Как сделать своими руками?
Для бытовых условий можно изготовить наиболее простой ручной трубогиб, работающий по принципу намотки.
Он собирается в таком порядке:
- На ровной горизонтальной или вертикальной поверхности закрепляется шаблон в форме полукруга с диаметром, равным диаметру изгиба. Его проще сделать из дерева. Толщина этой детали должна превышать размер трубы на 1,5-2 см.
- В месте заведения трубы на торец шаблона надежно крепится упор в виде деревянного или металлического бруска, толщиной примерно равной или большей толщины шаблона. Расстояние между упором и шаблоном должно быть равно диаметру. Идеальный вариант – изготовление в упоре проточки (лузы) по размеру трубы.
- Труба пропускается в зазор между упором и шаблоном, а один из ее концов закрепляется в тисках.
- Изгибание производится вручную за счет усилия, прикладываемого к свободному концу трубы.
Как облегчить процесс?
При необходимости изгибания труб большого диаметра требуются значительные усилия, что осложняет работу. Существуют определенные хитрости для облегчения гибки:
- Наиболее распространенный вариант – удлинение рычага. Внутрь круглой трубы следует вставить металлический стержень. При изгибании профильного изделия чаще удлинитель одевается сверху, чтобы не деформировать профиль.
- При работе с трубой, имеющей сварной шов, его надо располагать сбоку. Если он окажется снизу или сверху, то вероятность разрушения велика.
- Нагревание намного облегчает процесс. Его можно осуществить с помощью газовой горелки. Рекомендуется нагревать круглые трубы свыше 50 мм и профильные – при высоте более 30 мм.
Устройство трубогибочного станка и инструкция по его сборке
В процессе производства разного рода металлоконструкций применяют специальный станок для гибки профильной трубы, представляющий собой компактное и легко транспортируемое оборудование с разными видами приводов.
Агрегат имеет незначительный вес и без трудностей справляется с задачей сгибания металла холодным прокатом. А для достижения оптимальной кривизны вместе с трубогибом применяют специальные насадки для обработки разного рода металлоизделий.
Чтобы научится управлять таким агрегатом, важно изучить особенности его конструкции и основные принципы функционирования. Гибочный станок
Гибочный станок
- несущая рама из металлического профиля высокой прочности;
- три вала вращения, располагающиеся на отдельных осях и отвечающие за процесс сгибания профильной трубы на актуальный угол изгиба;
- механизм вращения рабочих валов;
- цепь для соединения элементов приводного механизма.
Станок ручной для гибки арматуры.
Все заводские и самодельные станки для гибки делятся на четыре вида, в зависимости от системы расположения и функционирования валиков:
- Агрегаты с верхним подвижным валиком ‒ самый простой вариант в плане механической составляющей.
В конструкции такого профилегиба только верхний валик может перемещаться, а ролик может быть гидравлическим или верхним ручным. Такое строение обеспечивает мастеру возможность выполнить точный расчет возможного радиуса для изгибания металлических деталей с минимальной погрешностью на присадку металла или незначительным градиентом при деформации профиля. - Оборудование с левым роликом способно выполнить те же функции, что и станки с верхним подвижным валиком.
Но, вдобавок к этому, оно отлично подходит для завивки спиралей, что первый тип профилегибов выполнить не может. Можно подобрать модель, оборудованную ЧПУ для контроля градиента изгибания. - Агрегаты с нижними роликами подходят для сгибания крупных профилей, благодаря равномерному распределению усилий гибки на два нижних вала и полностью гидравлическому механизму привода.
Каждый ролик при этом имеет собственный контроллер месторасположения. - Профилегибы со всеми подвижными роликами отличаются наиболее сложным механизмом, что позволяет им аккумулировать достоинства всех типов такого оборудования.
На заметку! Такое оборудование отличается по размерам, маркировке, стоимости и весу. Но для бытового использования подойдет и самодельный профилегиб, изготовление которого обойдется мастеру в небольшие деньги.
Чертеж
Первоначальным заданием при изготовлении гибочного станка для профильной трубы своими силами является создание чертежа гибочного станка. Его составляют самостоятельно или находят в готовом виде в интернете.
На многочисленных форумах мастеров и умельцев, работающих с металлоконструкциями, можно найти видеоролики с подробным описанием устройства трубогибочного станка и инструкциями по его сборке.
Сборка
После подготовки чертежа для самодельного трубогиба, можно приступить к сборке несущей рамы. Если оборудование планируется использовать для профильной трубы своими руками, то от использования сварки при сборке рамы стоит отказаться.
Конструкция трубогиба.
Такой метод соединения деталей не обеспечит станку максимальный уровень надежности. Лучше отдать предпочтение болтам, что позволит придать агрегату прочности и мобильности: при необходимости конструкцию можно будет разобрать.
Далее на трубогибочный агрегат монтируют рабочие валы: два немного выше столешницы рабочего стола, третий – над ними. Для фиксации подшипников применяются полумесяцы из 4-х миллиметрового металла.
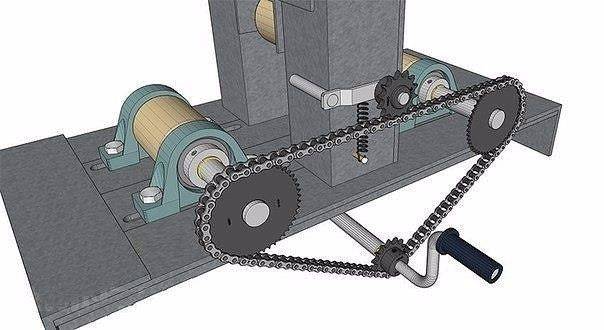
После установки рабочих валов на раму, собирают механизм их вращения из трех звездочек и цепи: две из них монтируют на оба нижних вала, а третью ‒ ниже.
Важно! Обязательно стоит предусмотреть возможность смены положения нижней звездочки, что позволит без трудностей выполнять натяжку цепи на профилегибочном агрегате. Для легкого управления оборудованием, на одной из звездочек зафиксируйте прочную ручку
Обязательно протестируйте станок для сгиба профиля после сборки, дабы исключить риск брака.
Классификация приспособлений для сгибания труб
Устройства для гибки стальных труб классифицируются:
- степень мобильности (фиксированная и переносная);
- по типу привода (ручной, электрический, гидравлический, электрогидравлический);
- по способу действия (перекатка (ролик), намотка, действие удочкой (арбалет), перекатка).
Суть воздействия трубогиба на трубу заключается в следующем.
С помощью этого метода фиксируется один конец трубы и используется фиксированная форма для придания ему необходимого изгиба. Прижимные ролики используются для катания продукта по шаблону.







Чертежи роликового станка
Обмотка
В таком устройстве труба прижимается к подвижному шаблону (ролику), на который она наматывается, протягиваясь между вращающимся роликом и специальным упором, установленным в начале точки изгиба.

