Как закрепить подшипники на каркасе профилегиба.
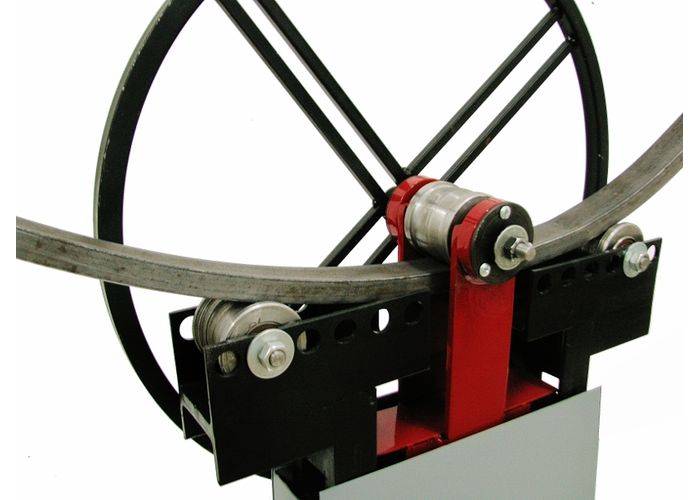
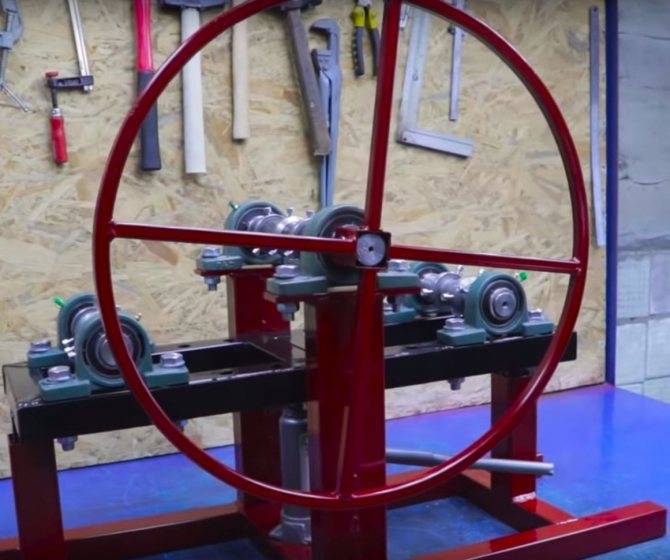
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
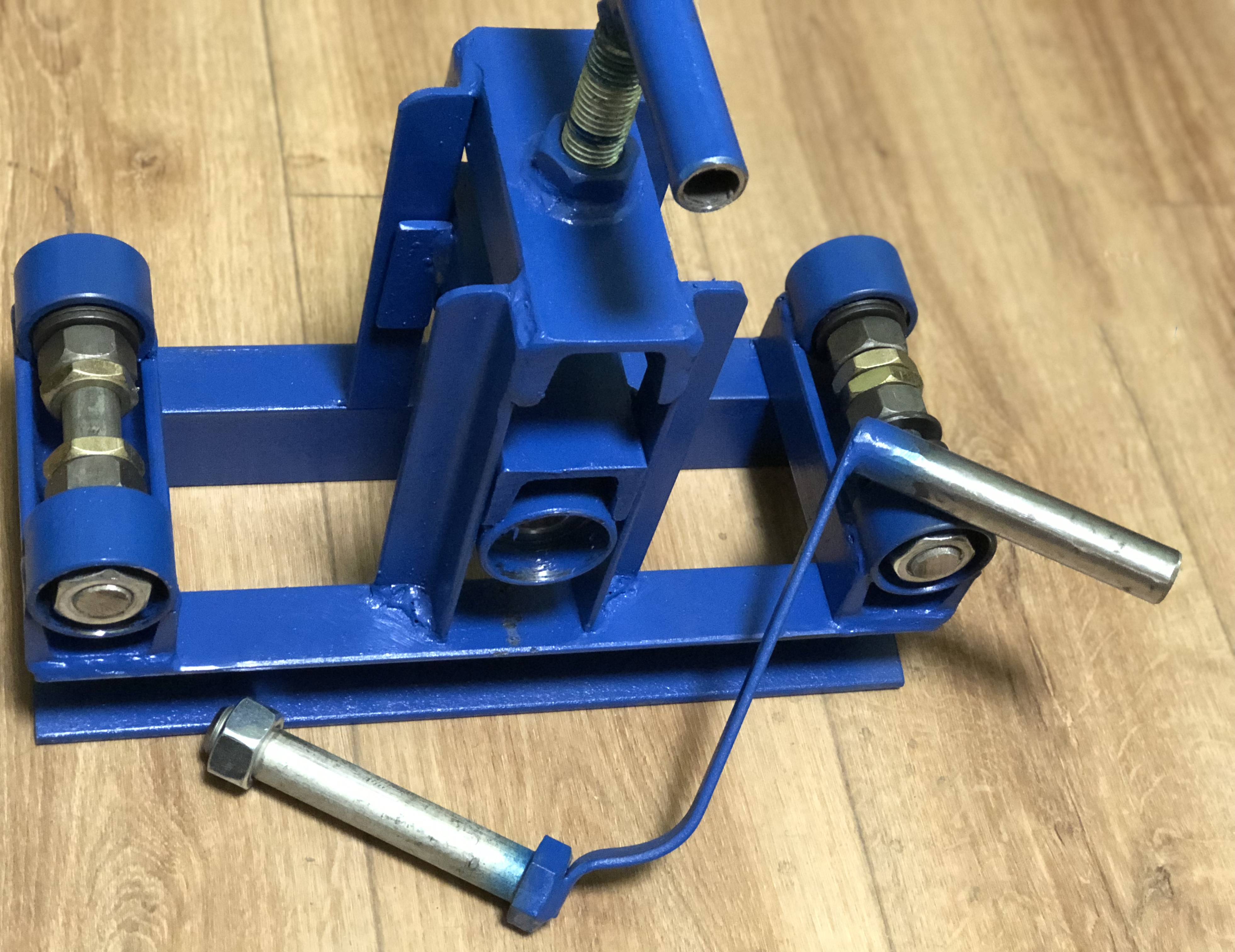
Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Чертежи для изготовления самодельного гибочного устройства
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
