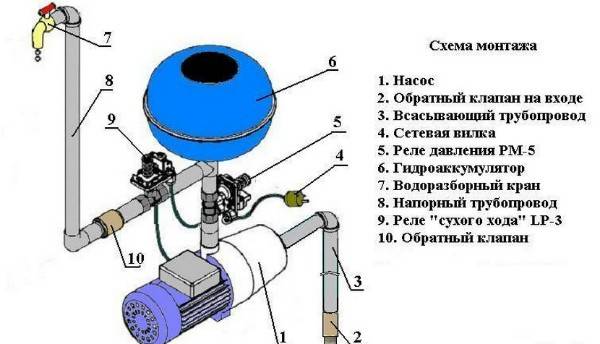
Назначение устройства
Для соединения двух металлических труб пользуются сваркой или резьбовым соединением . Недостатком сварочного соединения является невозможность его разъединения при возникновении такой необходимости . При работе сваркой нужен опыт, так как соединение должно быть не только прочным, но и еще надежным . Наличие резьбы не требует применения сварочного аппарата, что упрощает процесс соединения двух труб . Такое соединение получается надежным, прочным, а также может в любой момент быть разъединено с помощью двух ключей .
Для соединения трубы при помощи резьбового соединения нужно выполнить нарезку резьбы . Для этого используется такой инструмент, называемый клупп. Его применение позволяет получить резьбу следующих диаметров:
- полдюйма;
- ¾;
- дюйм;
- дюйм с четвертью.
Преимуществом резьбового соединения является то, что при таком способе не нарушается цинковый слой, как при сварке. Это защищает трубу от негативного воздействия коррозии, продлевая ее срок эксплуатации. Применяется инструмент для получения прочного соединения водопроводных и паропроводных труб, которые выдерживают большие нагрузки по температуре и давлению.
Как выглядит рассматриваемое устройство
Трубный клупп является прототипом плашки, а точнее он произошел от лерки. Это упрощенный вариант режущей лерки, хотя имеются изделия, которые имеют достаточно высокую стоимость. Отличается изделие от лерки и плашки тем, что имеет разборную конструкцию. Плашка изготавливается полностью из прочной стали, а в клуппе из нее отливаются только резцы.
Чтобы обеспечить эффективную нарезку резьбы на трубе, в инструменте используются прочные резцы и держатель из обычного металла. К основным конструктивным элементам трубного клуппа относятся:
- Держатель, который играет роль основания. В держателе можно заменить резцы, так как конструкция является разборной.
- Резцы. Выпускаются различных диаметров, и подлежат замене в держателе при стачивании режущей кромки.
Конструкция простейшего изделия имеет форму направляющей с фиксаторами для резцов. Усилие прикладывается к ручкам, которыми оснащается устройство. Если рукоятки отсутствуют, то нарезка резьбы выполняется путем перемещения клуппа трубным или гаечным ключом.
Разновидности инструмента
Обычно в комплекте идет набор клуппов для нарезания резьбы разного диаметра, а выглядит комплектация следующим образом.
Резьбонарезной инструмент для труб классифицируют на следующие виды:
- Ручной резьбонарезной клупп. В движение изделие приводится двумя ручками или гаечными ключами. С помощью такого вида изделия удобно выполнять нарезку резьбы на трубах диаметром до одного дюйма.
- Ручной клупп с трещоткой. Трещотка позволяет осуществлять возвратно-поступательные движения режущим инструментом при выполнении работы. Преимуществом таких изделий является упрощение работы по получению резьбового соединения большого диаметра. Пользование таким прибором напоминает завинчивание гайки на болт с помощью ключа трещотки.
- Электрический инструмент. Посредством электрического устройства обеспечивается максимальный комфорт в работе. Использовать такой инструмент рационально только тогда, когда приходится ежедневно выполнять соответствующие работы в больших объемах.
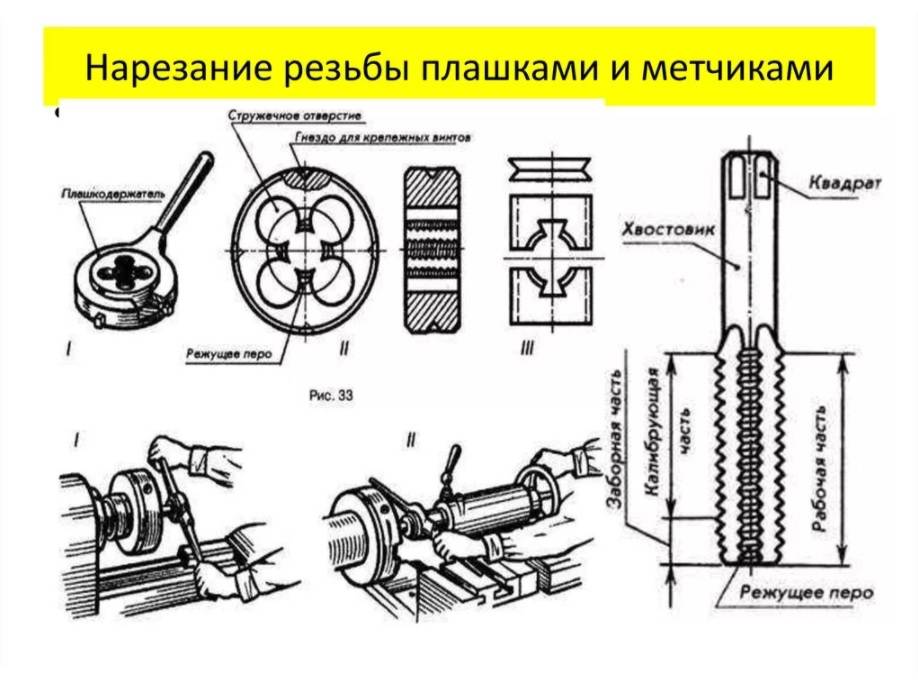
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.
Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Контроль качества нарезания резьбы
Станочник проверяет первую деталь на соответствие чертежу. Простейшее контрольное приспособление — шаблон. Для ходовых метрических и дюймовых типов резьбы шаблоны сгруппированы в набор. На просвет при наложении на деталь видны несоответствия профиля.
Калибром (в комплекте проходной и непроходной) комплексно оцениваются параметры профиля. Редкие виды специальной резьбы, изготовленные в единичном экземпляре, проверяются по ответной детали.
Создание внутренней и наружной возможно выполнить вручную. Остальные режутся только на станке с использованием резьбонарезного резца необходимого профиля.
Как нарезать резьбу на трубе |Строительство и ремонт своими руками
Если Вы решили заняться заменой водопроводных труб у себя в квартире, то совсем не лишним будет знать, как правильно нарезать на трубе резьбу, для того, чтобы затем накрутить на нее водопроводный кран или муфту. От того, как правильно будет нарезана резьба на трубе будет зависеть качество ремонта в вашей квартире, так как неправильно нарезав резьбу или доверив работу горе-мастерам, есть большой риск затопить свою квартиру, а так же соседей живущих снизу.
Резьбу на трубах нарезают при помощи плашек или клуппов. Нарезание внешней резьбы на трубе я бы разделил на две составляющие: это нарезка резьбы на трубе, которую можно зажать в тисках и после нарезки установить и закрутить на место. Например, таким образом можно нарезать резьбу на нужном отрезке трубы или изготовить нестандартный сгон. Второй способ -это нарезание резьбы на трубе по месту, то есть нет никакой возможности снять трубу и произвести нарезку в комфортных условиях. Например, следует нарезать резьбу на отводе от стояка. Рассмотрим оба варианта. В них есть общие черты, но есть и некоторые нюансы.
При первом варианте прежде всего закрепляют трубу в тисках (можно в прижиме). Сама труба должна выступать из зажимного приспособления на минимальную длину для обеспечения необходимой жесткости при нарезании резьбы. Если труба короткая, то можно снять фаску на наждаке или если такового не имеется при помощи напильника. Далее нарезаемое место смазывают машинным маслом. Нужную плашку закрепляют болтами в специальное устройство, которое называется вороток.
После чего приступают к нарезанию резьбы вращая вороток по часовой стрелке. Проворачивают вороток полоборота вперед, ¼ — назад. Самой трудной всегда является начальная фаза нарезания резьбы. Требуется с усилием нажимать на плашку, пока она не сделает 2-3 оборота на трубе. Если на трубе сделана заходная фаска, то врезка плашки пойдет легче. Можно не снимать фаску, а сделать проще — закруглить ударами молотка торец заготовки.
Итак, как нарезать резьбу на трубе разобрались, теперь рассмотрим другой вариант, когда нет возможности снять трубу и зажать ее в тисках.
Например вам необходимо нарезать резьбу на трубе врезки в квартиру, стояке холодной, горячей воды или отопления. Обрезав трубу болгаркой убедитесь обязательно, что труба в хорошем состоянии. Если будете нарезать резьбу на гнилой трубе, то можете обломить ее. После того, как отрезали по размеру трубу, снимите фаску, можно это сделать болгаркой, можно напильником. Если на трубе осталась старая краска также можно немного зачистить место под резьбу. Смажьте машинным маслом место резьбы. Закрепите в плашкодержатель плашку и затем прижимая его с усилием рукой к трубе начинайте проворачивать инструмент по часовой стрелке.
Следите, чтобы плашка шла ровно, без перекосов. Сделав один-два оборота, почувствуете как вращать стало труднее, прокрутите назад на пол оборота, благодаря этому стружка отломается – нарезать далее будет легче. Нарежьте не менее пяти витков резьбы или 15 мм. Нарезайте обязательно полную резьбу, так как со временем начало резьбы отгнивает и если будет нарезано мало резьбы кран может оторваться и произойдет затопление квартиры!!!
Если нарезаете резьбу на трубе трещоточным клуппом, то здесь будет проще. У клуппов имеется впереди направляющая, которую вставляют на отрезок трубы, устанавливают собачку в положение при котором клупп будет вращаться по часовой стрелке и прижимая основания клуппа начинают движения рукояткой нарезая резьбу. Нарезав резьбу необходимо вывернуть клупп с нарезанной резьбы. Для этого переключаете собачку в обратную сторону и выкручиваете клупп.
Большое преимущество трещоточного клуппа от обыкновенной плашки — это возможность нарезания на трубе резьбы без полного поворота клуппа вокруг трубы, благодаря чему его удобно применять при больших объемах ремонтных работ или когда требуется нарезать резьбу на трубе большого диаметра, например Ø 25 мм, Ø 32 мм или даже Ø 40 мм.