Схема трубогиба, работающего по принципу намотки
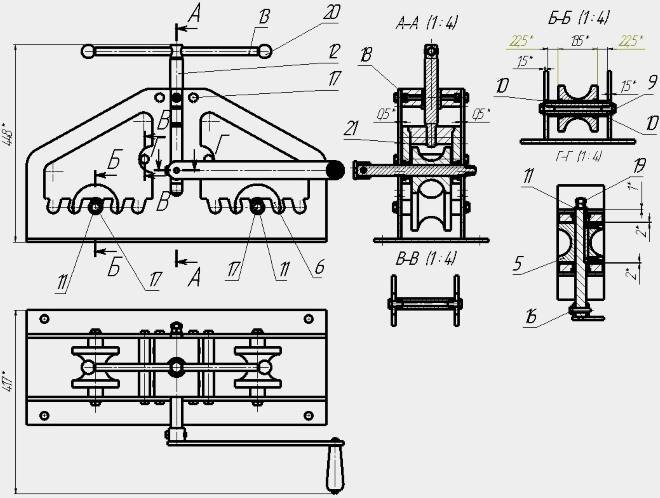
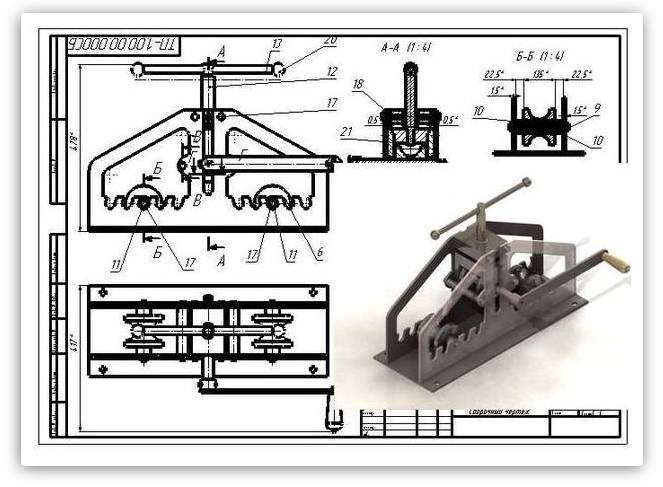
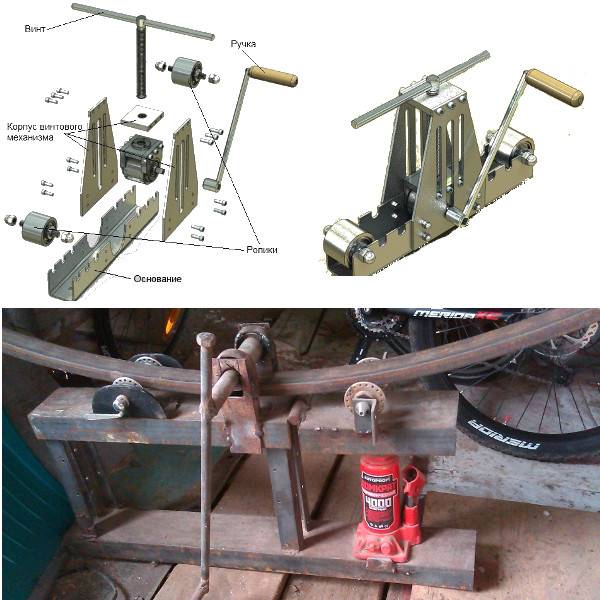
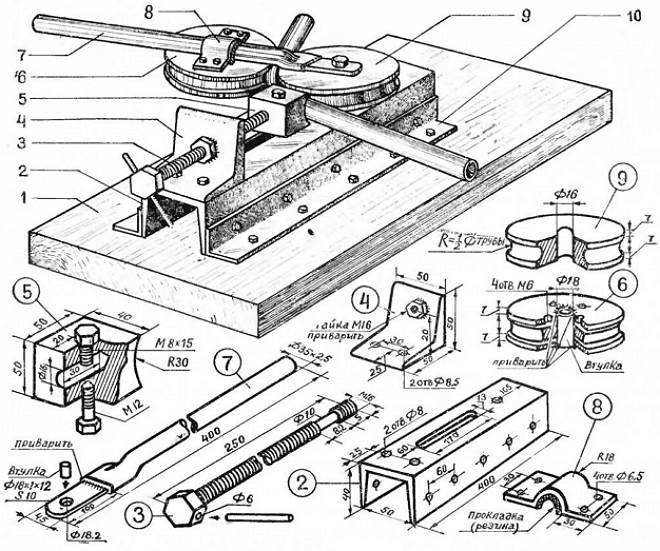
Станок для гибки листовых рессор
В таком трубогибе труба опирается на два закрепленных ролика, а изгиб выполняется шаблоном, закрепленным на подвижном стержне. Шаблон прижимается к центру неподвижного участка трубы, обеспечивая тем самым требуемый угол изгиба.
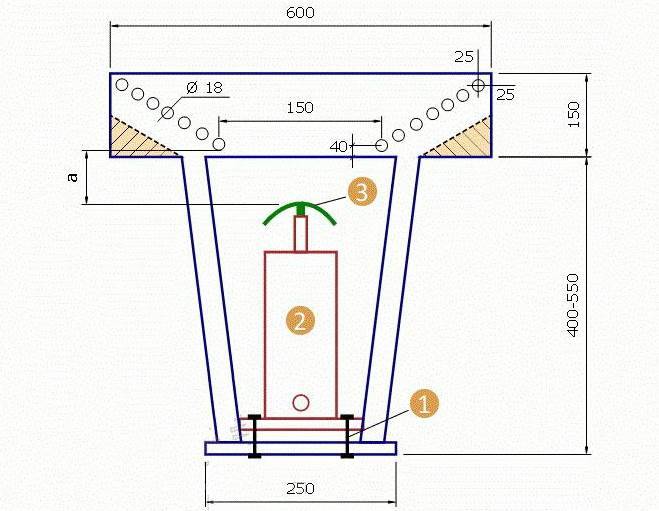
Схема изгиба арбалета: 2 — домкрат, 3 — башмак (пуансон)
Ролл или катить
Требуемый радиус изгиба достигается с помощью трехроликового устройства, конструкция которого состоит из двух опор и центрального ролика. Центральный ролик оказывает давление на трубу, положение которого определяет радиус ее кривизны. Вальцегибочная машина более универсальна, во всех остальных машинах радиус гибки зависит от используемого шаблона.

Компактный ручной трубогиб
Изготовить трубогиб, работающий по принципу намотки, непросто, поэтому в основном это устройство изготавливается промышленным способом. У арбалетного метода есть еще один существенный недостаток — давление ствола с прикрепленным к нему узором, который называется башмаком, сосредоточено в его верхней части. Такой способ воздействия на трубу приводит к ее значительному удлинению по внешнему радиусу кривизны, что может сопровождаться уменьшением толщины стенки и даже ее поломкой. В частности, не рекомендуется использовать метод арбалета для сгибания тонкостенных изделий.

Пример самодельного трубогиба накатного типа (петля
Станок, работающий по принципу ламинации (ламинации), практически не имеет всех вышеперечисленных недостатков, эта технология применяется при изготовлении гибов на заводе.