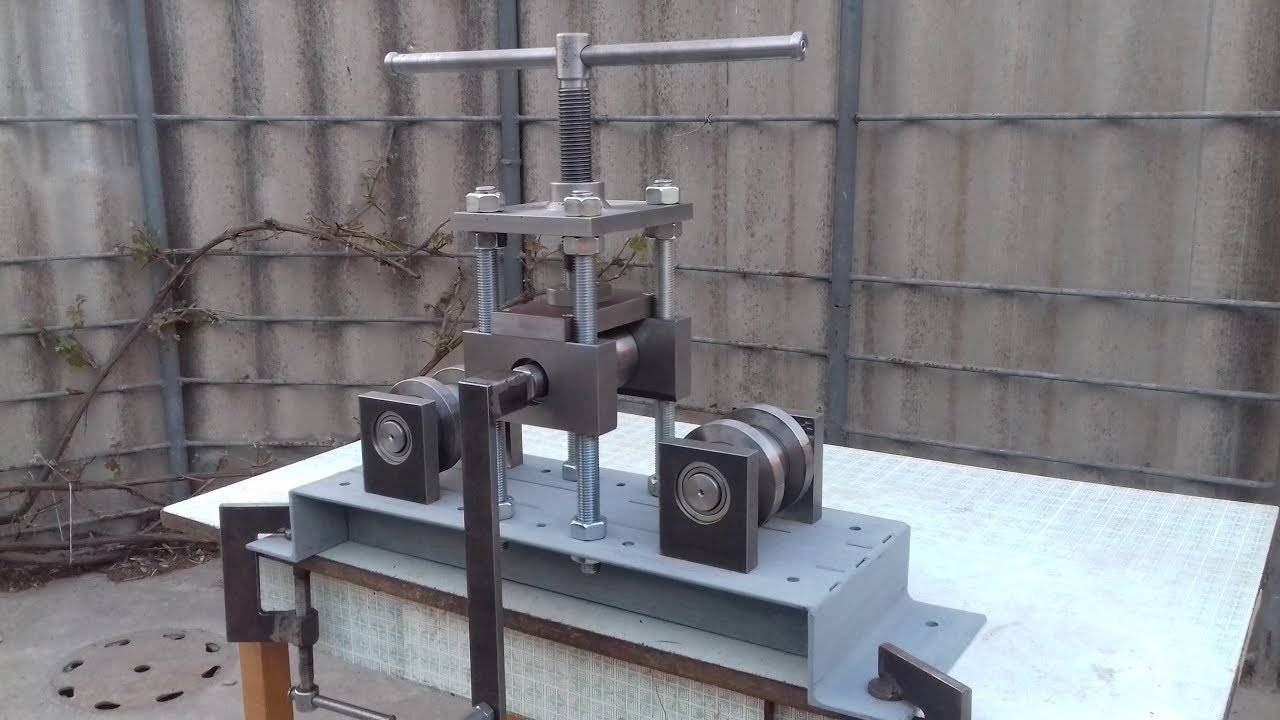
Чертеж ручного профилегиба с тремя роликами
Упрощенный самодельный вариант приведенного выше чертежа
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
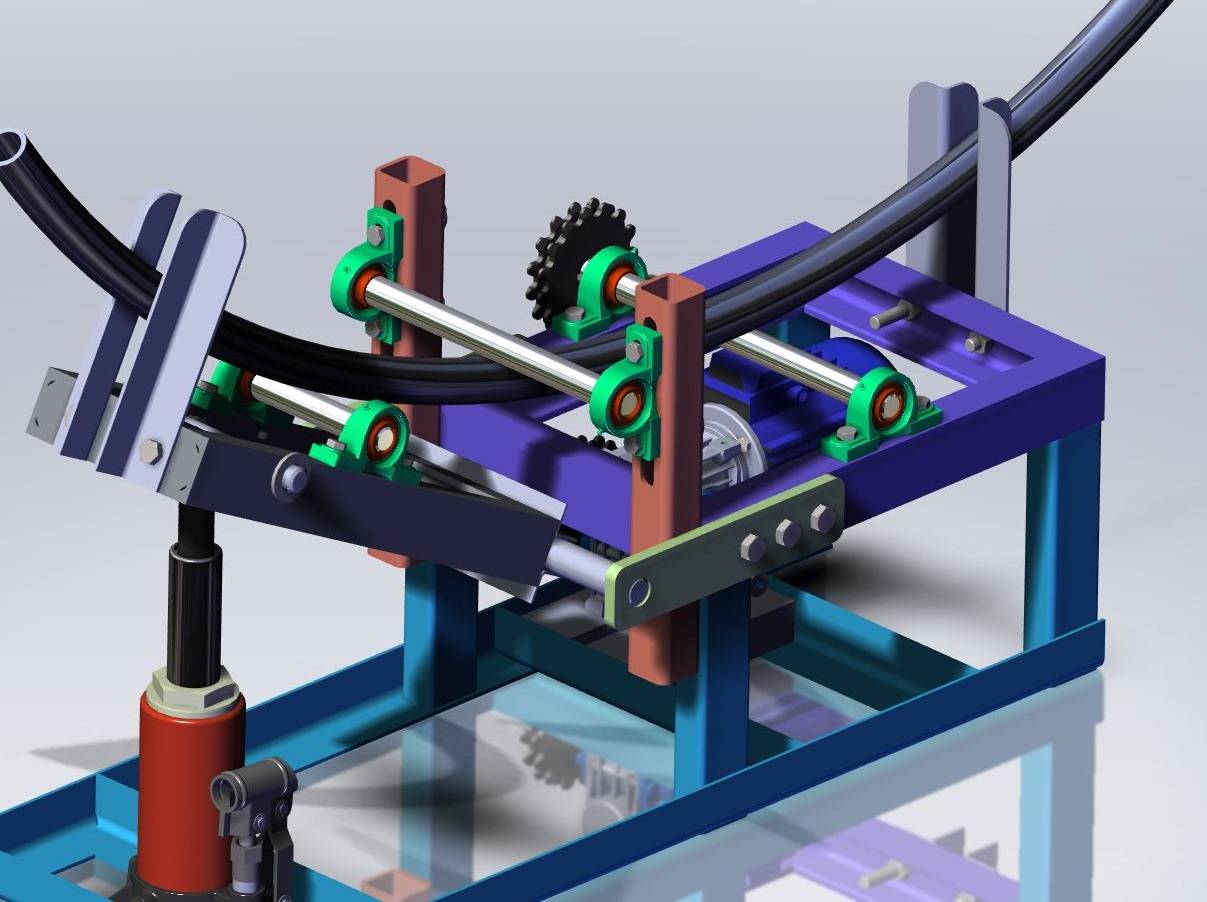
Схема профилегиба в заводском исполнении, который можно взять за основу для самодельного устройства
Внешний вид готового заводского профилегиба
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.
Чертеж еще одного варианта профилегиба (нажмите, чтобы увеличить)
Вариант с основанием из швеллеров
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
Виды вальцов для изгиба профильных труб
Прокатное устройство для деформации профтрубы коротко называют профилегибом или по аналогии с его рабочей частью – вальцами.