Также небольшой нюанс: если нарезаете резьбу на трубе отходящей от стояка, а он далеко не в лучшем состоянии, то рекомендую в этом случае действовать вдвоем с помощником: один человек держит газовым ключом (2-й номер) за трубу у стояка, ключ зажимается снизу в противоход плашке или клуппу, другой аккуратно и не торопясь нарезает резьбу
Если действовать неосторожно и не зажимать трубу, то есть риск обломить трубу у стояка, а это уже лишняя головная боль. Знал несколько горе-сантехников у которых именно так и произошло
А в этом случае устранить проблему можно только газовой сваркой.
Вот таким способом можно нарезать резьбу на трубе своими руками. Надеемся, что данная статья вам будет полезна.









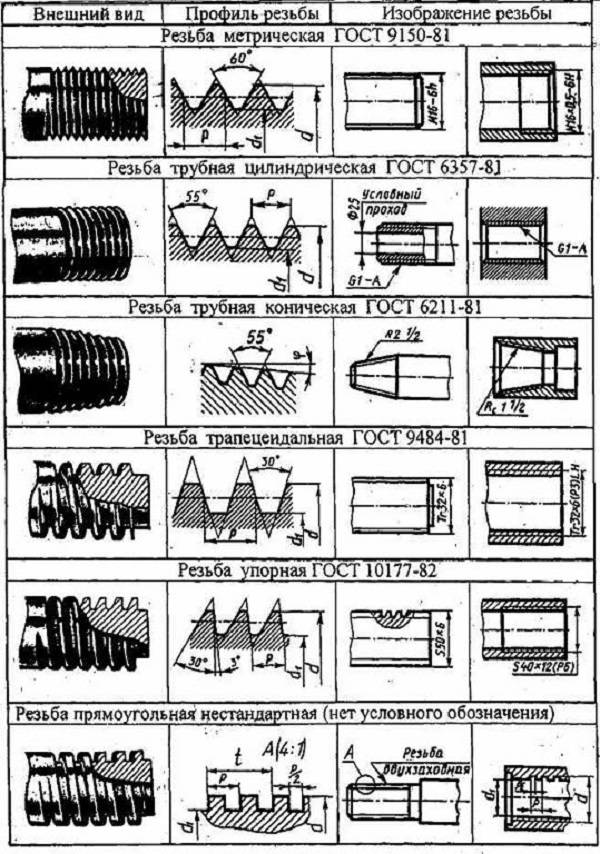
Профиль
По профилю различают метрические, трубные дюйм-плашки, трапецеидальные резьбонарезные инструменты. Каждая разновидность имеет свои особенности:
Метрические. Как следует из названия, нарезают метрическую резьбу. Обозначаются буквой «М», после которой идет цифра, указывающая на диаметр резьбы в миллиметрах. Стандартами предусмотрены размеры до 68 мм, каждому соответствует мелкий или крупный шаг. Размеры, примеры обозначения, правила приемки таких плашек по ГОСТ 9740.
Читайте здесь: Как выбрать ножовку по дереву: как правильно выбрать бытовой и профессиональный инструмент
Трубные цилиндрические. Визуально легко определить по букве «G» на корпусе. Резьба такого типа измеряется с помощью английской единицы – дюйм, составляющей 25,4 мм.
Трубные конические. Чтобы не путать их с остальными разновидностями, маркируются символом «К». Применяются, когда необходимо получить коническую резьбовую поверхность – в ответственных соединениях, работающих под давлением или узлах станков.
Трапецеидальные. Сечение ниток представляет собой равностороннюю трапецию. Распространены в силовых парах, преобразующих вращение в поступательное перемещение. Самый простой пример – ходовой винт и гайка станочных и слесарных тисков.
Описание и назначение
Для многих не секрет, что практически все инструменты или их аналоги появились в древности. Чаще всего истоки уходят в Древний Рим, когда ювелирам необходимо было создать новые украшения, а ремесленникам – новое оружие или инструменты. Так как гайки были придуманы гораздо позже, то все детали старались как-нибудь соединить между собой. Поэтому было популярно вдалбливать одну деталь в другую. И только постепенно, методом проб и ошибок, стало понятно, что закручивать один элемент в другой гораздо легче и практичнее при разборе.
После этого начались работы над инструментом, который мог бы оставлять зазубрины на одной из поверхностей. Доподлинно неизвестно кто был мастером, который изготовил плашки такими, какие они есть сейчас. Но приблизительно в XVII веке стали появляться первые подобные конструкции для нарезания резьбы. В магазинах и ремонтных мастерских очень часто можно столкнуться с необходимостью применения трубной плашки, в основном для совмещения двух частей без сварки. По внешнему виду плашка похожа на очень большую гайку.
Кромка включает в себя витки. Их приблизительно от 8 до 10 штук. Первые два витка более острые и относятся к заборной части. Далее, помимо центрального отверстия, имеются и более мелкие отверстия. Предназначены они для того, чтобы пропускать образовавшуюся стружку металла в процессе работы. Количество их варьируется от 3 до 6, все зависит от конфигурации инструмента и его назначения. Трубные плашки создаются из быстрорежущей стали, реже – из более твердых сплавов. Назначение инструмента заключается в том, чтобы нанести вручную на определенный участок трубы резьбу. Используется для заточки различных болтов, винтов и труб, которые имеют разный диаметр. Для удобства определения размера чаще всего на корпусе плашки выгравировывают размер с пометкой буквой «G».