Трубогиб своими руками может быть различной конструкции. Выбирать ее тип следует в соответствии с радиусом изгиба нужной стальной трубы. Приведен перечень рекомендаций, согласно которым осуществляется подбор конкретной модели устройства для гибки стальных труб. Важными параметрами, которые следует учитывать, являются толщина стенки трубы и общий диаметр трубы. Перед началом работы с трубогибом не помешает ознакомиться с данными в таблице, где указаны максимально возможные радиусы гибки стальных труб.








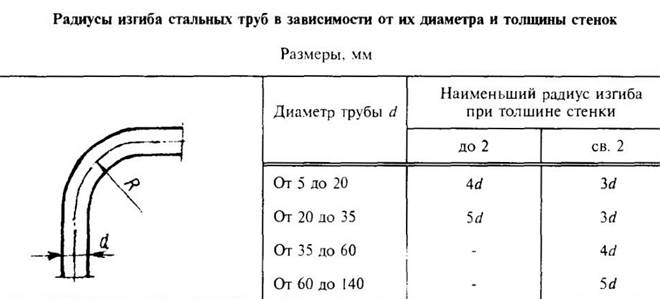
Зависимость радиуса изгиба от диаметра и толщины стенки трубы
Для достижения меньшего радиуса изгиба, чем указано в этих рекомендациях, следует использовать оправку или трубогиб горячей прокатки, которые в основном используются в промышленных условиях. Устройство со шпинделем сложнее изготовить в домашних условиях, поэтому их гораздо реже изготавливают самостоятельно, отдавая предпочтение поворотным.
Чтобы выполнить горячую прокатку трубы самостоятельно, можно прибегнуть к использованию трубогиба ручной работы, но при условии, что он полностью металлический и его каркас отличается высокой надежностью. Для выполнения такой технологической операции потребуется дополнительная паяльная лампа или газовая горелка.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой
ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда. Замерзшую профтрубу гнут на шаблоне
Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности. Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
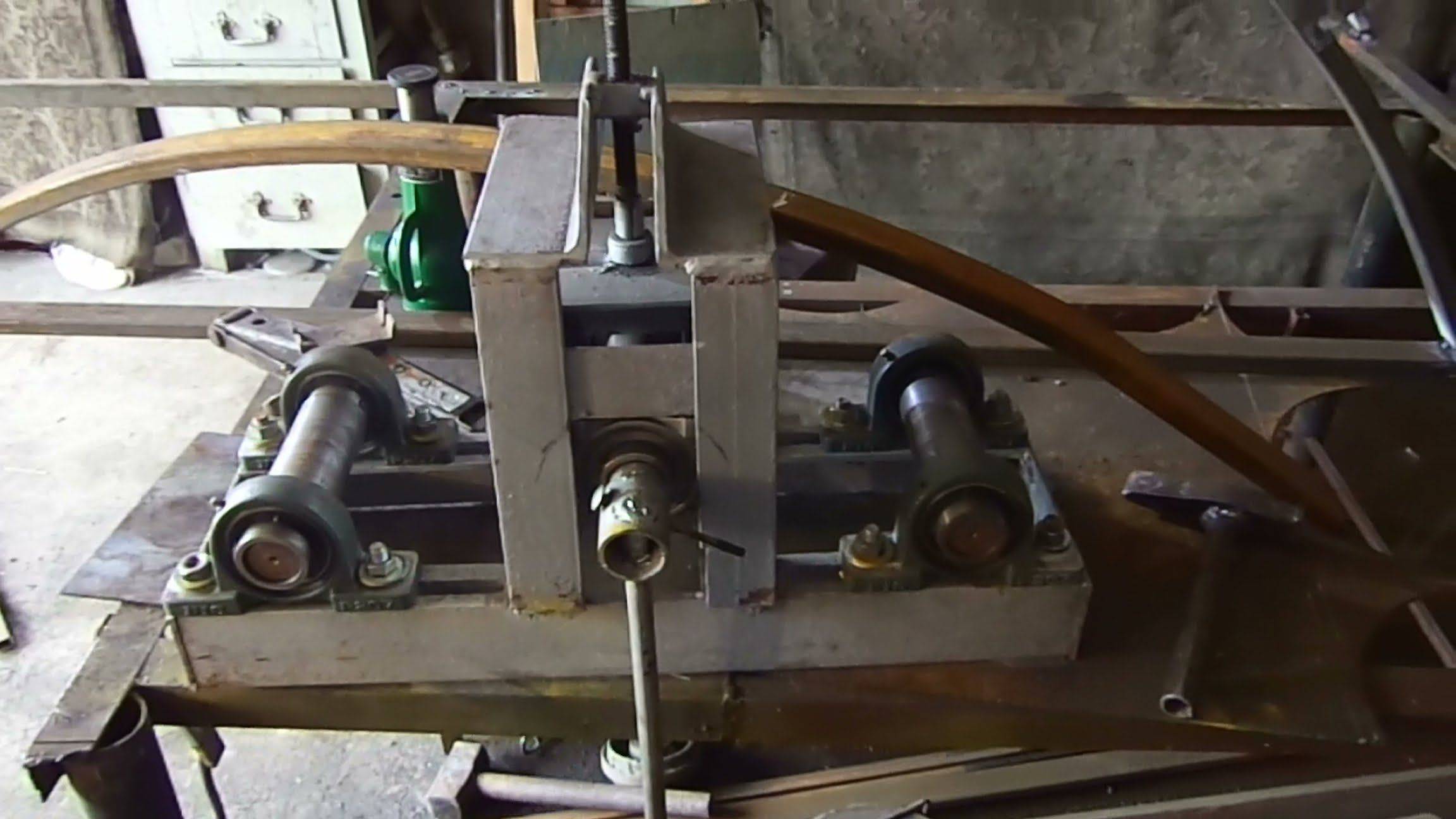
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
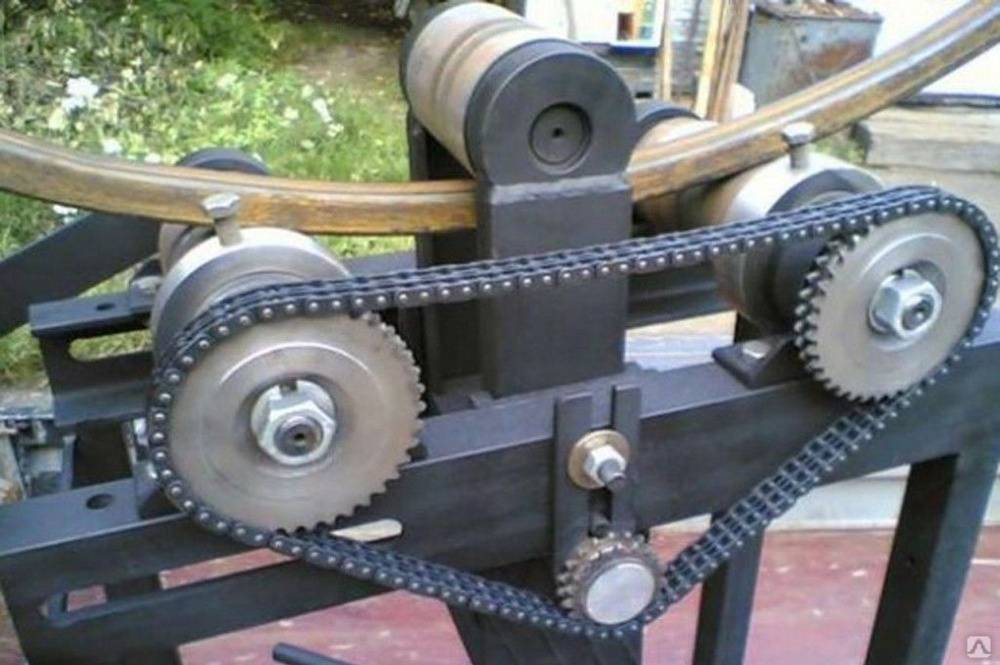
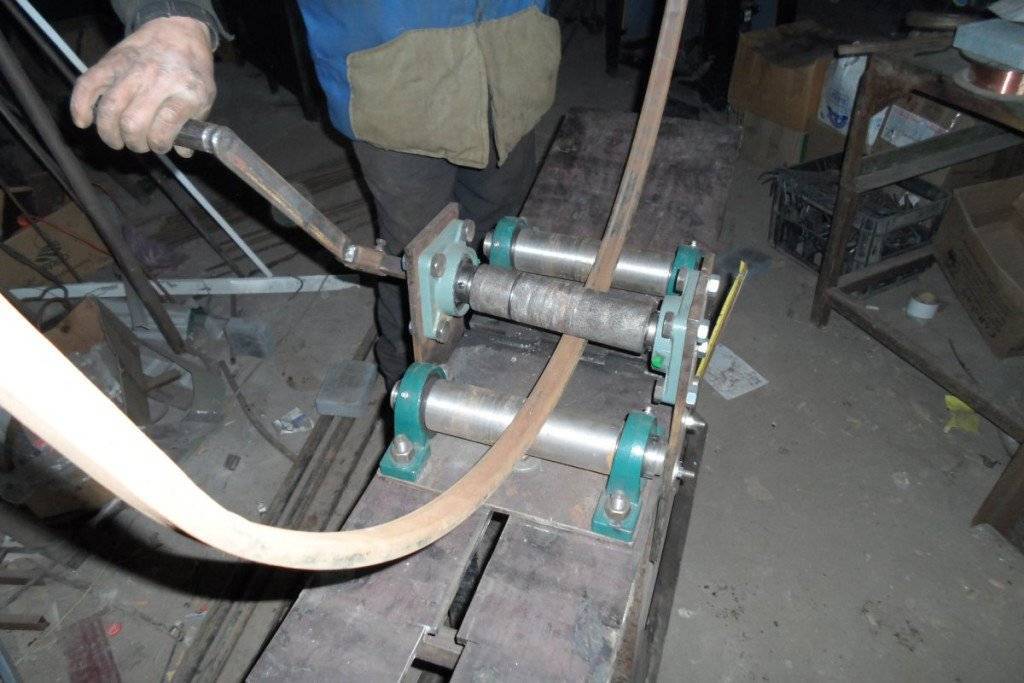
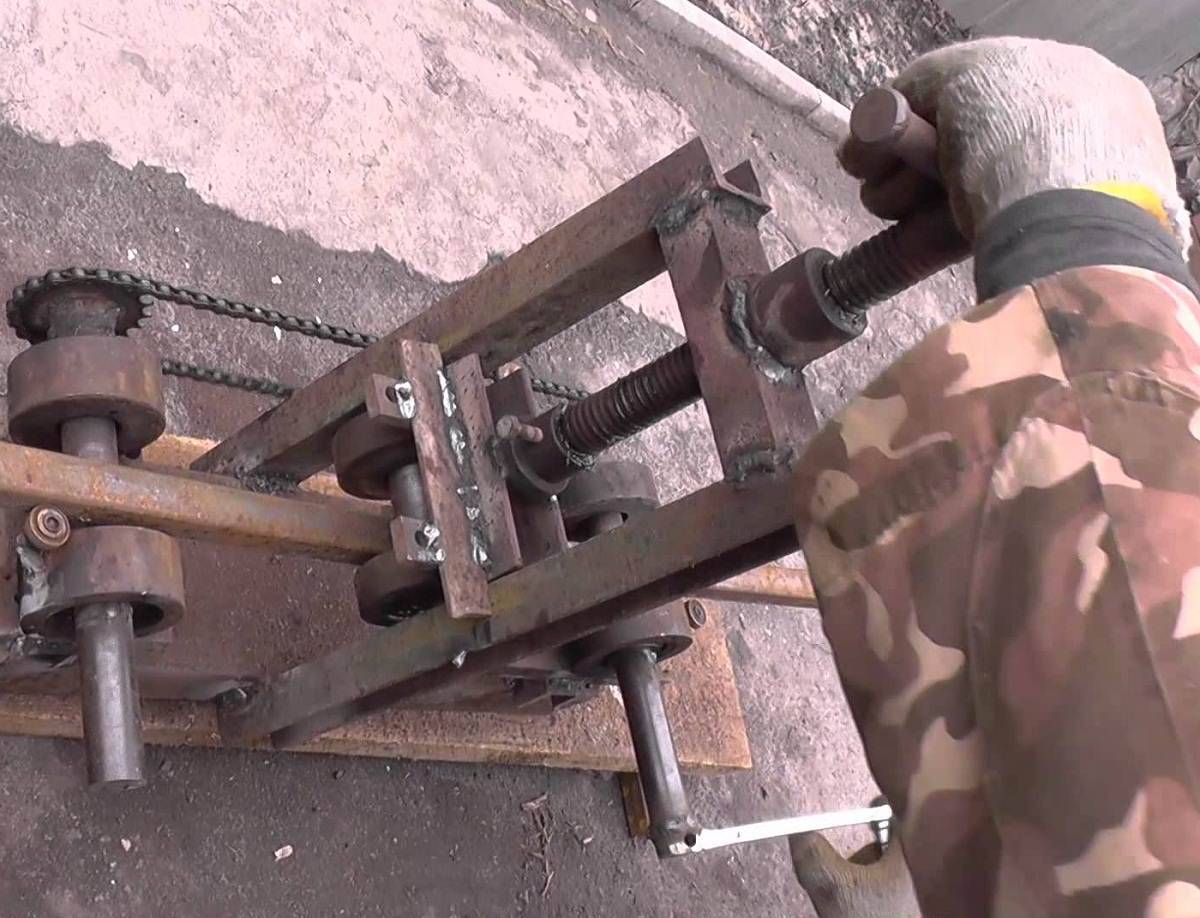
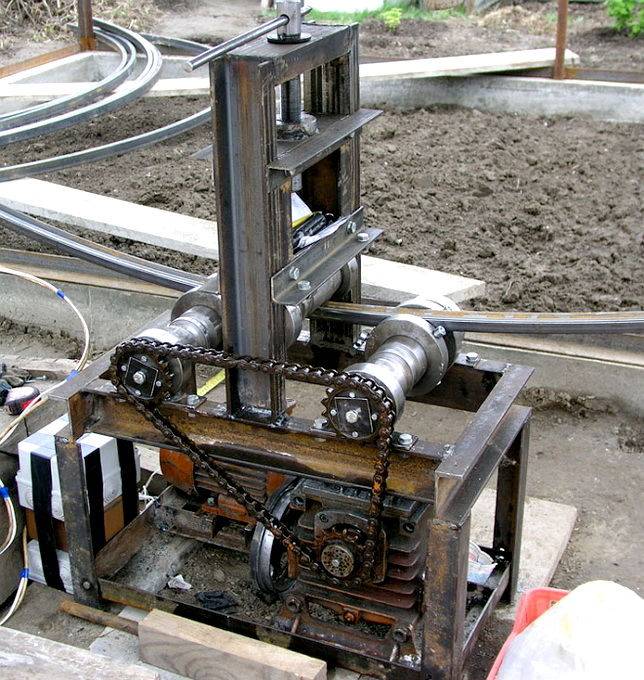
Трубогиб сделанный своими руками легко сгибает квадратную трубу
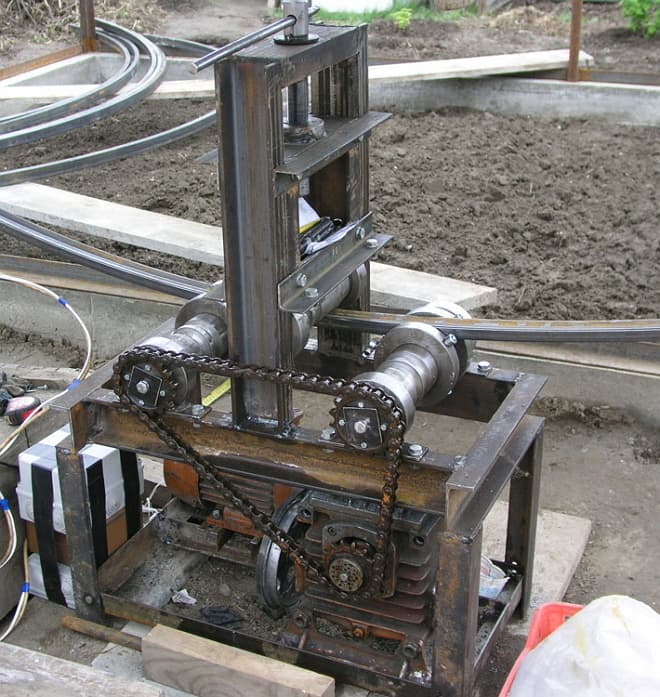
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».
Технология гибки профильных труб