Устройство рабочего органа профилегибочных станков одинаково:
- корпус или станина – массивное основание конструкции,
- три вала-цилиндра – два опорных и один прижимной или ведущий,
- струбцины – насадки, фиксирующие положение труб разного размера на валах,
- устройство, регулирующее положение ведущего вала,
- управляющий механизм, отвечающий за движение валов.
Классификация трубогибов для профтруб подразумевает разделение по способу управления устройством.
Различают несколько видов вальцов: гидравлический, электрический, ручной или механический.
Гидравлические профилегибы
Оснащены гидравлическим приводом, благодаря чему работают с большой производительностью. Опорные валы в гидравлическом станке подключены к приводу и не просто направляют трубу, а продвигают ее с нужной скоростью. Таким образом, аппарат работает без помощи человека, сводя задачу оператора к нажиманию кнопок и визуальному контролю за процессом. Такие станки – самые мощные, точные и высокопроизводительные, но массивные и дорогие. Использование гидравлических вальцов целесообразно только в условиях промышленного предприятия.

Электрические вальцы
Опорные и прижимной валы соединены цепью и вращаются с одинаковой скоростью, обеспечивая подачу и транспортировку заготовок. Такой аппарат дешевле и легче гидравлического, подходит для мелкосерийного производства трубопроката. Однако электровальцы имеют значительные габариты и вес, а для работы им необходимо подключение к электросети, поэтому сферой применения являются небольшие предприятия и частные мастерские. Покупать или изготавливать электрический трубогиб для возведения одной-двух надворных построек нецелесообразно.
Рекомендуем ознакомиться: Как рассчитать и сделать из профильной трубы лестницу в частном доме?

Механический профилегибочный станок
Такой прибор компактен, мобилен, недорог и даже может быть изготовлен самостоятельно. При этом управляется аппарат вручную, что при изгибании труб с большим сечением требует серьезных трудозатрат. Производительность ручных вальцов низкая, поэтому используют такие устройства только для штучного изготовления гнутых профильных труб.
Самодельные приспособления
Покупка даже ручного профилегиба не всегда оправдана: если необходимо несколько дуг для возведения навеса, беседки или теплицы, приобретение аппарата сведет на нет всю экономию от самостоятельного изгибания труб, так как в итоге окажется, что дешевле было купить готовые изделия.
При наличии опыта работы со сварочным оборудованием, можно соорудить ручной вальцовочный станок самостоятельно. При этом готовые вальцы по эффективности не будут уступать заводским моделям и аппарат при желании можно будет доработать, оснастив для повышения производительности электромотором.










Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
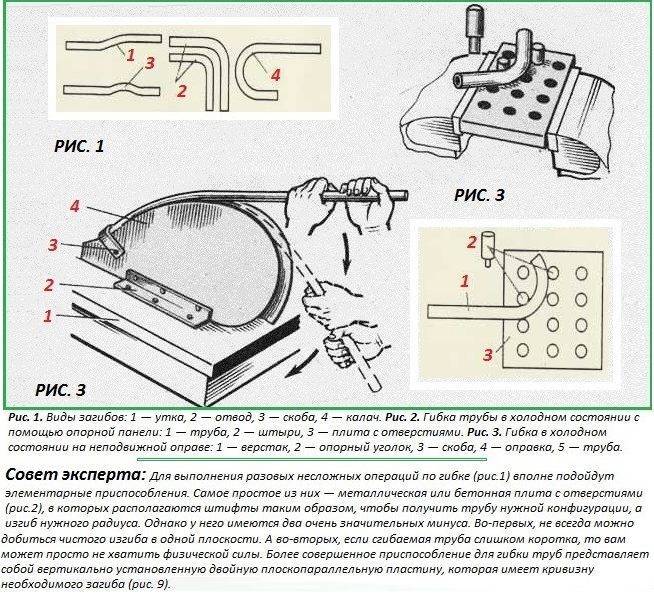
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
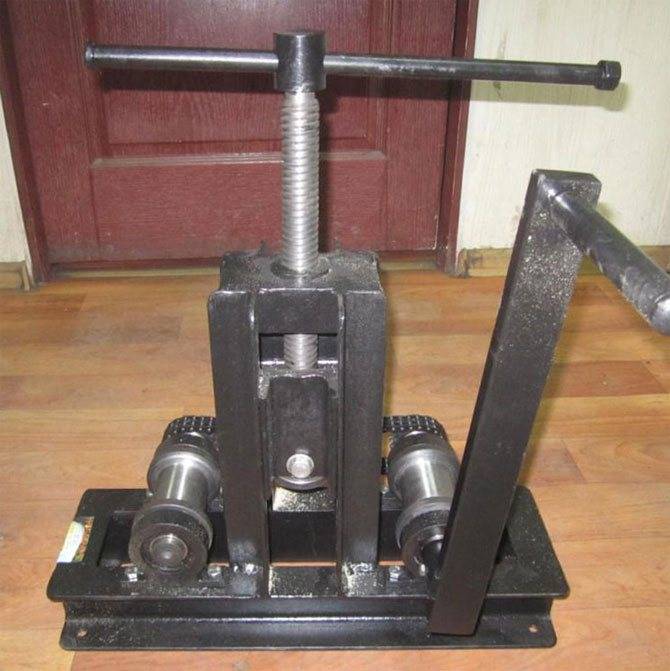
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
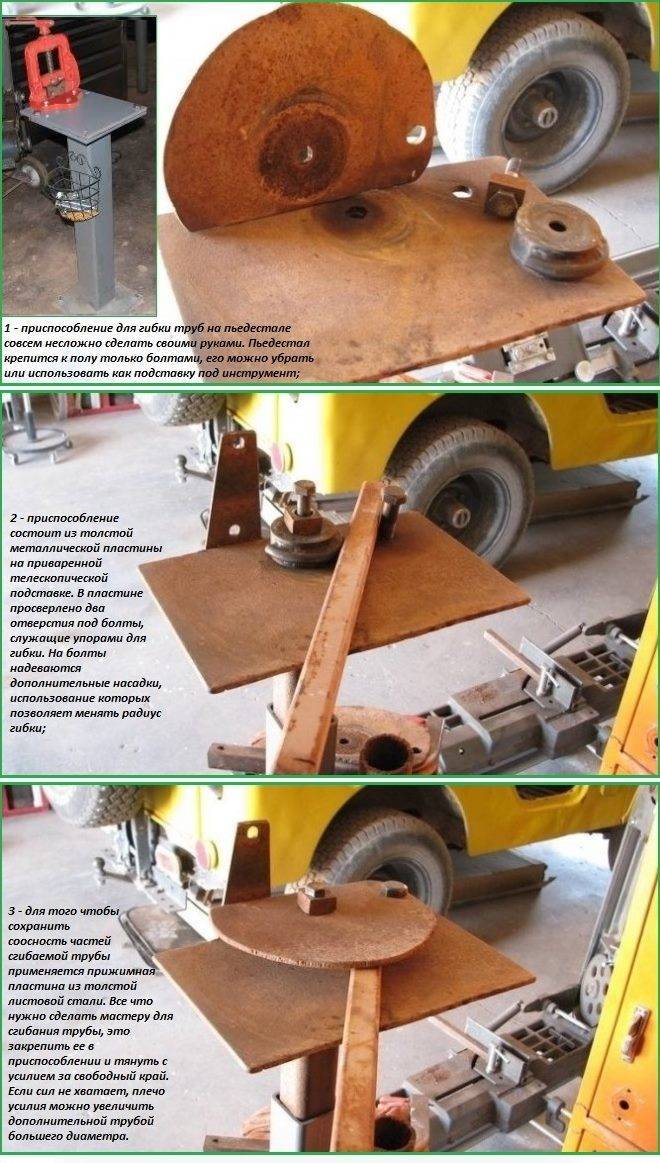
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
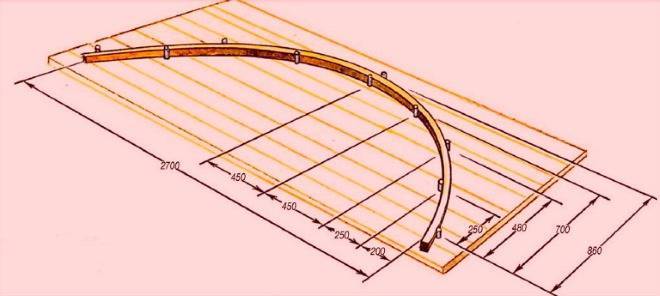
Схема стенда для гибки профильных труб
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

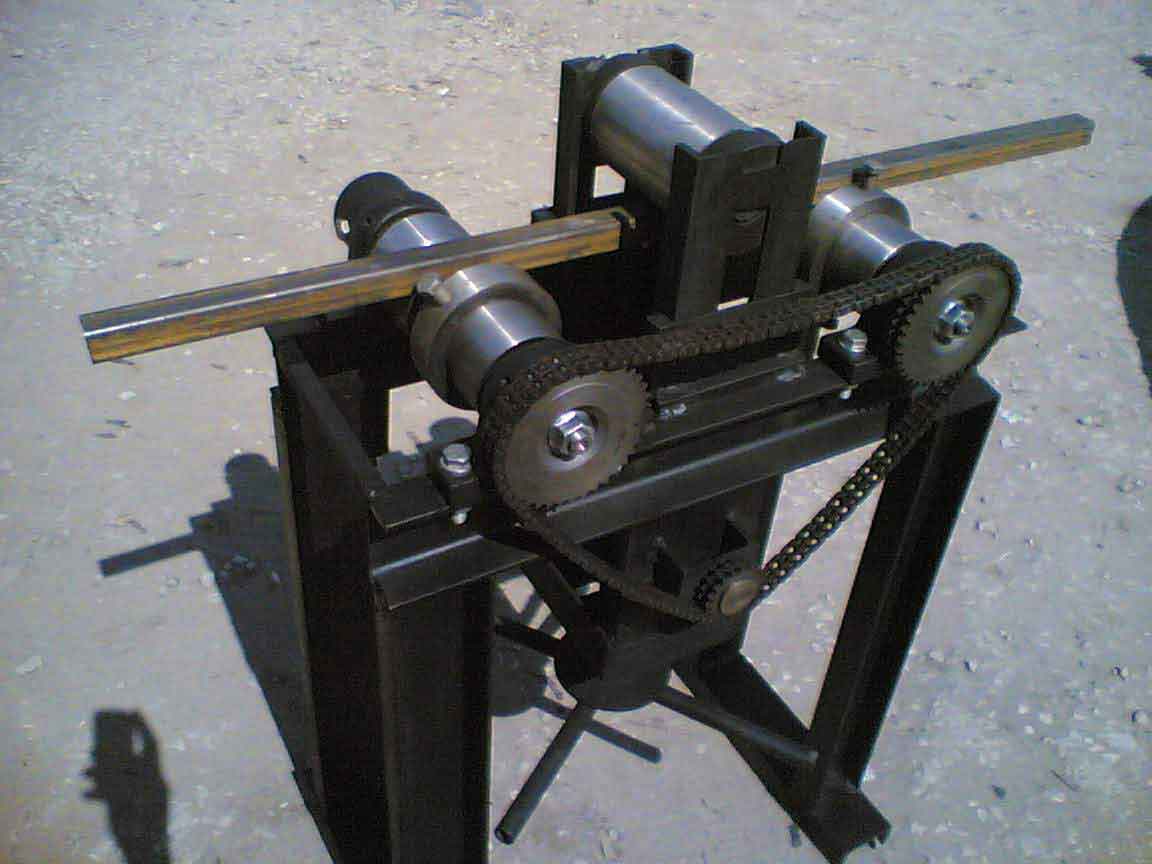
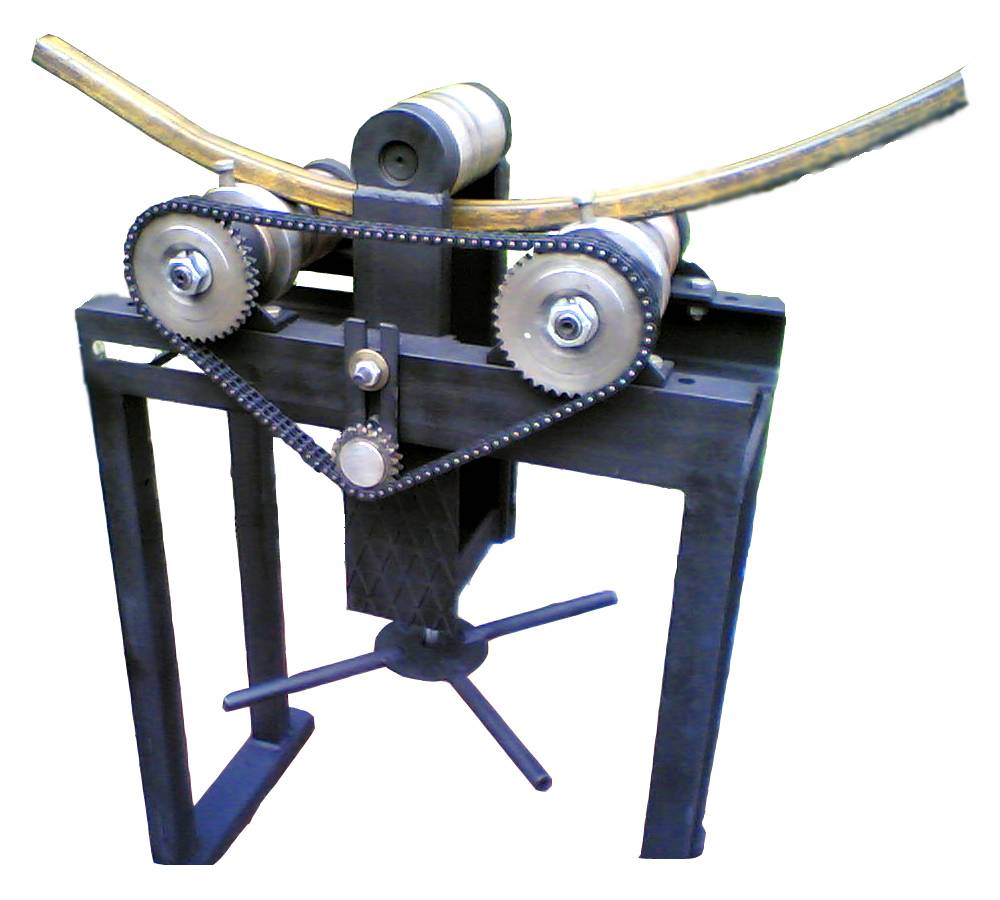
Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Галерея изображений
Фото из
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
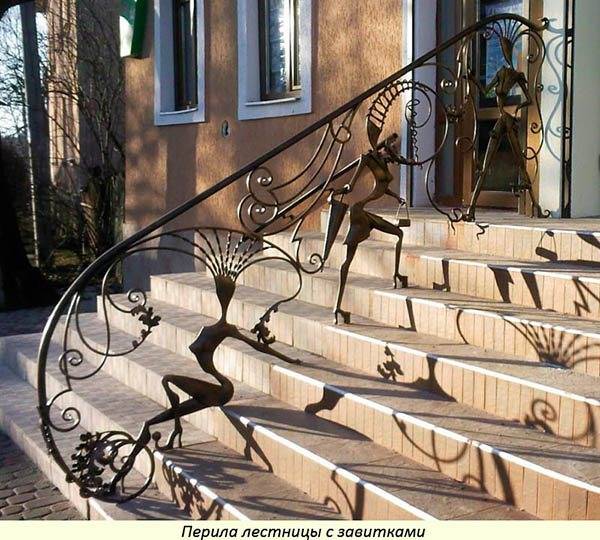
Примеры изделий с завитками
Оригинальный козырек над входом в здание:

При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.

На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.

На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.



В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.

Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.

Источники
- https://svoimirykami.info/stanok-dlya-kovki-svoimi-rukami/
- http://remoo.ru/instrumentyi/stanki-dlya-holodnoj-kovki
- https://1builder.ru/xolodnaya-kovka-stanki-i-chertezhi-svoimi-rukami.html