Кто давно знаком с инструментами и активно их использует, знает, что плашку иногда называют другим названием – леркой. Но между ними существует небольшое отличие, хотя, по сути, они выполняют одну и ту же функцию. Если плашка похожа на гайку с осевыми отверстиями внутри, которые формируют кромку, то лерка больше напоминает пластинки с отверстиями и канавками, чаще всего небольшого диаметра. И только знающий мастер сможет различить эти два приспособления.
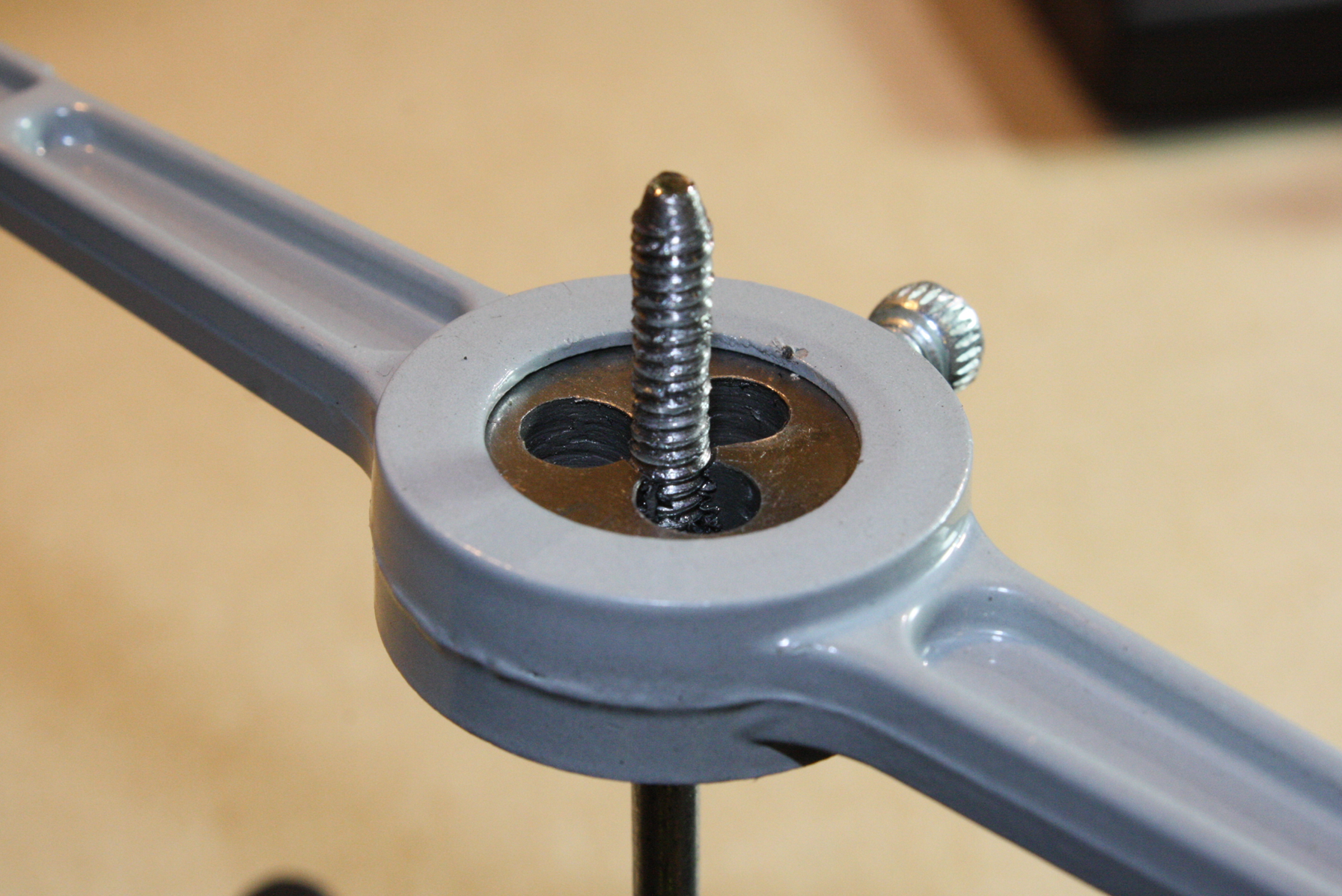
Как нарезать резьбу в отверстии, используя магнитный сверлильный станок
Для нарезания резьбы в отверстии магнитным сверлильным станком используются метчики и резьбонарезной патрон, или держатель метчика. Мы рекомендуем использовать специальный резьбонарезной патрон с предохранительными головками, потому как при нарезании резьбы есть риск поломки метчика в заготовке и выхода из строя оборудования от возникшей нагрузки. В процессе нарезания резьбы в резьбонарезном патроне идет ограничение крутящего момента и срабатывает предохранительный механизм при заклинивании метчика.
Метчики
Метчик – это резьбонарезной металлорежущий инструмент. Для нарезания резьбы в отверстиях с помощью магнитных сверлильных станков вы можете использовать метчики:
- машинно-ручные, они же однопроходные, то есть резьба нарезается с первого раза;
- ручные, состоящие из комплекта 2 или 3 шт. Первый номер в комплекте необходим для черновой, а последний — для чистовой нарезки резьбы.