наличие определенной твердости
Если говорить о назначении подобного оборудования, то оно заключается в выполнении щадящей деформации заготовки.
Чтобы заменить начальную форму детали требуемой, необходимо приложить определенные усилия, что может быть выполнено вручную либо с использованием электрического двигателя. В качестве механического устройства, которое может упростить задачу гибки металлического изделия, также может выступать пневматический или гидравлический пресс. В промышленности наибольшее распространение получили следующие виды станков для гибки труб:







- с ручным приводом;
- с электрическим приводом.
Чтобы получить более полное представление о конструкции станка для гибки профильных труб, лучше всего найти чертеж, где приведены все его составные элементы. При желании и наличии определенных навыков это оборудование может быть изготовлено и самостоятельно. Однако следует иметь в виду, что подобное оборудование будет демонстрировать невысокий уровень производительности.
Наибольшее распространение трубогибы простейшей конструкции получили в структурах жилищно-коммунального хозяйства. Предприятия, специализирующиеся на серийном изготовлении продукции, обычно прибегают к моделям трубогибов, оснащенным электрическим приводом. Каждое создаваемое при помощи подобного станка изделие в обязательном порядке удовлетворяет всем требованиям стандартов и техническим условиям.
Каждый раз, когда приходится изготавливать новое изделие, в обязательном порядке выполняется настройка станка для гибки профильных труб. Если говорить подробнее об этой процедуре, то она включает в себя следующие действия.
- Сначала необходимо вставить в трубогиб шаблон, имеющий геометрические формы создаваемого изделия.
- После этого занимаются подгонкой всех рабочих узлов трубогибочного оборудования.
- Закончив работу с настройкой трубогиба, начинают сгибать несколько образцов изделия, а затем сопоставляют их с шаблоном.
