо засунуть до заранее отмеченной части. Муфту надевают до упора. Для правильной сварки нужно помнить о времени.







При небольшой температуре уровень диффузии будет низким, что отразится на качестве сплава. При перегреве детали деформируются. Время выбирают в зависимости от диаметра материала.
Когда детали нагреты, необходимо быстро провести их стыковку. При этом необходимо соблюдать соосность. На протяжении нескольких секунд можно провести коррекцию, но нельзя поворачивать изделия
Важно при работе не тянуть, но и не спешить
Аппарат для пайки труб

Паять пластиковые трубы можно только с помощью специального инструмента — паяльника. Бытовой агрегат по форме напоминает своеобразный утюг на подставке. Его нагревательная подошва (зеркало) способна прогреваться до температур свыше 260 градусов, что позволяет плавить (паять) полимер для качественного его соединения.
На нагревательной подошве имеются места для крепления насадок. Как правило, в бытовом аппарате на подошву можно крепить одновременно 2-3 насадки. Их диаметр зависит от комплектации, которая изначально была у приобретенного инструмента. Но чаще всего это насадки диаметром 16-32 мм.
Паять пластиковые трубы своими руками можно как при помощи мечевидного аппарата, так и при помощи цилиндрического. Качество пайки при этом будет неизменным и одинаково хорошим, если следовать инструкции.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Подготовка спаиваемых элементов
Сначала аккуратно обрежьте острым ножом трубки до нужной Вам длины. Можно воспользоваться и специальным труборезом, если он есть в Вашем домашнем арсенале.
Затем обрезаем заусенцы на концах. Заусенцы – тонкая стружка из пластика, зазубрины на концах трубок. Так как соединяемая поверхность должна быть идеально гладкой, то аккуратно ножом эти зазубрины убираем.
После этого концы соединяемых пластиковых трубок зачищаем. Для этого используем тонкий напильник, надфиль, может быть даже рифель (у этой разновидности надфиля рабочая поверхность специально изогнута, что позволяет зачищать рабочие поверхности внутри трубок и т.п.).
Сварка полипропиленовых труб разного диаметра и типа через переходную муфту.
Теперь выполняем тот же цикл мероприятий и для фитинга, если он самодельный и представляет собой просто кусок трубки, который вы будете использовать для пайки.
Итак, трубы готовы, фитинг готов.
Приступаем к спаиванию
Как правильно паять трубы своими руками

Правда, на старых, ранних вариантах приборов для пайки такой функции нет, так что, придется регулировать температуру вручную.
Обязательно нужно хорошо обработать заготовку перед самим соединением. Обязательно очистить поверхность от загрязнений, обезжирить при помощи спирта.
Также нужно снять фаски с заготовок. Для этого нужно воспользоваться фаскоснимателем и спиртом. Данная операция необходима только для тех труб, которые ранее были армированы алюминием или другим составом.
Сварка полипропиленовых труб
Иными словами, можно разогревать одновременно две трубы и два фитинга, и после доведения до необходимой температуры за краткое время создать довольно большую конструкцию.
Само соединение необходимо проводить максимально быстро, чтобы не допустить снижение герметичности системы. Как только вы увидите, что элементы заготовки разогреты до необходимой температуры, то сразу же снимайте заготовки с насадок и приступайте к соединению.
Правильное соединение нужно делать очень плотным, чтобы в дальнейшем в системе отопления или водоснабжения не случалось протечек.
Пайка полипропиленовых труб, ошибки начинающих, восстановление соединений.
Проверка стыка соединения после спайки
В итоге две пластиковые трубки для водопровода плотно соединены! Правильно ли мы все сделали? Об этом Вы сможете судить лишь через некоторое время, когда пустите воду по «новому» водопроводу.
Если же, по каким-то причинам, Вы все-таки проводили процедуру в холодном помещении, где температура была ниже комнатной, то стоит подождать не менее двух-трех часов до пробного запуска воды. Здесь главное не спешить, и все делать правильно, чтобы ваши труды не пошли насмарку.