В зависимости от обрабатываемой детали на метчике, форма канавок
может быть прямой или винтовой и с укороченными канавками,расположение зубьев по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут. Метчики для глухих отверстий имеют спиральные канавки, что позволяет легко выводить стружку наверх. У метчика для сквозных отверстий прямая канавка.
Резьбонарезной патрон
Резьбонарезной патрон предназначен для нарезания резьбы метчиком.
Состоит собственно из патрона, с коническим хвостовиком и набора предохранительных резьбонарезных головок, настроенных под необходимое усилие нарезаемой резьбы. Учтите конусность станка при подборе патрона. Резьбонарезной патрон имеет компенсацию по длине инструмента, те нет необходимости давить на метчик при работе. Метчик в патроне надежно фиксируется и легко устанавливается.
Патрон предполагает систему защиты от перегрузок и осевую компенсацию шага резьбы. При увеличении крутящего момента метчик останавливается, патрон прокручивается.
Из плюсов резьбонарезного патрона выделим следующие:
- быстрота смены метчика вместе с предохранительной головкой,
- защита от поломки и метчика и двигателя магнитного станка,
- нарезать резьбу может мастер, не имеющий высокой квалификации.
Соответствие диаметра отверстия необходимой резьбе
Для того, чтобы просверлить правильный диаметр отверстия под нужную резьбу, воспользуйтесь сводными таблицами. Ниже приводим стандартную таблицу соответствия метчиков и диаметров отверстий для внутренней метрической резьбы.
Реверсивный станок на магнитном основании AT-S SU-48R
Оснащен электронным реверсом, который позволяет нарезать резьбу и в глухих, и в сквозных отверстиях.
Магнитные сверлильные станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Для нарезания резьбы в сквозных отверстиях вы можете использовать любые магнитные сверлильные станки. Для глухих отверстий нужна опция реверса.
Многофункциональный магнитный станок SU-48R промышленного назначения отличается особыми преимуществами:
- наличие реверса,
- двухскоростной привод со шпинделем Конус Морзе 2,
- малый размер,
- легкий вес,
- высокая эффективность,
- плавная регулировка скорости.
Помимо этого мощный двигатель поддерживает постоянную мощность, имеет механизм плавного пуска, электронное ступенчатое управление скоростью и систему предохранения от перегрузки.