- Когда приходится иметь дело с большим количеством заготовок, то необходимо сделать сверку готовых изделий на предмет того, что они обладают необходимыми параметрами. Если между готовыми изделиями и шаблоном обнаруживаются серьезные отклонения, то приходится выполнять повторную настройку трубогибочного оборудования.
Арбалетный трубогиб
Основой арбалетного самодельного механизма является металлическая рама. Ее сваривают из швеллера и металлических уголков. Внутри этой основы устанавливаются два вальца (их должно быть два), домкрат и прижимной башмак. Последний необходим для формирования усилия, которое будет нацеливаться на изгибаемое изделие. Подробно все тонкости сборки арбалетного трубогиба представлены в видео.
Арбалетный трубогиб
Мы лишь хотим заметить, что такие самодельные устройства допускается использовать для изгибания круглых по сечению труб. Профильные изделия арбалетный станок, как правило, деформирует. А теперь давайте попробуем сделать высокотехнологичное приспособление, функционирующее по принципу прокатки. Его главными элементами являются вращающиеся ролики. Всего в конструкции такого трубогиба их три. При этом один из роликов будет выполнять функцию прижимного.
Принцип работы прокатного приспособления понять несложно. Он основывается на том, что давление ролика (прижимного) на трубу постепенно повышается. Причем нагрузка на обрабатываемую заготовку повторяется на всех положениях подвижного роликового элемента. За счет такой схемы изделие изгибается по самой щадящей технологии.
А вот остальные элементы агрегата – рычаг для прокрутки роликов, крепеж, оси роликов, следует делать из металла. Заметим, что в последнее время ролики изготавливают и из полиуретана. По своим характеристикам он ничем не уступает металлу. Описывать процедуру сборки прокатного механизма мы не будем. Просто посмотрите предлагаемое видео, и вы гарантированно сможете сделать такой станок самостоятельно. Правда, времени на его изготовление придется потратить немало. Но зато вы получите в свое распоряжение по-настоящему эффективный трубогиб.