- https://tutsvarka.ru/oborudovanie/stanok-dlya-holodnoj-kovki
- https://metmastanki.ru/stanok-ulitka-dlya-holodnoy-kovki
- https://sdelairukami.ru/konduktor-ulitka-dlya-holodnoj-kovki-svoimi-rukami/
- https://vopros-remont.ru/obshhie-voprosy/xolodnaya-kovka/
- https://svoimirykamiinfo.ru/xolodnaya-kovka-svoimi-rukami/
- https://www.umeltsi.ru/stanki/3989-stanok-dlya-holodnoy-kovki-svoimi-rukami.html
- https://www.rmnt.ru/story/instrument/kuznechnoe-oborudovanie-stanok-dlja-xolodnoy-kovki-svoimi-rukami.1172021/
- https://dom-i-remont.info/posts/pridomovaya-territoriya/13256/
- https://SevenTools.ru/izdeliya/kovka-iz-proftruby.html
- https://forte-drilling.ru/stanki/konduktor-ulitka-svoimi-rukami.html
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
- газовую горелку,
- паяльную лампу.
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
В чем заключается сложность гибки профильного проката
Процесс сгибания линейных трубных элементов прямоугольного сечения позволяет придать гнутому элементу круглые или арочные очертания. Эта технологическая операция связана с внешним давлением на отрезок одновременно с нагревом изгибаемого участка.
На заготовку воздействуют физические силы разнонаправленного действия.
- Силы растяжения, направленные на внешнюю сторону изгиба.
- Силы растяжения, воздействующие на внутреннюю поверхность.
