

Инструменты для пайки труб из полипропилена
Процесс соединения полипропиленовых труб в обиходе называют пайкой. Научное название процесса с применением высоких температур — диффузионная сварка. Ее проводят при помощи специального сварочного аппарата, который в обиходе называется паяльником, а проще утюгом.

Для качественной пайки пропиленовых труб их следует предварительно подготовить. Процесс строго регламентирован по времени.
Для пайки труб из полипропилена нужны следующие инструменты:
- Сварочный аппарат. Существуют разные модели таких инструментов для пайки пластика. Это профессиональные инструменты («говорящие» утюги), которые автоматически выставляют нужную температуру в зависимости от диаметра трубы, и руководят работой мастера посредством звукового оповещения об окончании процесса пайки, о времени первого затвердения соединения. Есть недорогие паяльники для любителей, которыми пользуются в ручном режиме. Существует услуга проката профессионального инструмента, которой удобно пользоваться для проведения разовых работ.
- Ножницы или труборез для резки пластиковых труб. Эти инструменты несколько отличаются, но каждый режет пластиковую трубу ровно, без заусениц. Лезвия для ножниц и ролики у труборезов сменяемы и продаются отдельно. Вместо ножниц трубы можно резать ножовкой по металлу или болгаркой. Ножовка бывает даже предпочтительнее, например, если нужно отрезать небольшой кусок в 1 см. (ножницы в этом случае могут деформировать трубу небольшого диаметра).
- Торцеватель или шейвер. Эти инструменты нужны для работы с армированными алюминием полипропиленовыми трубами. Перед пайкой алюминиевый слой удаляют. Торцеватель особенно важен при соединении труб технологией стыковой сварки.
- Нож или напильник для зачистки торцов трубы, которую разрезали ножовкой или отрезным диском для болгарки. При работе этим инструментом срез полипропиленовой трубы получается с зазубринами. Исключение составляют трубы, армированные стекловолокном.
- Линейка или рулетка для проведения измерений.
- Маркер, карандаш для нанесения рисок глубины вхождения трубы в паяльник.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием. С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.

Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.

Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет. Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу

Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Свойства полимеров
 Полипропилен соединяется при помощи специального паяльного оборудования.
Полипропилен соединяется при помощи специального паяльного оборудования.
Для стыковки сетей из разных материалов или присоединения устройств и приспособлений (к унитазу для инвалидов) используют соответствующие элементы.
Материал получил широкое распространение, но не всем известно, как правильно соединять полипропиленовые трубы.
Монтаж пластиковых коммуникаций требует специальных навыков, знаний свойств материала.
Соблюдение правил работы гарантирует успешность и качество сборки.
Для правильного проведения работ, например, при монтаже коллекторной группы для теплого пола (подробности здесь) требуются знания о свойствах пластика.
Обратите внимание на термостойкость. Параметр зависит от типа изделий
Максимальная величина показателя составляет 1400 градусов.
При этой температуре пластик теряет твердость. Перед покупкой знакомимся с инструкцией производителя, где указываются характеристики материала.









Для не армированных изделий термостойкость составляет 950 градусов.
Для отопления или водоснабжения используют армированные трубы, которые сочетают в себе свойства пластика и металла.
Следует учитывать максимальное давление, которое выдерживают изделия (про понятие о гидравлическом ударе написано здесь). Эта величина указывается, непосредственно, на трубе.
Важным показателем является удлинение при нагреве. Характеристика показывает, как изменяются размеры трубы при повышении температуры.
Прямолинейный участок трубопровода без креплений волнообразно провисает. Чтобы избежать подобных проблем, необходимо использовать армированные трубы и компенсаторы.
СОВЕТ. При выполнении одноразовой работы предпочтительнее арендовать паяльный аппарат с насадками, чем покупать.
Пайка полипропиленовых труб своими руками
При установке полипропиленовых труб они могут быть соединены друг с другом следующими способами:
- методом диффузионной пайки;
- при помощи электрофитингов;
- посредством холодной сварки.
Ниже вы можете посмотреть небольшое видео на тему пайки полипропиленовых труб своими руками.
Особенности диффузионной пайки полипропиленовых труб