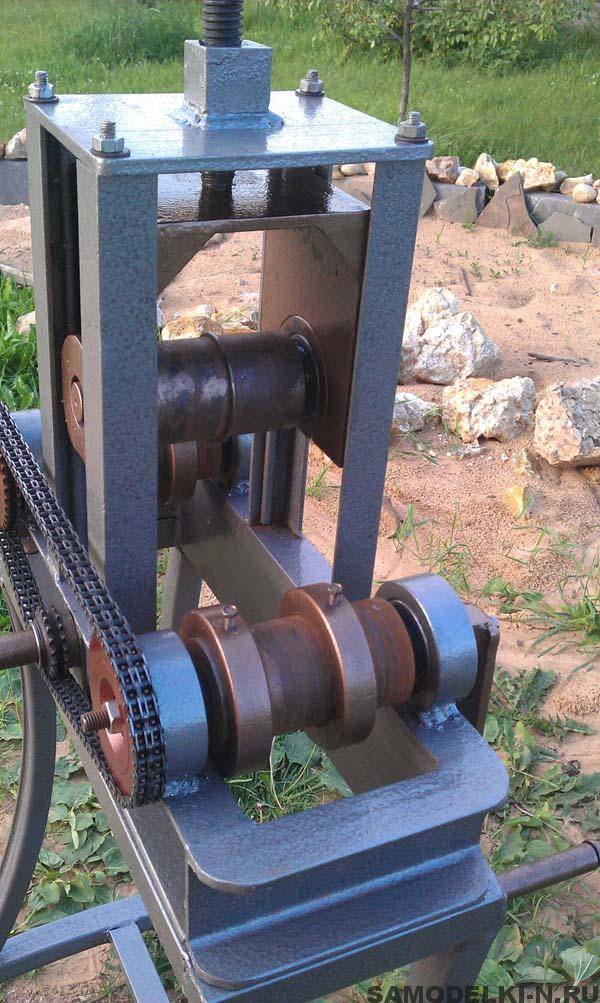
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
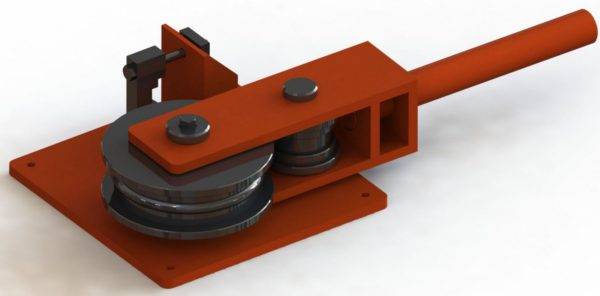
Трубогибы намоточного типа
Примерами таких устройств являются гидравлические гибочные машины, используемые для гибки круглых труб. В конструкции такого устройства имеется мощный шкив, к которому труба крепится в месте изгиба. Этот шкив закреплен на надежной станине, а в его основании находится шток, приводимый в действие домкратом. На штангу с помощью домкрата создается значительная сила, которая передается на рычаг, который вращает шкив и наматывает на него трубку. Рычаг может свободно вращаться вокруг оси шкива и соединен с ним посредством отверстий, расположенных по его окружности.
Рабочий пример такого трубогиба можно увидеть на видео ниже:
Подобный механический трубогиб можно сделать и вручную с помощью реечного домкрата. При использовании этого устройства требуются дополнительные физические нагрузки.
Пример работы на видео:
Примеры такого типа устройств включают самодельные гибочные станки с деревянными роликами. При работе с такими устройствами для гибки труб круглого сечения необходимо прикладывать значительные физические силы, которые уменьшаются подвижным вращающимся роликом.
Пример на видео ниже:
Трубогиб профильной трубы: виды
Существует несколько классификаций профилегибов: по мобильности (стационарные, переносные, носимые), типу передаточного механизма и типу привода. Последнее разделение является наиболее важным для того, чтобы понять устройство станка для гибки профильной трубы и сделать его своими руками.
Ручное устройство с валиками
Сложный гибочный станок, сделанный своими руками
Гибочный станок для профильной трубы может быть исполнен с одним из трех видов привода: ручным, гидравлическим или электрическим.
Гидравлический трубогиб для профильной трубы
Профилегиб данного типа широко распространен в промышленности за счет способности обрабатывать детали любых размеров быстро и качественно. Кроме того, такое устройство часто применяется при работе с трубопроводами водоснабжения и канализации.
Ручной гидравлический профилегиб
Несмотря на сложность устройства гидравлического трубогиба, своими руками его сделать вполне возможно. Необходимо лишь наличие небольшого опыта работы с промышленным оборудованием.
Гидравлический трубогиб своими руками: чертеж
Трубогиб для профильной трубы с электрическим приводом
Данное оборудование те очень большое и тяжелое, однако требует стационарной установки. Профилегибы с электрическим приводом способны выполнять точные работы без потери качества. Они могут быть полностью электрическими или электромеханическими. Второй тип дешевле, но требует частичного ручного управления. Электрические устройства могут быть оборудованы автоматикой для длительной автономной работы (правда, стоимость таких трубогибов довольно высока).
Электромеханическое устройство способно гнуть изделиялюбого сечения, достаточно лишь купить ролик для трубогиба профильной трубы необходимого размера
Используются устройства данного типа в основном на предприятия и в частных мастерских. Для гибки профильных труб в домашних условиях лучше подойдет ручной трубогиб.
Ручной профилегиб
Наиболее популярный вариант среди владельцев небольших мастерских и людей, занимающихся гибкой труб в домашних условиях.
Фото трубогиба для профильной трубы с ручным приводом
Достоинства данного устройства:
- Низкая стоимость. Ручной профилегиб можно купить по весьма привлекательной цене из-за простоты устройства и небольших затрат на производство.
- Малый вес и мобильность. Его легко переносить с места на место, так как конструкция не предусматривает основания.
- Редкие поломки. Благодаря отсутствию электроники, ручной профилегиб редко выходит из строя. А если это произошло, ремонт не отнимет много времени и денег.
- Возможность сборки самодельного трубогиба. Станок для гибки профильной трубы можно сделать в домашних условиях (например, трубогиб из домката).
Небольшой ручной профилегиб всегда можно взять с собой для облегчения монтажных работ по отоплению или газоснабжению
Недостатки:
- Относительно невысокая точность работ. В ручных приспособлениях нет аппаратного управления, поэтому точность гибки зависит только от ваших навыков.
- Необходимость приложения физических усилий.
- Невозможность работы с большими размерами. С помощью ручного устройства можно гнуть детали с максимальным размером 4х4 см.
- Затрата большого количества времени для максимально точного исполнения.
Небольшое ручное устройство в действии
Таким образом, для работы дома ручного устройства вполне достаточно. Если же вы будете проводить большой объем работ, и использовать при этом заготовки большого размера, стоит присмотреться к электронным или гидравлическим трубогибам.
Изготовление трубогиба собственноручно
Если вы живёте в частном секторе и постоянно что-то строите или ремонтируете, то без этого инструмента вам обойтись не получится. Он нужен практически всегда при работе с металлоизделиями и многими другими материалами. При строительстве или монтаже любая постройка, будь то навес, теплица или садовые качели, требует применения трубогиба.
Некоторые умельцы используют этот инструмент и для изгибания деревянных конструктивных деталей, хотя, в принципе, трубогиб для этого не предназначен – для работы с деревом используются другие инструменты. Рассмотрим, как изготовить трубогиб своими руками в домашних условиях из материалов, которые валяются под ногами.
Самый лёгкий и доступный способ. Изготавливаем полукруг из куска дерева нужного радиуса. Из хороших досок следует выпилить пилой полусферу строго по макету. Заготовки фиксируются на прочной основе (стол или стена). Примите к сведению то обстоятельство, что доски должны быть шире размеров труб, которые планируется изгибать, в противном случае труба соскочит с макета и получится проблема. На полукруге, в другом его конце, делается упор. Если все сделано правильно труба войдёт между макетом и упором, и с ней можно начинать работать.
Как провести испытания, после того как сделали трубогиб своими руками? Очень просто. Необходимо поместите деталь, которую необходимо изогнуть, между упором и макетом. Потом можно надавить на деталь с другого конца и получить желаемый угол изгиба. Главное – давить аккуратно, чтобы не передавить.