В конечной стадии установки необходимо убедиться в том, что место пайка достаточно надежно. Для этого лучше всего осуществить пробный пуск воды. Открываем кран. После пуска воды внимательно осмотрите весь закрепленный вами, отремонтированный узел водоснабжения.
Если все-таки появились разводы на конструкции или на фитинге/муфте, вода сочится, капает или даже хлещет струей из-под нового соединения, то значит ваша операция по спасению домашнего водопровода, проведена не правильно!
Следует либо заново проводить всю процедуру ремонта, либо все-таки раскошелиться и вызвать на дом мастера-сантехника. Если же все прошло нормально, и вода бежит только из крана, как и должно быть, то поздравляем вас с успехом!
Миссия выполнена, семья довольна, пластиковые трубки для водопровода надежно и крепко соединены! Как видно теперь, данная операция не является невыполнимой, и, если следовать обычным прописным истинам, можно добиться необходимого результата!
Теперь вы можете смело бросить вызов новому ремонту, поскольку вы уже имеете достаточно знаний, и знаете, как паять пластиковые трубы правильно!
Сварочный аппарат для пайки полипропиленовых труб
Какие бывают фитинги
Чтобы понять, что можно паять и как спаять различные участки необходимо понять, какие бывают дополнительные соединительные элементы.
- Паечные муфты.
- Углы 45° и 90°. Используются как для разных, так и для одинаковых размеров.
- Тройник или тройной угольник.
- Крестовины.
- Вварное седло.
- Заглушки.
- Пайка для полипропилена.
- Переход, имеющий наружный тип пластмассовой резьбы DG.
- Комбинированные муфты (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные тройники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники (с наружной, внутренней резьбой или накидными гайками).
- Комбинированные угольники для установки различного типа приборов (например, смесителя).
- Шаровые паечные краны, прямые или угловые с американкой.
- Проходная водорозетка.

Рекомендации специалистов
Сваривание пластиковых труб требует некоторой сноровки, поэтому, при выполнении сварки впервые, лучше потренироваться на небольших ненужных обрезках труб, прежде, чем приступать пайке трубопровода.
Выбирая аппарат для пайки труб, лучше остановиться на инструменте мощностью 1200 Вт.
Перед сваркой необходимо дать аппарату разогреться до нужной температуры: для полиэтиленовых труб +220 °С, для полипропиленовых +280 °С. После первого включения это займет около 10 минут








На современных агрегатах есть индикатор, оповещающий о готовности инструмента к работе.
После спаивания каждого элемента трубопровода важно очищать насадки от приставшего пластика, иначе он начнет обгорать и испортит внешний вид и функционал последующих соединений.
Чистку стоит проводить деревянными инструментами (палочками, лопатками), так как металлические могут поцарапать насадки, из-за чего на них сильнее будет налипать расплавленный пластик.
При соединение разогретых элементов трубопровода нельзя слишком сильно прижимать их друг к другу, так как размягченная труба деформируется внутри фитинга, уменьшив проходной диаметр, что ухудшит работу всей системы.
Соединять элементы трубопровода необходимо ровно, без прокручивания, так как это может нарушить целостность швов.
Ни в коем случае между спаянными трубой и фитингом не должно оставаться зазоров, шов должен быть абсолютно герметичным.
Рекомендуем ознакомиться: Размеры и виды канализационных труб из ПВХ и переходников для их соединения
К чему могут привести ошибки при пайке
Наиболее распространенной ошибкой является случайное нарушение герметичности соединения
Важно после вставки трубы в фитинг не двигать ее. В противном случае возможна ситуация, когда полимер (ПВХ) сморщится и стык не будет герметичен
Это в будущем приведет к протеканию трубопровода.
Качество сварочного соединения будет нарушено в таких случаях:
- срез не был очищен от жира;
- угол среза не перпендикулярный;
- срез неплотно прилегает к фитингу;
- недостаточное снятие алюминиевого слоя;
- начало процедуры до полного прогревания инструмента.