Редуктор привода станка имеет масляную ванну, что обеспечивает лучшую смазку, своевременное охлаждение и увеличивает срок службы станка. Пониженная передача и наличие реверса позволяют нарезать с помощью станка резьбу в сквозных и глухих отверстиях. Станок может выполнять несколько функций: сверление корончатыми и спиральными сверлами, резьбонарезание в глухих и сквозных отверстиях и снятие фаски отверстия зенкером. Особые положительные отзывы в условиях пониженной t °C.
Подробнее о станке
Нарезание резьбы в отверстии
- используйте низкие обороты,
- старайтесь вводить метчик в металл плавно и постепенно, после закрепления метчика в отверстии нарезание продолжится постепенно за счет компенсации в резьбонарезном патроне;
- глухая резьба выполняется только на станках с реверсивным ходом. После прохода метчиком глухого или сквозного отверстия, включите реверс и выведите метчик,
- после исполнения резьбы в сквозном отверстии на безреверсивном станке извлеките метчик и затем поднимите привод.
- ВСЕГДА: используйте охлаждающие и смазывающие средства.
Как правильно определить диаметр отверстия?
Перед тем как нарезать резьбу, изготавливают отверстие, диаметр которого определяют по стандартизированным таблицам. Если подготовить отверстие, сечение которого меньше рекомендованной величины, инструмент выйдет из строя, если больше – результат будет некачественным.

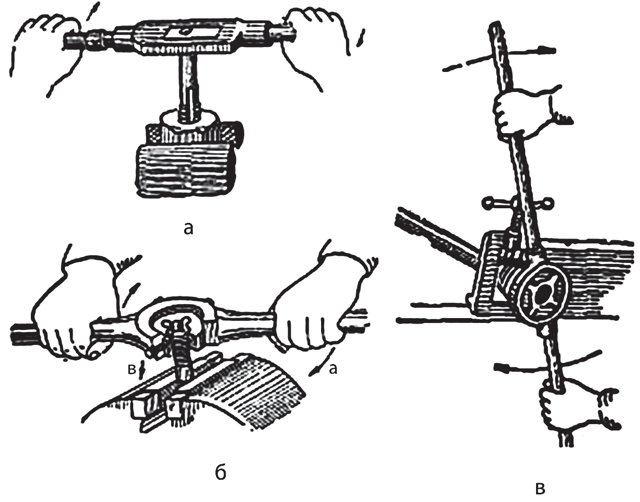
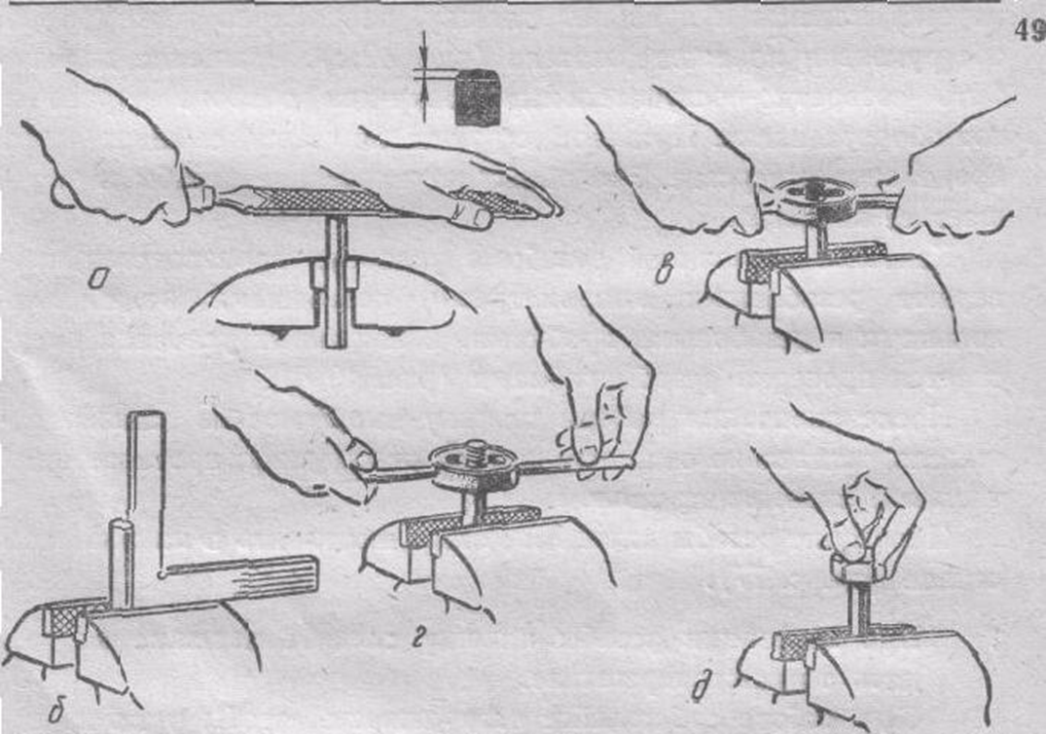



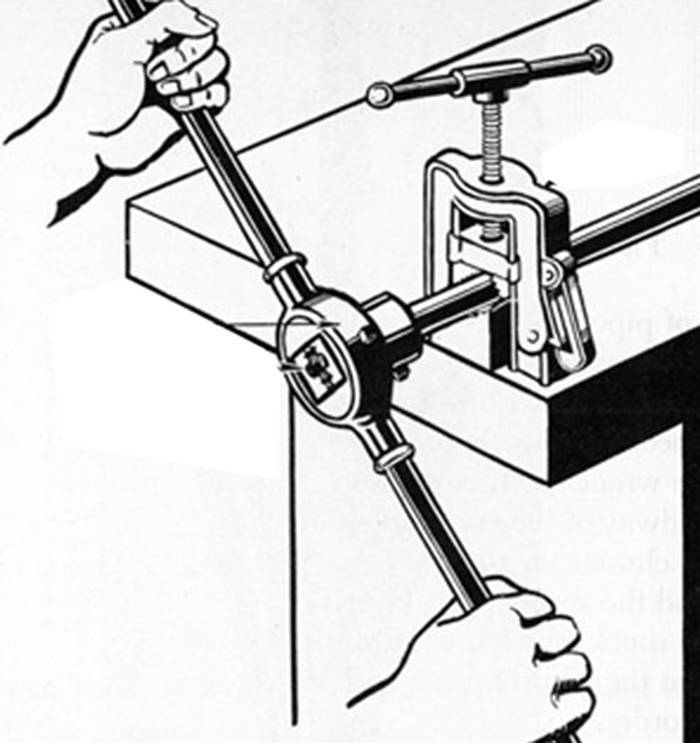
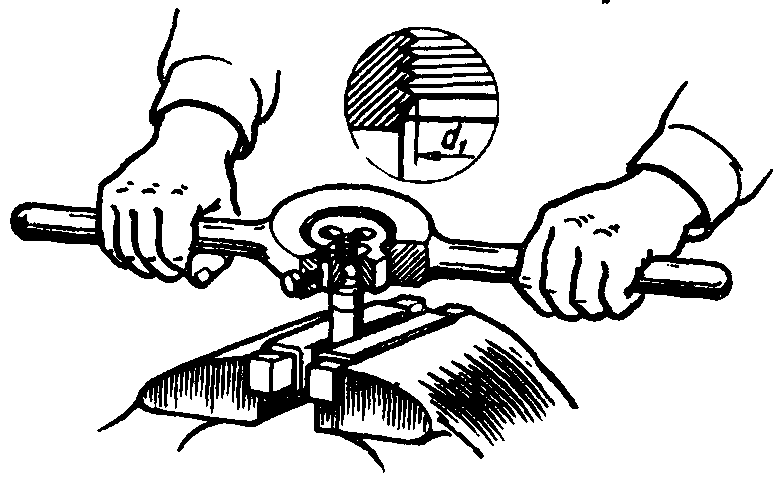


Таблица соответствия метрических резьб и диаметров отверстий для них
| Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм | Обозначение резьбы | Диаметр, мм |
| М 2 | 1,6 | М 8 | 6,7 | М 22 | 19,4 |
| М 2.2 | 1,75 | М 9 | 7,7 | М 24 | 20,9 |
| М 2.5 | 2,05 | М 10 | 8,5 | М 27 | 23,9 |
| М 3 | 2,5 | М 11 | 9,5 | М 30 | 26,4 |
| М 3.5 | 2,9 | М 12 | 10,2 | М 33 | 29,4 |
| М 4 | 3,3 | М 14 | 12,0 | 31,9 | |
| М 5 | 4,2 | М 16 | 14,0 | М 39 | |
| М 6 | 5,0 | М 18 | 15,4 | М 42 | 37,4 |
| М 7 | 6,0 | М 20 | 17,4 | М 45 | 40,4 |
Таблица соответствия дюймовых резьб и диаметров отверстий для них
| Размер резьбы, дюймы | Диаметр, мм | Размер резьбы, дюймы | Диаметр, мм |
| 1/8 | 8,8 | 7/8 | 28,1 |
| 1/4 | 11,7 | 1 | 30,5 |
| 3/8 | 15,2 | 1 1/8 | 35,2 |
| 1/2 | 18,9 | 1 1/4 | 39,2 |
| 5/8 | 20,7 | 1 3/8 | 41,6 |
| 3/4 | 24,3 | 45,2 |
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок
Этапы нарезания резьбы машинно-ручным метчиком
Порядок производства работ:
Первый шаг – разметка в соответствии с чертежами.