Средний уровень сложности. В строительном магазине купите металлические крючки, главное, чтобы они были достаточно прочные. Зафиксируйте их на прочном основании, полукругом, на расстоянии около 50 мм друг от друга. Суть работы этого устройства аналогична работе первого варианта, тут также нужен упор, который крепится с другой стороны полукруга. Плюс этого типа трубогиба заключается в возможности проведения работ с деталями самых разных размеров.
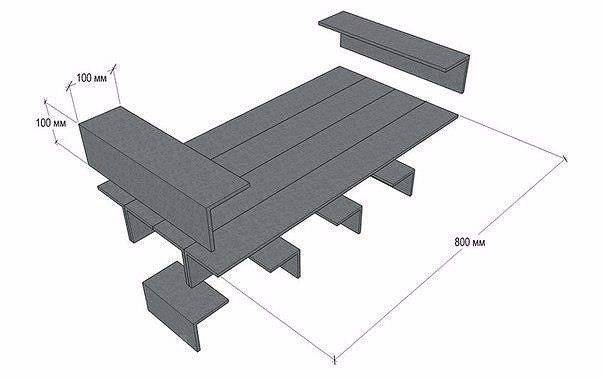
Функциональный трубогиб. Самый сложный по изготовлению, но зато и более функциональный в использовании трубогиб, позволяющий изогнуть любое изделие не менее чем на 360 градусов. По своим возможностям он не отстает от гидравлического аппарата. Правда, сделать его сложнее, чем два выше приведенных варианта, но если сделать все правильно, то вы получите прекрасный агрегат. Вам понадобятся:
- стальные пластины длиной примерно 0.3 м и толщиной около 5-10 мм, две штуки;
- стальные уголки 50х50 мм, четыре штуки;
- деревянный макет толщиной не более 30 мм, изготавливается точно так же как и первые два варианта.
Конечно, для изготовления трубогиба своими руками чертежи будут очень даже кстати. Хотя бы предварительные наброски на металле, поскольку переделывать будет сложно. На макете закрепляются уголки длиной до 0.3 м. При помощи сварочного аппарата привариваете стальную пластинку к уголку. Просверливаете отверстие с радиусом больше диаметра той заготовки, которую вы вставите в него. К пластине, расположенной сверху, прикрепляются уголки, которые, будут смотреть вниз конструкции. Изделие готово к использованию.
Итак, зачем идти в магазин, если есть желание и время создать трубогиб самому, своими собственными руками? К тому же это способ сэкономить деньги. Расходные материалы на его конструкцию настолько просты, что найдутся дома у любого человека.
Выбирайте любой из понравившихся способов изготовления трубогибов и дерзайте. Приятной работы!
Особенности самодельного трубогиба
Чтобы изделие получилось качественным, сечение профиля не должно изменяться при изгибании. Поэтому конструкция трубогиба должна быть внимательно просчитана.


Простой трубогиб должен включать такие узлы:
- Рама. Лучше всего делать из швеллера.
- Ролики для подачи трубы, смонтированные с разных сторон рамы.
- Подающий узел из винта и рукоятки.
- Опорные детали, смонтированные посередине рамы.
- Подающая рукоять, соединённая с роликами.

Соорудить подобный инструмент достаточно легко и в домашних условиях. Крепить детали лучше болтами для увеличения надёжности. Оптимальное основание для инструмента – слесарный верстак.

Прижимной узел нужно делать на основе винта, чтобы точно контролировать угол изгиба. Таким образом можно в домашней мастерской выполнять качественную и точную гибку практически любых труб.