соединения полипропиленовых трубприменение доборной арматуры
Такой паяльник идет в комплекте со съемными парными насадками, которые по размеру соответствуют наружному диаметру трубы и внутреннему диаметру элементов соединения.
Пару таких насадок нужно прикрепить к термонагревательному элементу паяльника и разогреть их до температуры в 260 градусов. Когда насадки достаточно разогреются, в них нужно вставить соединительные детали буквально на пару секунд. В это время произойдет нагревание и расплавление поверхностей полипропиленовых элементов, которые вступили в контакт с насадками паяльника.
Потом доборный элемент и трубу нужно извлечь из насадки и присоединить друг к другу, чтобы они соединились посредством диффузии расплавленных частей. После того как поверхность остынет, соединение приобретет монолитную структуру.
Метод с помощью электрического паяльника имеет такие преимущества:
- легкость пайки труб;
- невысокая стоимость доборных элементов;
- невысокая стоимость самого паяльника.
Но наряду с этим такой паяльник крайне неудобно использовать в труднодоступных местах, это и есть ключевой недостаток такого метода пайки, хотя он и считается самым распространенным среди желающих сварить полипропиленовые трубы своими руками.
Как соединить полипропиленовые трубы с помощью электрофитингов

При установке полипропиленовых труб их нужно вставлять в электрофитинги и неподвижно фиксировать. К наружным контактам с помощью проводов подключается аппарат для сварки, который подает электричество на определенное время. В результате этого поверхность электрофитинга частично расплавляется, и полипропиленовая труба соединяется с другим элементом.
Такой метод оперативный и технически прост, но если вы захотите применить его своими руками, помните, что сварочный аппарат и соединительная арматура – весьма недешевые вещи. Именно по этой причине такой метод в домашних условиях для пайки практически не используется.
Метод холодной сварки
Холодная сварка полипропиленовых труб предполагает их соединение при помощи специального клея, состав которого способен размягчать поверхности соединяемых частей. Выглядит это так:
- места соединения предварительно обезжириваются;
- наносится клей в один слой;
- детали соединяются друг с другом;
- зафиксируйте их в нужном положении;
- продержите так какое-то время.
В плане прочности такой метод не уступает диффузному, технология очень проста, и паяльники со сварочными аппаратами не пригодятся. Однако ключевой недостаток такого способа пайки – это возможность его применения только для систем холодного водоснабжения. А вот для горячего водоснабжения и отопительных систем лучше применять другой метод.
Стыковая сварка полиэтиленовых труб
Самым распространенным способом соединения ПНД представляется стыковая сварка. Она действительно очень экономична и проста в использовании. К тому же обеспечивает достаточный ресурс соединения. Для осуществления метода необходимо специализированное сварочное оборудование. Способ подойдет для тех мест, где трубы достаточно свободно двигаются и где желательно оставить эту гибкость.
Метод может быть использован при открытой прокладке трубопровода, а также в траншеях.
Порядок проведения стыковой сварки:
- Две части устанавливаются в держателе сварочного аппарата, который направляет изделия друг на друга без смещения.
- Далее фиксаторами агрегаты закрепляются в держателе.
- При помощи спиртового раствора края необходимо очистить от разных загрязнений. Желательно использовать материалы, которые не оставляют после себя ворса.
- При помощи торцовки края также обрабатываются механически. Им придается соответствующая форма. Обработка проводится до того момента, пока не появится стружка толщиной менее 0.5 мм.
- Затем мастеру необходимо вручную проверить торцы на параллельность. Если возникают зазоры, то процедура торцовки повторяется.
- Нагревательным элементом торцы соединяемых изделий одновременно разогреваются.
- Как только края немного оплавились, нагрев прекращается, а сами изделия плотно соединяются друг с другом. Детали прижимаются до тех пор, пока соединение не заимеет достаточную прочность. В большинстве случаев хватает 5-10 минут.
- После проведения работ необходимо внимательно осмотреть сварной шов, а также убедиться в прочности соединения.