Сварка ПВХ не является сложной процедурой, ее может провести даже человек без соответствующего опыта
Однако важно перед началом тщательно изучить технологию пайки и полностью следовать инструкции. Тогда сварочные соединения будут надежными, а использовать созданную систему водопровода, отопления или канализации с насосами из металлопластика можно будет годами
Что понадобится для пайки
Чтобы спаять пластиковые трубы, необходимо применение специального инструмента, однако профессиональное оборудование для сварки не потребуется. В большинстве случаев для монтирования пластиковых элементов водопровода своими руками нужно:
- строительный уровень;
- ножницы для разрезания расходных материалов;
- маркер;
- рулетка;
- напильник;
- мелкозернистая наждачная бумага;
- сварочный аппарат.
Сварочное оборудование есть не у каждого человека, однако приобретать его не имеет смысла, т.к. оно может понадобиться лишь раз для ремонта. Лучше одолжить аппарат или взять в аренду.
Инструменты
Как правило, все необходимые инструменты, кроме сварочного оборудования, можно найти дома, поэтому с этим проблем не возникнет. Перед началом пайки трубопровода из полипропилена для водопровода или отопления, рекомендуется ознакомиться с конструкцией сварочного аппарата. Особенно, если ранее отсутствовал опыт самостоятельного использования данного инструмента.
Основная рабочая деталь устройства – нагревающаяся подошва. На ней расположены отверстия, которые позволяют установить насадки для спайки. Это существенно упрощает проведение ремонтных работ. На корпусе прибора находится терморегулятор, позволяющий отрегулировать температуру при нагреве.
Разновидности расходного материала для создания своими руками качественной водопроводной системы.
Расходные материалы
Полиэтиленовые трубы, как правило, используются для прокладывания водопроводной ветки в зданиях и наружных трасах. Монтаж труб из полиэтилена может производиться муфтовым или спайным способом.
Аппарат для пайки труб
Для осуществления подключения полипропиленовых труб к муфтам или фитингам, применяется специальный аппарат для пайки. Бытовое оборудование может использоваться только для изделий с диаметром менее 63 мм. При большем диаметре пластиковые трубы сваривают встык при помощи профессиональных установок.
Основные элементы конструкции сварочного аппарата:
- подставка с нагревающимися элементами;
- отверстия для подсоединения насадок различного диаметра;
- регулятор температуры.
Различают цилиндрические и мечевидные конструкции оборудования. Для самостоятельной сварки пластикового трубопровода можно использовать любой из этих видов.
Паяльник для полипропиленовых труб Aquatherm.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Для лёгкости понимания я буду объяснять простым языком и говорить: пайка ппр, паяльник. Хотя правильно нужно говорить: сварка и сварочный аппарат для ппр труб.
Всё-таки полипропиленовые трубы свариваются, а не паяются. Но я простой человек, поэтому буду говорить так, как меня понимают на стройке. Филологи, извините.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!
Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Евгений Гулов
Автор блога, специалист по монтажу систем отопления, водоснабжения и канализации. Сделаю теплотехнический расчет или проект системы отопления.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал при пайке труб 20-25 мм.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.








Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.
Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.
Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.