Векторы этих усилий направлены в противоположные стороны, что создает определенное сложности процесса гнутья трубного проката квадратной или прямоугольной формы:
- Под действием внешних усилий в сегментах изделия происходит неравномерное изменение линейной формы сечения, что вызывает смещение центральных осей поперечного сечения. В этом случае снижается показатели прочности, отрицательно влияющие в целом на несущую способность конструкции.
- В процессе сильного воздействия растяжения на внешнюю часть стенок трубы воздействуют значительные изгибающие усилия и крутящие моменты, способные вызвать необратимые деформации, труба может треснуть или сломаться.
- Во время сжатия линейного отрезка внутренняя поверхность может покрывать складками и волнами.
Только знание совокупности технических характеристик, многочисленных геометрических параметров, толщины стенок, радиуса изгиба помогут подобрать правильный метод изгиба. И тогда вместо заготовки с деформированной поверхностью получится равномерно изогнутая труба.

Все способы, как согнуть ПНД трубу на производстве и в домашних условиях Иногда монтаж участков коммуникационных систем ( канализационных, водопроводных, газоснабжения) требуется выполнить под определенным углом друг к другу. Для этих целей подойдет ПНД труба, которую без…
Многие специалисты на основании практического опыта не рекомендуют изгибать профильные трубы с толщиной стенок до 2 мм. Даже правильная технология изгиба не дает гарантированной прочности мест изгибов.
Виды оборудования, которые отличаются методом изгиба профилей
Разновидность изгиба влияет на устройство конструкции, также ее производительность.
Методы, которые применяют для изгиба:
- С помощью выдавливания. Деформирующий ролик в качестве пуансона изменяет конфигурацию трубы. В устройстве нет матрицы. Для работы необходимо наличие двух надежных опор, расположенных по обе стороны изгиба, они же выступают в роли матрицы. Опорами служат поворотные ролики либо башмаки.
- С помощью прессования. В основе принцип работ тисков слесарных, которые прессуют трубу, расположенную между пуансоном и матрицей. Чтобы качественно выполнить изгиб, профили должны двигаться точно по форме детали. Рассчитывая параметры, учитывают остаточное изменение формы металла. Если изгиб не требует точных замеров результата, то можно применять данную модель.
- С помощью прокатывания. Считается универсальным процессом, который применяют для всех видов трубных изделий, с толстыми и тонкими стенками. Изгиб получается с помощью протягивания заготовочных деталей сквозь ролики, один служит для вращения, два считаются опорой.
Существуют другие способы изгиба труб, такие, как вальцовочный, способ намотки, накатки и арбалетный метод, с помощью песка либо болгарки.
Во время изготовительных работ по изгибу трубы в виде прямоугольника, с сечением равным 50х25 миллиметров, применяют следующие параметры швеллера с уголком соответственно: 100х10, 150х10.
Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Принцип работы
Основным и главным отличием профилегиба от других аналогичных агрегатов является то, что он осуществляет гибку заготовок посредствам холодного проката без загиба.
Вне зависимости от своих конструктивных особенностей, все устройства данного типа работают по одному и тому же принципу.
Перед началом работ инструмент нужно в обязательном порядке хорошо раскрепить, используя при этом анкерные болты.
Также проводится внимательная проверка роликов. Они должны быть тщательно очищены от грязи и всевозможной смазки.







После этого агрегат нужно несколько раз обкатать в холостом режиме.
В случае выявления каких-либо неисправностей и дефектов в работе профилегиба, они устраняются до начала проведения работ.
Производит необходимые операции по изгибу металлических профилей можно только на исправном инструменте. На видео, которое размещено ниже, показан принцип работы универсального профилегиба.
Видео:
Перед началом работ также осуществляется проверка деталей, которые будут изгибаться на агрегате.
ВАЖНО ЗНАТЬ: Использование 3D фрезерно гравировальных станков по металлу
Заготовка должна быть чистой и иметь одинаковую прочность по всей своей площади.
После этого производится настройка роликов станка непосредственно под выполняемую работу.
Для этого отдаются крепежные гайки опорных, а также прижимных роликов, после чего они монтируются на валы через шпонку и прочно закрепляются.
Сама заготовка должна быть прочно зажата в пространстве между валами устройства и только после этого проводится прокатка, за счет которой и происходит необходимый изгиб.
Следует отметить, что в этом случае радиус кривизны для профиля задается при помощи поднятия и опускания вала, расположенного в верхней части профилегиба.
В устройстве ручного типа все необходимые действия на станке производит оператор.