Конечное качество спайки очень сильно зависит от качества проведения предварительных работ. Хорошо зачищенные и подготовленные края гораздо лучше спаяются между собой. Таким образом, можно будет добиться очень хорошего результата.
Ремонт и замена поврежденных участков полипропиленовых труб

Полипропиленовые трубы – материал сравнительно новый, но уже широко применяется. По сравнению с металлическими трубами, полипропилен намного легче и долговечнее. Но несмотря на все положительные качества, полипропиленовые трубы могут давать протечки. Чтобы избежать аварий, нужно знать основные причины протекания труб, и уметь их вовремя устранять.
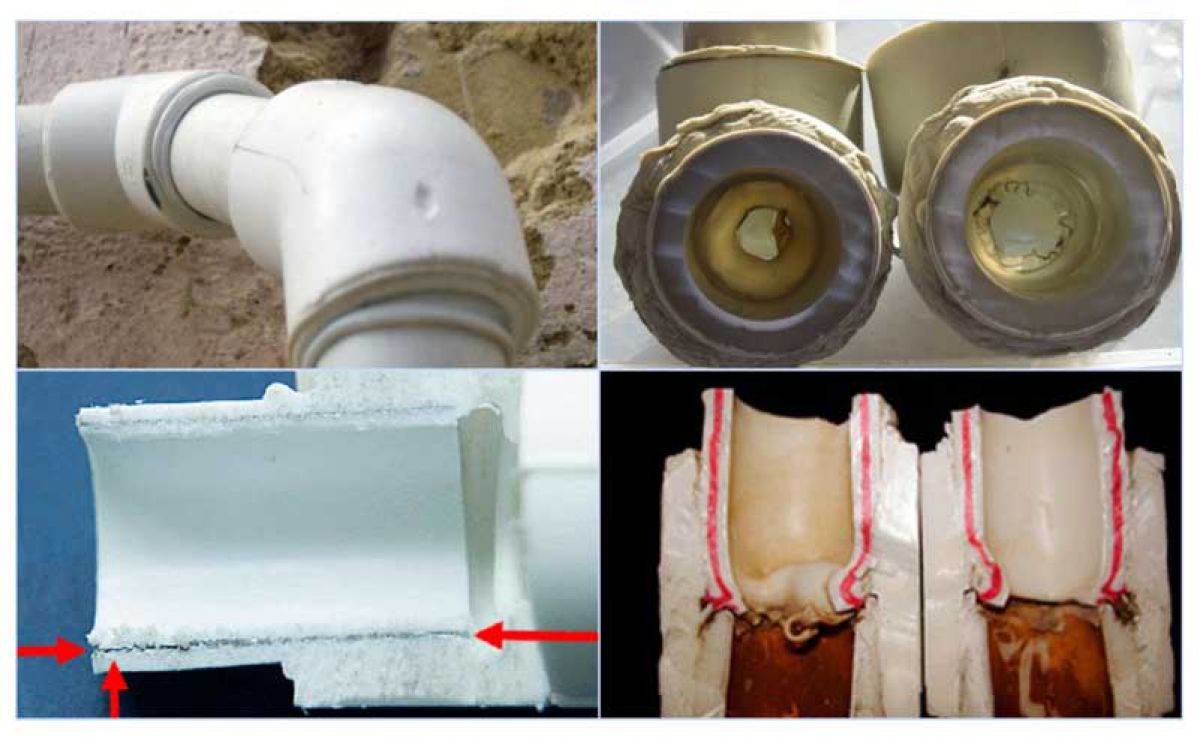
Причины аварий
Слабые места любых систем и напорных, и безнапорных — стыки, поэтому более двух третьих аварий происходит по причине разгерметизации стыков.
В безнапорных трубопроводах из полипропилена
Причины аварий в безнапорных трубопроводах связаны как с ошибками эксплуатации, так и с заводским браком или неправильным монтажом.
Некачественная пайка стыков всегда вызывает разгерметизацию, и полипропилен легко подвергается механическим повреждениям. Чаще всего, именно вмешательство внешней силы нарушает целостность безнапорного полипропиленового трубопровода.
Причиной могут также быть:
- Механические воздействия – поскольку пропускная способность рассчитывается заранее и стыки герметизируются резиновыми уплотнителями, аварии происходят из-за внешнего вмешательства.
- Неправильная эксплуатация – несоблюдение температурного режима, использование химических элементов с высокой активностью.
- Ошибки при сборке.
- Фабричные дефекты.
Аварии в напорных трубопроводах
Напорные трубопроводные системы выходят из строя в результате повышения давления в жидкости, транспортируемой по трубам.
Причины аварийных ситуаций в напорных полипропиленовых трубопроводах:
- Сторонние повреждения.
- Неправильная эксплуатация.
- Ошибки в монтаже.
- Превышение допустимого давления.
- Неправильная сборка, или некачественные материалы, для стыковочной системы.
Чаще аварии происходят из-за случайного повреждения трубы, при сверлении или других ремонтных работах.
Чтобы устранить повреждение, необходима замена поврежденного участка.
Также как и в безнапорных системах часто возникает разгерметизация стыков. Чтобы этого избежать, при монтаже стоит проверить местонахождение уплотнительных колец, замеряя глубину в нескольких местах. Если кольцо установлено правильно, глубина будет одинаковой во всех местах.
Полипропиленовые трубы довольно устойчивы к химическим элементам.
Фабричные дефекты выявляют крайне редко, в силу усиленного контроля на всех этапах производства.
Обратите внимание: в продаже часто встречаются трубы китайского производства, поэтому при покупке стоит обратить внимание на качество и тщательно проверить материалы на отсутствие видимых дефектов. Добросовестные поставщики всегда дают гарантию на материалы 50 лет
Ремонт полипропиленовых труб
Ремонт начинается с выявления места аварии, обычно протечки происходят из-за разгерметизации стыков, как в напорных, так и безнапорных системах.
Первым делом придется отключить водоснабжение в системе или в участке, где нужно будет делать ремонт.
В безнапорных системах все стыки монтируются раструбным способом и герметизируются с помощью резинового уплотнителя в местах соединения.
В напорных трубопроводах аварии — явление частое, поэтому от точных действий мастера зависит то, как долго будет служить трубопровод.
Необходимо демонтировать стык и заменить (или поправить) кольца. Стыки в напорных системах соединяются с помощью сварки.