Как самостоятельно сделать трубогиб для профильной трубы?

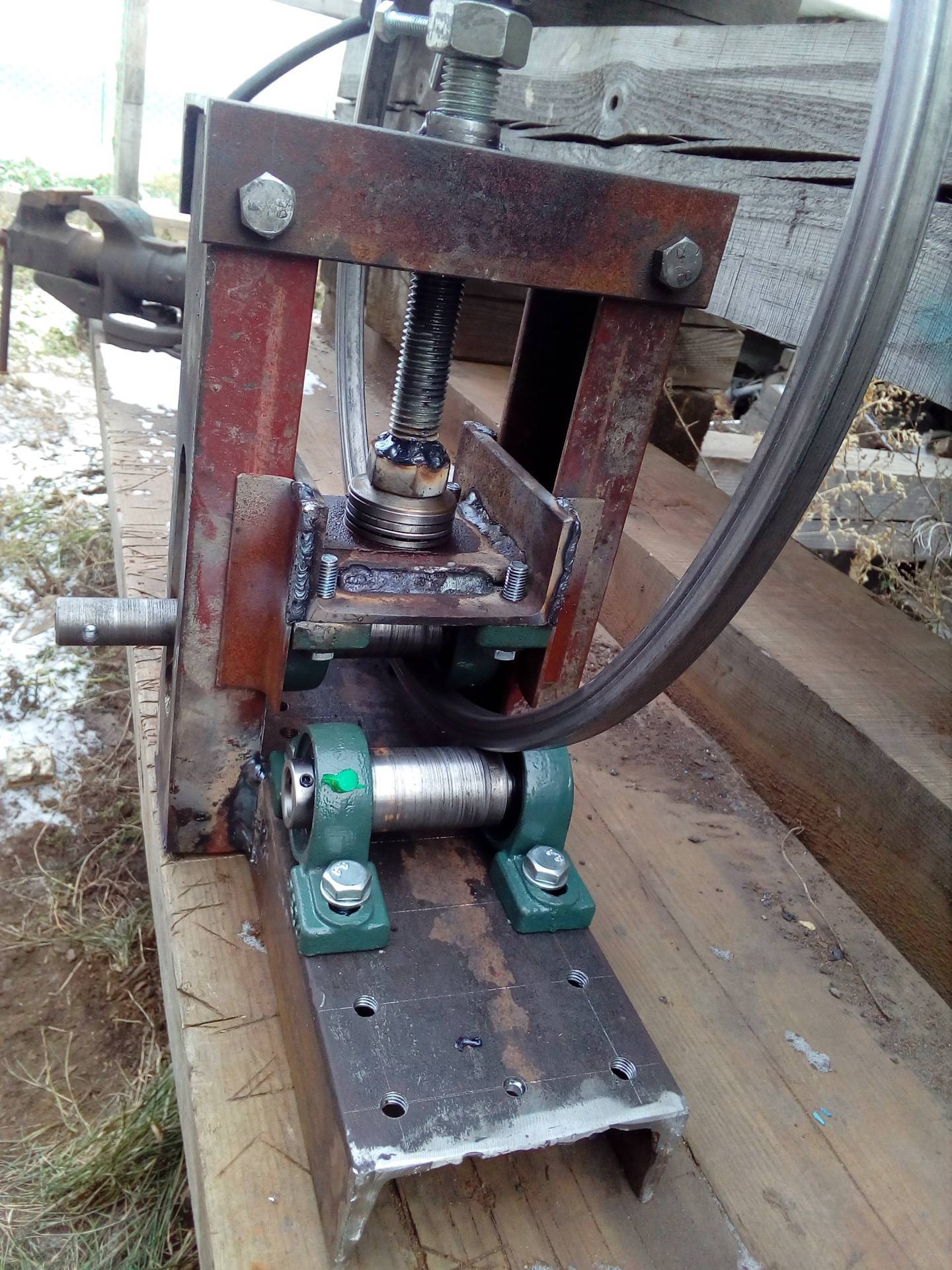
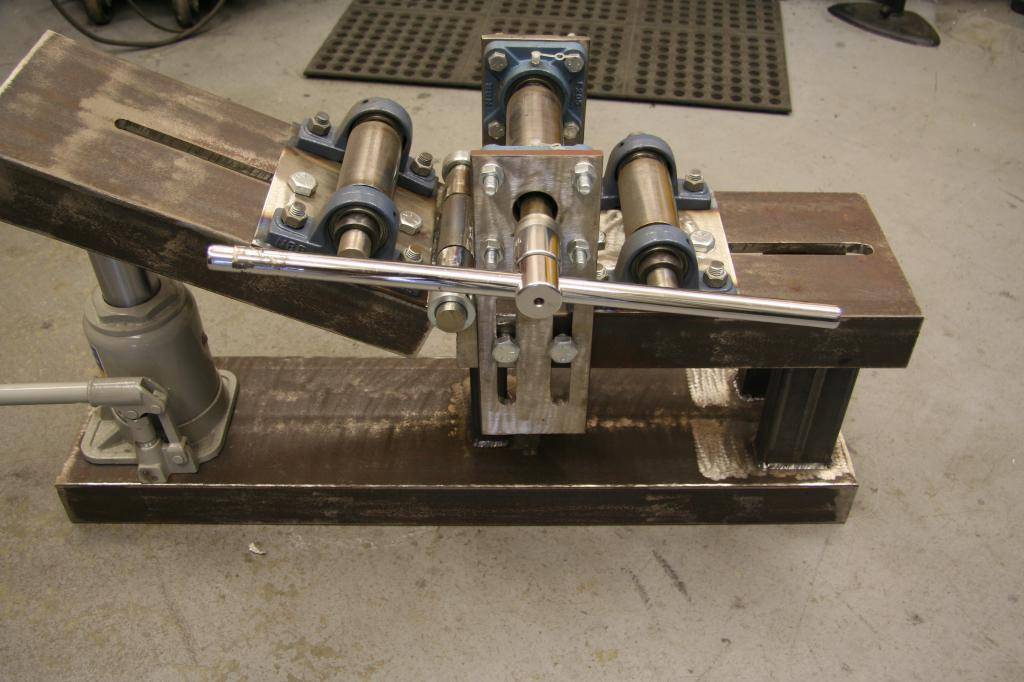
При работе с профильными трубами указанный выше вариант не может использовать. Поместить в крюки прямоугольные или квадратные изделия просто не получится. Поэтому для работы с подобным металлопрокатом нужно собрать специальный роликовый трубогиб. Ознакомившись с чертежами и правилами сборки станка, можно сделать действительно удобный и практичный станок. Для его изготовления потребуются: металлический каркас из стального профиля (изготавливается самостоятельно), домкрат, 3 вала, ролики. О том, как сделать трубогиб своими руками, расскажет следующая инструкция:
1. Изготовить металлический каркас из стальных профилей. К нижней части можно дополнительно приварить крепления, с помощью которых он будет фиксироваться на столешнице. Между нижней (опорной) и верхней частью (на ней будут располагаться валы) размещаются 2 вертикальные опоры: в центре или с одной из сторон. С другой стороны без опоры часть профиля с валиком будут подниматься, поэтому она должна прикрепляться к остальной конструкции болтами. Для подъема этой части будет использоваться домкрат.
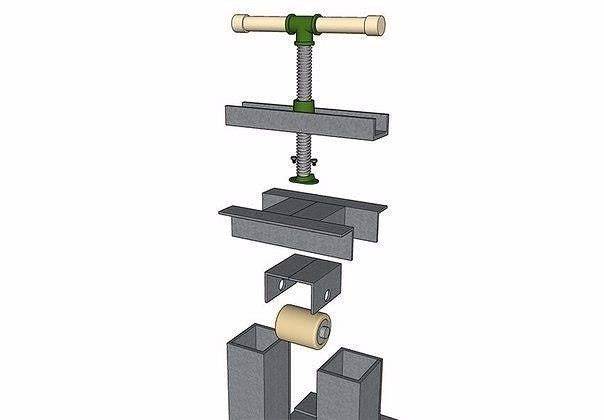
2. К готовому каркасу с подъемной движимой частью привариваются валы. Пара располагается слева и справа, ближе к краю. Под третий прижимной вал нужно заготовить опоры. К ним он должен привариваться.

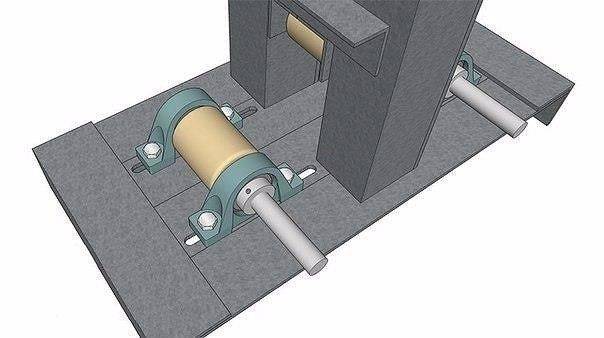
3. К прижимному валу приваривается ручка из стальной трубы. Она поможет вручную проводить изгиб трубы.

4. Чтобы изгибаемая труба не смещалась, необходимо приварить между боковыми валами и прижимным валом по паре вертикальных валов и роликов. Проходя между тонким валом и роликом, труба не будет значительно сдвигаться в сторону, что обеспечит аккуратность проведения работ.
5. В завершении под движимую часть профиля с боковым валиком монтируется домкрат (можно использовать гидравлический бутылочный или обычный реечный). При необходимости его можно зафиксировать на каркасе.
Перед началом работ обязательно нужно изучить параметры используемого домкрата и в соответствие с его размерами заготовить каркас. Предварительно рекомендуется нарисовать схемы с подробным описанием указанных деталей: это позволит избежать ошибок при сборке станка. Металлический каркас и вспомогательные элементы обязательно нужно качественно сваривать. В противном случае при значительном усилии они могут просто отсоединиться, что приведет к необходимости повторной сварки станка. Также стоит изучить прилагаемые фото и видео материалы, позволяющие ознакомиться с особенностями изготовления и использования самодельных трубогибов в быту.
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
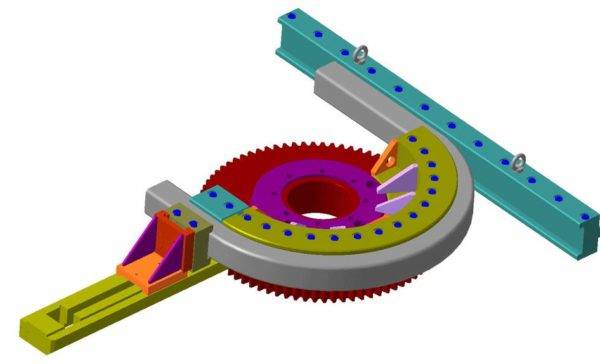
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.