По отметкам производят кернение остро заточенным керном.
Сверлят со средним нажимом на невысоких оборотах. Дрель должна находиться под прямым углом к поверхности. Перед началом работ сверло смазывают. Если глубина отверстия большая, то смазывание производят не только перед началом, но и во время работы. Глубина глухого отверстия должна быть несколько больше, чем нарезаемая длина. При отсутствии запаса резьба может получиться неполной.
Повысить качество результата позволяет обработка зенкером, которая уменьшает конусность и обеспечивает параллельность боковых поверхностей.
Метчик закрепляют в воротке, кончик его смазывают и вставляют в отверстие строго под прямым углом к поверхности. Делают первый оборот, несильно нажимая сверху на вороток. После первого оборота вперед следует сделать половину оборота назад для удаления стружки
Особую осторожность соблюдают при использовании универсального инструмента – он хрупкий и его легко повредить. Проще работать с комплектными моделями.
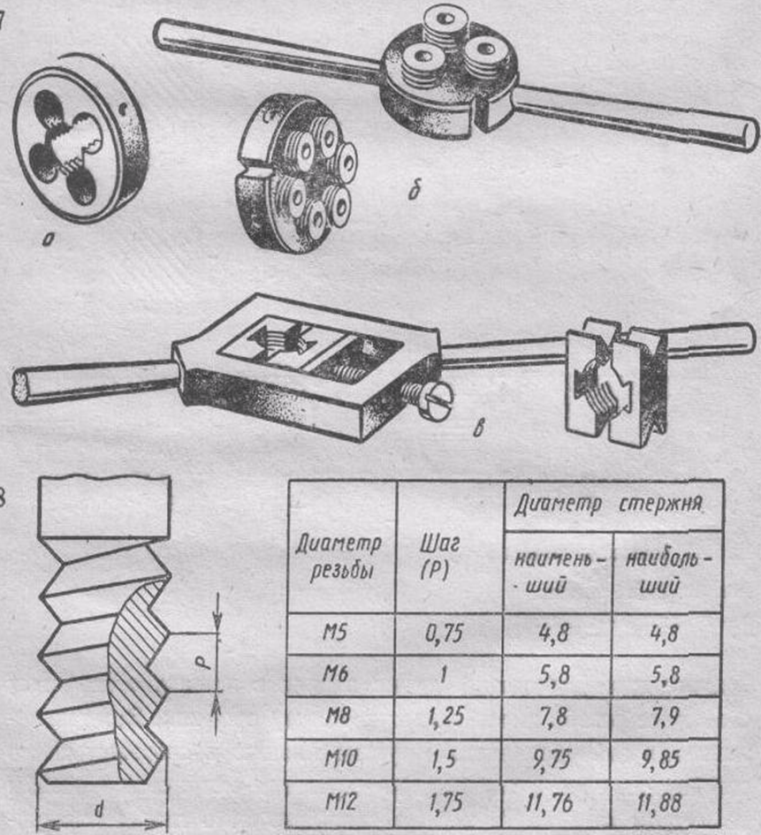
Формула подбора сверлильного инструмента
Подбор оптимального размера сверла под резьбу – залог качественной работы нарезного приспособления.
Следует помнить, что при работе с пластичными материалами расчетное количество витков увеличивается. Таким образом, для сверления латуни необходимо подготовить буравчик большего диаметра, чем необходимо для хрупких металлов и сплавов, таких как чугун или бронза.
Как показывает практика, диаметр отверстия должен быть меньше, чем номинальная величина нарезки. При этом существуют предельные показатели, превышение которых считают нарушением технологического процесса. Например, для М6 максимальный диаметр отверстия не должен превышать 5,153 мм.
Применение резцов
Для нарезания резьбы с помощью токарного станка необходимы резьбонарезные резцы. Изготавливаются они из быстрорежущей стали, а требования к их характеристикам оговариваются соответствующим ГОСТом (18876-73). По конструкции такие резцы подразделяются на следующие типы:
- призматические;
- стержневые;
- круглые (дисковые).