![[инструкция] пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | видео](https://aquic.ru/wp-content/uploads/a/0/6/a06dbfc0a7dd4137ab43d55271ae36f6.jpeg)

Для спайки необходим специальный аппарат, а работы должны производиться на сухих трубах и при сухих соединительных элементах, чтобы избежать разгерметизации в будущем.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 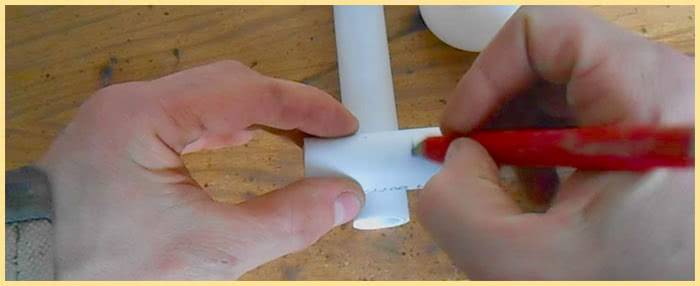
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
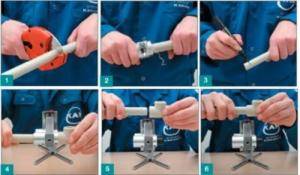
Резка труб
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
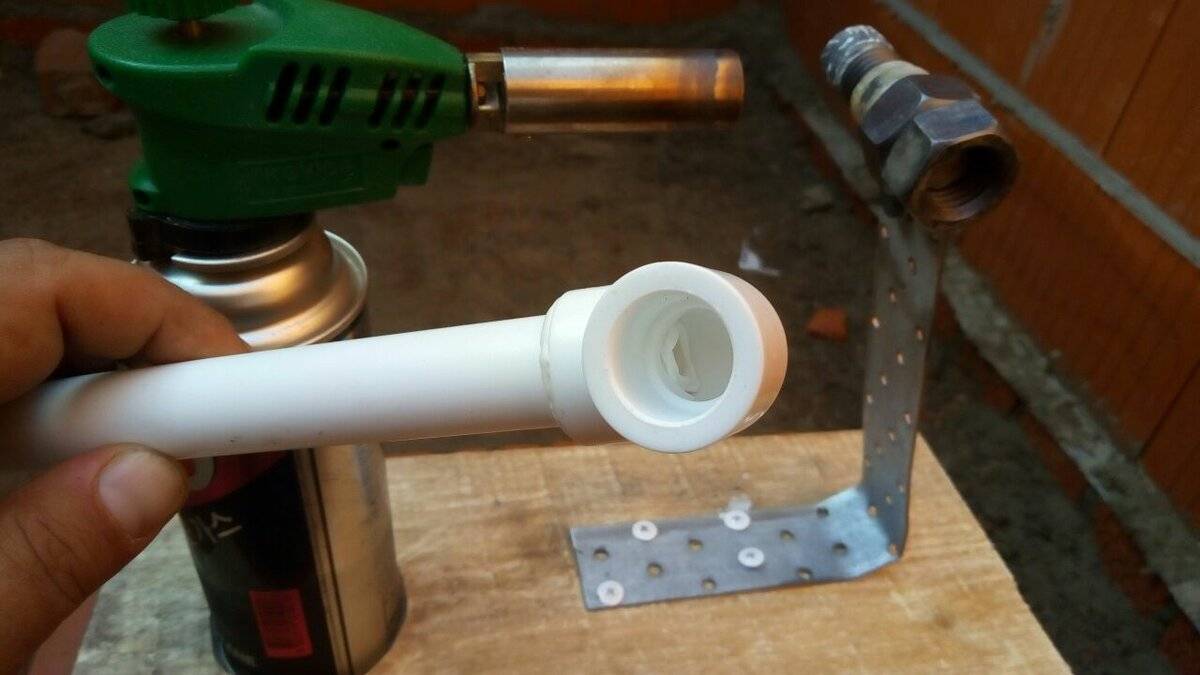