Как правильно паять пластиковые трубы
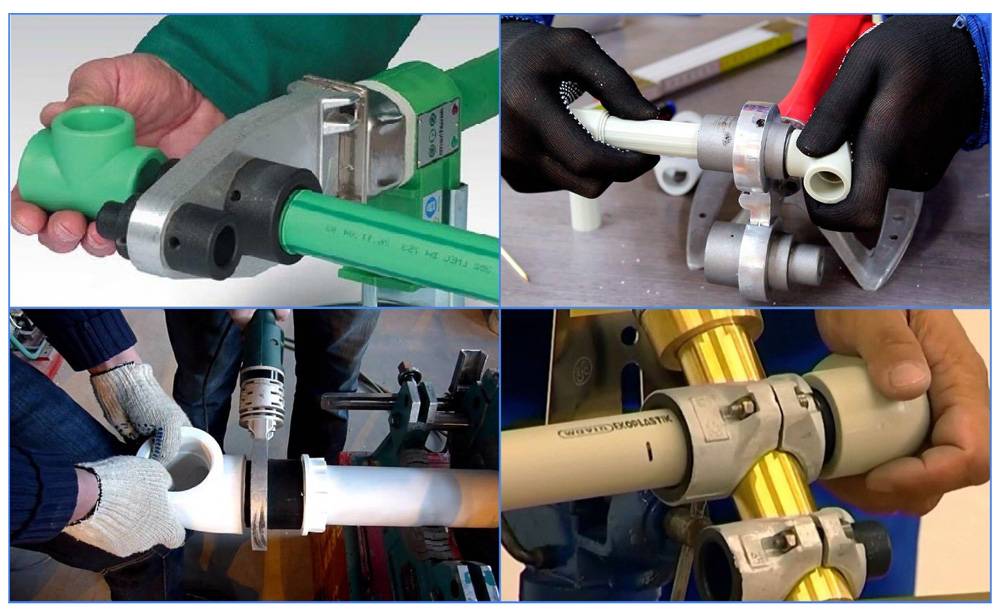
Раструбный способ. Чтобы места стыков имели качественную герметичность и прочность используют три основных метода пайки, которые хочется рассмотреть с максимальной подробностью и начать с раструбного метода, который имеет ряд определённых этапов.
- Пайка пластиковых труб с небольшим диаметром, вполне выполнима простейшим ручным аппаратом. Но для соединения труб с большим диаметром, понадобится устройство, оснащённое центрирующим приспособлением.
- Две нагревающиеся насадки по форме напоминают гильзу, на которую насаживается пластиковая трубка. Ещё такая конструкция оснащается дорном, в который вставляют соединительную муфту.
- Паяльник устанавливается на ровной горизонтальной поверхности и включается в сеть для разогрева до нужной температуры. При этом разогрев может составлять от 10 до 20 минут в зависимости от мощности устройства.