Винтовая резьбовая канавка на поверхности заготовки нарезается резцом отогнутой или прямой формы, а для формирования резьбы внутреннего типа требуются прямые и изогнутые инструменты, которые фиксируют в специальной оправке. Вершина токарного резца, которой и выполняется нарезание витков, должна иметь конфигурацию, полностью соответствующую профилю формируемой резьбы.
Резцы для нарезания резьбы: а — стержневой; б — призматический многопрофильный; в — призматический однопрофильный; г — дисковый многопрофильный; д — дисковый однопрофильный; е — дисковый для внутренней резьбы; α — задний угол; γ — передний угол; φ — угол заборного конуса; h — высота установки оси резца
При формировании резьбы резцом следует учитывать ряд особенностей такой технологии.
- Передний угол токарного инструмента для нарезания резьбы зависит от характеристики материала, подвергаемого обработке. Выбирать такой угол можно в достаточно широких пределах: 0–250. Так, если резьба с помощью станка нарезается на заготовках из обычных сталей, передний угол должен составлять 0 градусов, для высоколегированных сталей, которые хорошо противостоят температурным нагрузкам, передний угол может составлять 5–100. Он может быть тем больше, чем выше вязкость материала, и тем меньше, чем выше твердость и хрупкость металла, из которого выполнена обрабатываемая на станке заготовка.
- Вершина токарного резца, которая формирует винтовую линию на заготовке, должна иметь форму, идентичную профилю резьбы.
- Задние боковые углы инструмента выбираются такими, чтобы поверхности резца, которыми они сформированы, не терлись о только что сформированную винтовую канавку. Обычно эти углы с обеих сторон токарного резца делают одинаковыми. Если угол подъема, которым характеризуется резьба, составляет менее 4 градусов, то такие углы выбирают в пределах 3–50, если больше 40, то 6–8 градусов.
- Резьбу внутреннего типа нарезают в уже подготовленных отверстиях, которые получены расточкой или сверлением.
Резьбонарезные резцы
Правила процедуры
При работе с трубами важно запастись плашками с трубным прижимом и воротком. Подбирается плашка с учетом типа требуемой резьбы. Определить это можно сверкой с клеймом либо осмотром
Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент
Определить это можно сверкой с клеймом либо осмотром. Плашки обязательно маркируются. Данные на них дадут представление о том, из какой марки создан инструмент.
На большинстве труб требуется цилиндрическая резьба. Также перед работой нужно определить ее направление: правая или левая. Для этого на плашках изображается буквенный указатель: «Л» — левая, а «П» — правая. Также на плашке указывается, к какой марке стали она относится, это дает возможность правильно подобрать инструмент для нарезки на трубах из нержавейки.
Правила нарезки достаточны просты:
1). Подготовить трубу к нарезке. Для этого напильником снимается фаска, а зона обрабатывается масляным раствором.
2). Вставить плашку в держатель, закрепив винтами.
3). Поднести к изделию плашку и сделать несколько круговых вращений в требуемую сторону резьбы.
4). Слегка придавить плашку для ее врезки в материал.








Алгоритм прокручивания:
- 2-3 оборота в одну сторону;
- пол оборота – в другую.
И так до момента окончания нарезки
При этом очень важно держать трубу и плашку строго перпендикулярно. Иначе резьба будет «гулять», что скажется на качестве соединения. Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата
Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение
Расположение элементов, а также нарезание резьбы продемонстрировано на видео и фото материалах, для лучшего результата. Проверка качества резьбы несложная. Для этого достаточно навинтить гайку, если она накручивается по внешнему диаметру трубы. Наиболее точный рез получается у раздвижной плашки. Она выручит, если необходимо срочно заменить кусок трубы, имеющий резьбовое соединение.
Также для выбора плашек важно учитывать, какая резьба будет делаться, наружная или внутренняя. Качественно выполненная работа позволит сделать герметичное резьбовое соединение даже в напорных трубах водопровода
Подводим
Как видно, сделать самостоятельно резьбу с использованием плашек совсем нетрудно. Для этого достаточно правильно подобрать инструмент, приложить немного усилий и аккуратности. Наверное, многие представители мужской половины человечества помнят, как подобные задачи решались на уроках труда в школе. Поэтому для большинства потребуется лишь вспомнить приобретенные навыки, применить их уже во взрослой жизни. Это как с ездой на велосипеде: достаточно один раз научиться, чтобы даже после длительного перерыва уверенно себя чувствовать в седле.
Некоторые технические характеристики и отдельные виды плашек
Сразу нужно сказать, что все подобные инструменты используются только вместе со специальными держателями.
Такие зажимные инструменты, как правило, могут нормально функционировать сразу с несколькими диаметрами лерок. Например, один держатель используется сразу со всеми лерками диаметром до 1 см, такой же один держатель используется со всеми лерками диаметром от 12 мм до 24 мм, и такая же ситуация с инструментами с диаметрами от 27 мм до 42.
Инструмент для нарезки резьбы
Как уже было сказано ранее, есть инструменты, которые способны нарезать резьбу на трубе в метрической и дюймовой системе исчисления. Вышеуказанные размеры приведены для метрической системы. На корпусе всегда будет присутствовать маркировка в виде буквы «М». Полное же обозначение будет содержать еще и шаг резьбы, то есть 8,10 и так далее.
Выглядеть это будет так: М8, М33 и так далее.