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.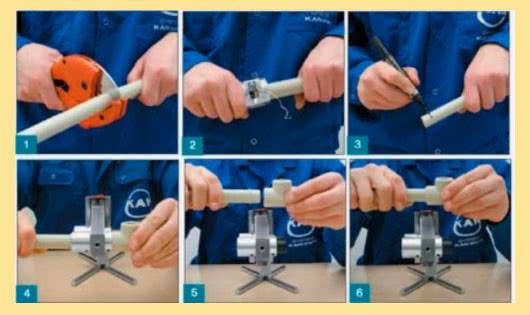
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
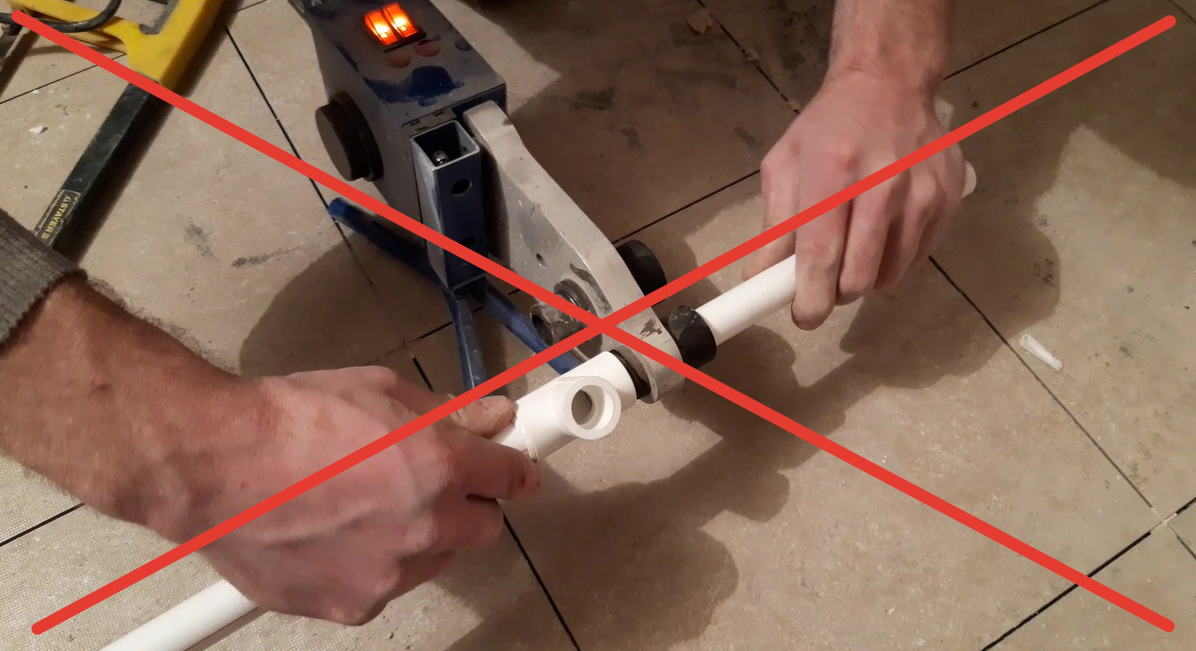
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием – прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Рис. 4 Сварка участков трубопровода утюгом с двумя насадками
Как правильно паять полипропиленовые трубы
Итак, разобравшись в доступных методах, большинство мастеров останавливаются на пайке ручным прибором. Рассмотрим более подробно тонкости монтажа. Что понадобится приобрести.
Инструменты и материалы