- Перед пайкой пластиковых изделий они на стыках очищаются от заусенцев и различных загрязнений. Если необходимо паять армированные трубы, то с них снимается верхний слой материала, чтобы стыки наделись на фитинг. Шевингование выполняют по глубине вхождения трубки в муфту.
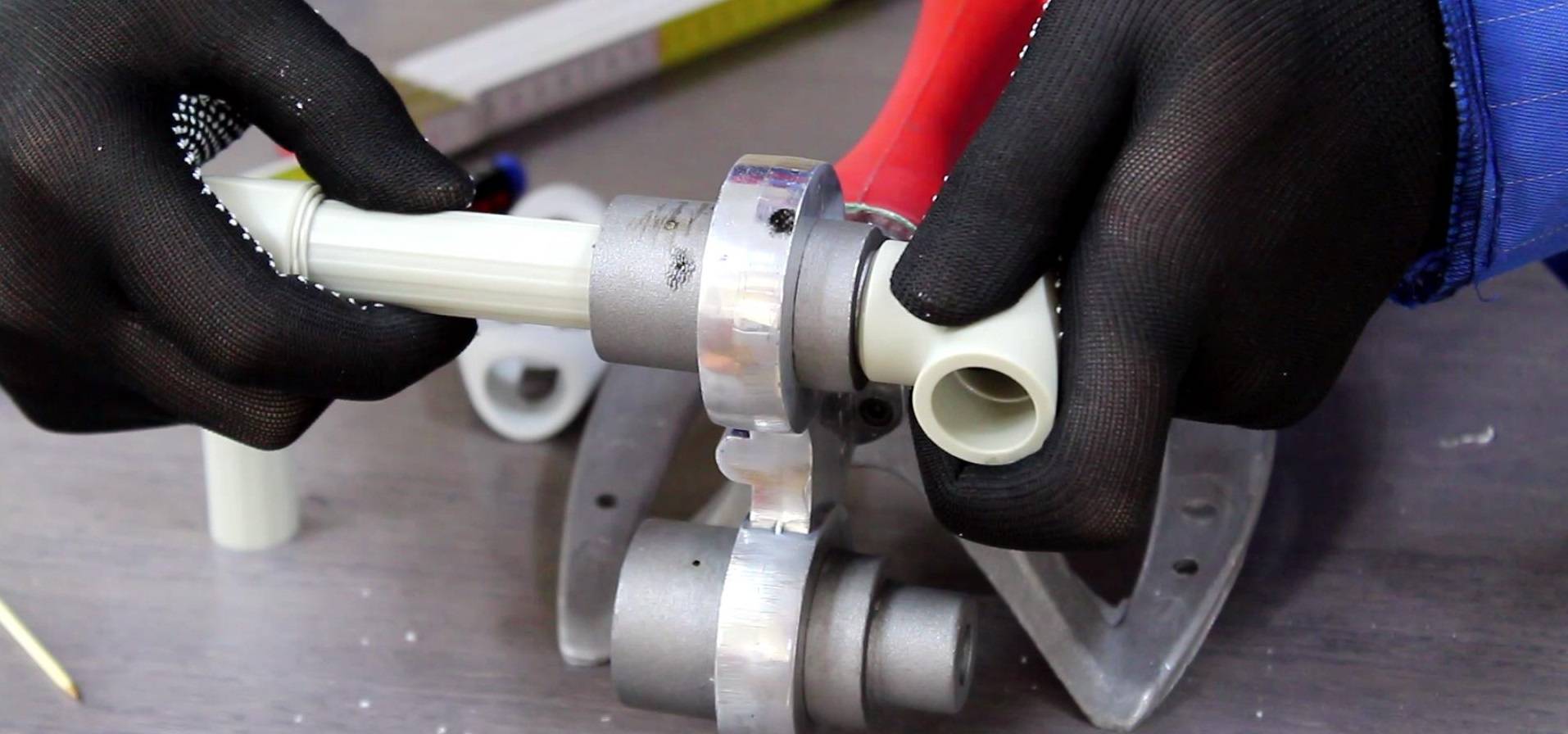
- Трубу и фитинг надевают на соответствующую насадку сварочного устройства и держат в таком состоянии до разогрева материала. Время пайки пластиковых труб напрямую зависит от мощности паяльника и температуры в помещении. Время выдержки и температурные параметры указываются в инструкции, поставляемой, совместно с прибором.
- Нагретые части быстро снимаются с паяльника и стыкуются друг с другом.
Состыкованные части выдерживаются в неподвижном состоянии определённый промежуток времени так чтобы не произошла их деформация. После того как место соединения остынет трубу можно эксплуатировать по прямому назначению.