- Паяльник. Его мощность подбирается по диаметру трубопровода (диаметр умножается на 10). Так, для 32 мм, понадобится прибор 320 Вт.
- Для труб до 40 мм подойдёт ручной паяльник. Свыше 40 мм, лучше использовать приборы с центрирующими приспособлениями.
- Комплект насадок. Это нагревательные элементы с тефлоновым покрытием различных диаметров от 16 до 40 мм (ручной прибор).
- Ключи для закрепления насадок.
- Трубный роликовый резак.
- Нож для удаления зазубрин.
- Маркер.
- Рулетка.
- Спирт или ацетон для предварительного обезжиривания.
- Кусочек брезента или деревянный скребок для очищения насадок.
Таблица параметров и времени сварки
Это справочная таблица времени, на которое нужно фиксировать элементы для нагрева и остывания после пайки. Нужно знать, что на время схватывания может повлиять температура вокруг (в таблице приведены данные для температуры +20 °С).
При какой температуре паять полипропиленовые трубы? Работать с ПП на холоде нельзя. Даже если монтаж производится зимой в неотапливаемом помещении, необходимо позаботиться о том, чтобы создать зону тепла на месте работы (тепловая пушка или инфракрасный обогреватель справятся с задачей).
Таблица технических параметров пайки ПП для 260 °С
| Диаметр трубы наружный (мм). | Глубина посадки (мм.) | Время нагревания (сек.) | Время фиксирования (сек.) | Время полного остывания (мин.) |
| 16 | 12 | 5 | 4 | 2 |
| 20 | 14 | 6 | 4 | 2 – 3 |
| 25 | 16 | 7 | 4 | 3 |
| 32 | 18 | 8 | 4 — 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 6 — 8 | 5 — 6 |
Постепенно вырабатывается навык, или чутьё на то, сколько выдерживать нагрев. Чтобы потренироваться, советуется вместе с комплектом «чистового» трубопровода приобрести обрезки полипропилена, которые обычно уценяют.
Пошаговая инструкция
Итак, рассмотрим, как осуществляется пайка труб из полипропилена:
- Составляется схема, детали обрезаются, подбирается труба и фитинг, чтобы они плотно входили друг в друга без люфта.
- Помечается глубина входа (маркером) так, чтобы оставался зазор в 1 мм (не более!)
- Подбирается пара насадок, проверяется свободное вхождение в них трубных элементов. Тефлон обезжиривается, насадки закрепляются в паяльнике.
- Обезжириваются поверхности трубы и фитинга.
- Паяльник устанавливается на ровной поверхности, включается в сеть.
- По таблице определяется, сколько секунд будет идти нагрев и фиксация.
- На термостате выставляется необходимая температура (260°С).
- После того, как термостат приостановит нагрев паяльника, можно вставлять ПП элементы в насадки: сначала фитинг (он толще, греется чуть дольше), затем трубу.
- Извлекаются сначала труба, затем фитинг и детали вставляются одна в одну до маркерных пометок. Делать это нужно плавно, крутить элементы нельзя! Также не нужно слишком сильно давить, иначе могут появиться валики пластика, которые будут препятствовать нормальной циркуляции.
- Выдерживаются положенные секунды (из таблицы «Время фиксирования»). Затем детали оставляются в покое на минуты, указанные в таблице, как «Время полного остывания».
- Пока тефлоновые поверхности насадок не остыли, их тщательно протирают брезентом или деревянным скребком, очищая от остатков полипропилена. Делать это нужно после каждой пайки!
Пользоваться трубопроводом можно будет через час после проведения пайки последнего элемента.
В случае неудачи, бракованный участок вырезается, и пайка производится повторно на чистой поверхности.

Диффузионный метод пайки
Качество швов зависит от того, насколько Вам удобно работать. Поэтому как можно больше деталей нужно сваривать на подставке. Когда же дело дойдёт до элементов, которые придётся паять на месте размещения трубопровода, пригодится помощь напарника. А насадки для этих работ удобнее размещать на крайней позиции аппарата.
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий. Например, при температуре среды со знаком «минус» напор в системе должен быть высоким, а при высокой температуре – низким. В других условиях срок службы труб будет составлять не более 5 лет. Стоит отметить, что в имеющихся бытовых условиях практически всегда наблюдаются оптимальные условия для работы полипропиленовых труб, поэтому возникнуть проблем с ними не должно.
Виды полипропиленовых труб




По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.
Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.
![[инструкция] пайка полипропиленовых труб | видео](https://aquic.ru/wp-content/uploads/3/b/6/3b652aac5951262338040915f8dd5d7a.jpeg)








Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания. Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.





Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
Как работать с электромуфтой
Технология сварки при помощи паяльника-утюга есть сварка электромуфтой. Муфты для нагрева труб и фитингов идут в комплекте к инструменту и крепятся на него по необходимости. Работать с таким паяльником можно одному человеку. В этом случае удобнее фиксировать сварочник ногами, стоя на коленях.

Инструмент разогревают до 260 градусов – это стандартная рекомендуемая температура для работы (при наружной не ниже +10). Трубу и фитинг одновременно вводят в электромуфту и выдерживают необходимое время. Вытаскивать первой следует трубу, затем фитинг. Детали соединяют вручную и фиксируют до остывания.
Что следует учитывать:
- Детали, введенные в электромуфту нельзя проворачивать. Движение полипропилена приведет к его налипанию, деформируя деталь и портя инструмент.
- Перегрев приведет к расплавлению материала и заплыву внутреннего просвета трубы или фитинга.
- Недогрев не позволит материалу достаточно расплавится для соединения.
- Низкая температура воздуха приведет к стремительному остыванию деталей, которые вынули из электромуфты. Это не даст хорошего соединения, либо у мастера не будет времени для корректировки направления стыка.