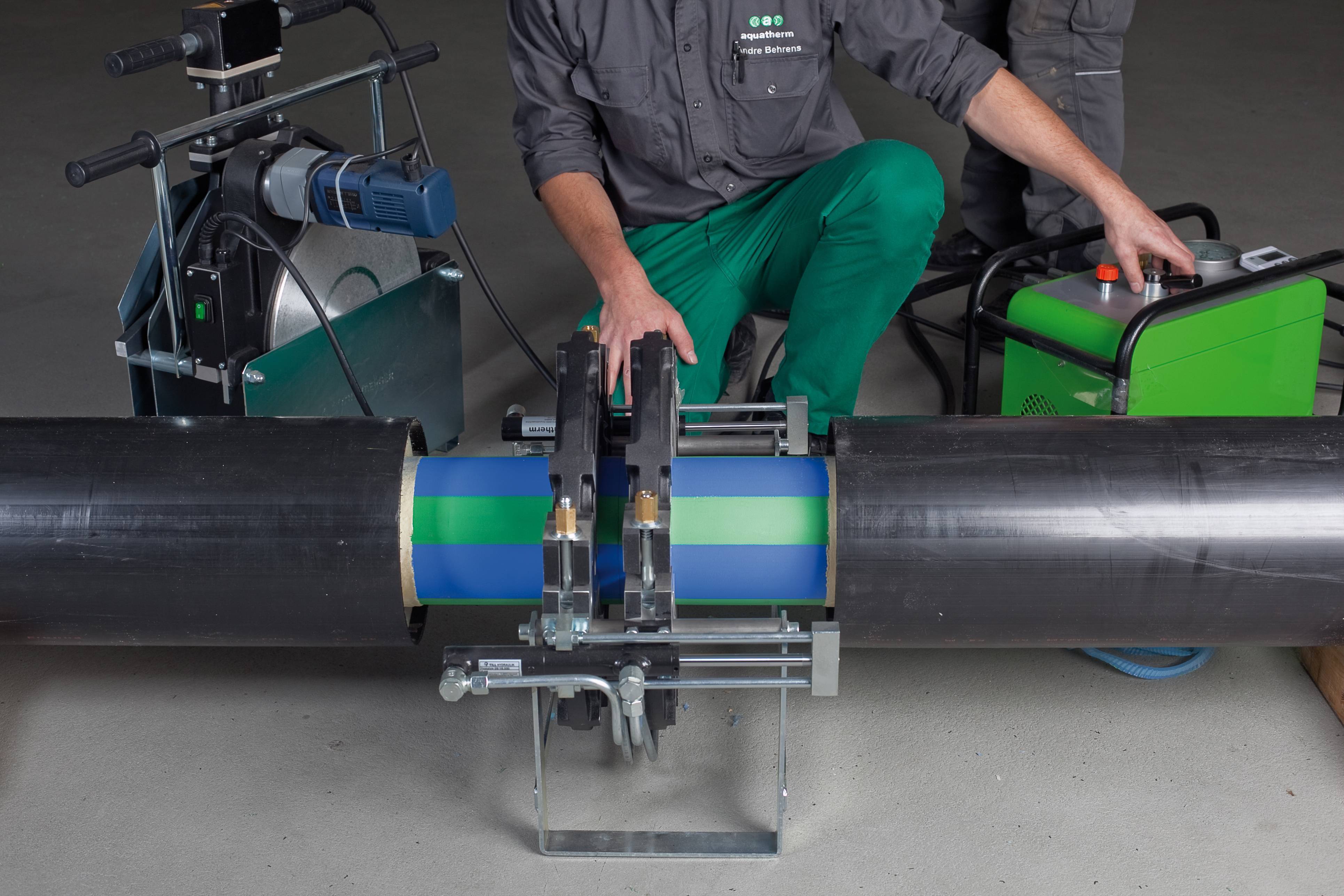
Стыковой способ пайки полипропиленовых труб
Прокладка трубопровода трубами с диаметром более 50 мм выполняется особым методом стыкового соединения фрагментов.
Такой способ целесообразно использовать при пайке пластиковых трубок со стенками 4 мм толщины и больше.
- Прежде чем начинать пайку трубы на торцах качественно выравниваются.
- При пайке обязательно использование устройства для центровки труб.
- Для разогрева стыкуемых поверхностей используются дисковые нагревательные элементы.
Все последующие этапы пайки идентичны, как и в случае с раструбным методом проведения работ.
Как спаять пластиковую трубу большого диаметра
Чтобы правильно спаять пластиковые трубы большого диаметра используют исключительно стыковой способ. На начальном этапе в разогретую насадку вводится раструб фитинга, а потому сама трубка. Затем соединение выдерживается под температурой на протяжении необходимого времени.
После пайки важно проверить качество соединений. Также если в отверстии изделия образовался наплыв из полипропилена, то на следующем стыке она вводится в насадку не слишком глубоко
Основным правилом качественной спайки больших в диаметре труб является время выжидания прогрева материала, которое значительно больше, чем у тонкостенных аналогов, но при этом недопустим и перегрев пластика.