Особенности сварки бытовых трубопроводов
Основные задачи сварки бытовых трубопроводов – надежное соединение труб при монтаже или герметизация их при ремонте поврежденных участков. С учетом функционального назначения системы, основными требованиями, предъявляемыми к сварным швам, являются:
Нормы на сварные швы.
- Механическая прочность.
- Герметичность при избыточном внутреннем давлении.
- Стойкость к воздействию среды, находящейся внутри при повышенной температуре.
- Аккуратный внешний вид.
Кроме того, при формировании шва должно быть выполнено важное условие: он не должен создавать сопротивление для движения носителя (вода, пар, газ), т.е. не должен сужать внутренний диаметр трубы
Условия проведения работ имеют свою специфику. Вопрос, как сваривать трубы электросваркой, приходится решать непосредственно на месте монтажа трубопровода, а при ремонте – на уже смонтированной системе. В этих условиях возникает основная проблема – ограниченная доступность к поверхности трубы, расположенной близкок стене, полу или потолку. Трубная конструкция может расположиться в разных местах, на различных уровнях; поэтому варить металл придется и внизу у пола, и вверху возле потолка. При этом труба может располагаться горизонтально, вертикально, под углом и по дуге.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах. Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем
Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы. Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода. После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения. Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги. При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе. Отключив аппарат,нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу. Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров
Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
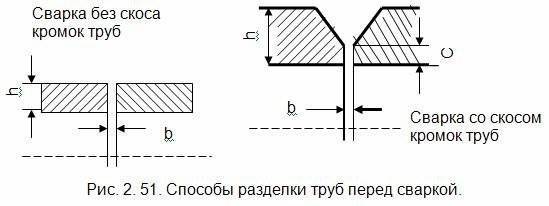
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.










Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
 Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе. Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку
Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
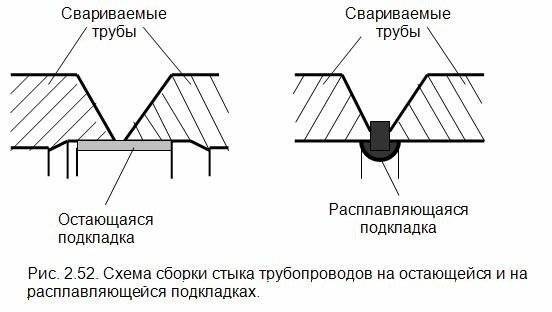 Схема сборки стыка профильных труб.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Основные приемы сварки труб
Соединение частей магистральных трубопроводов может выполняться разными способами:
- Варить трубу встык. Соединяемые поверхности располагают напротив. Это самый распространенный способ, который характеризуется простотой исполнения. Однако, есть и некоторые сложности. Справится с ними будет намного проще, если учесть некоторые нюансы. Во-первых, сварочный шов лучше формировать по направлению от нижней части вверх. Во-вторых, металл следует проваривать на всю толщину стенки трубы.
- Внахлест. Метод может использоваться только в случаях, когда соединяемые поверхности имеют небольшие различия в диаметре и один из них плотно входит в другой. это может быть разница в размерах труб или же специальная механическая обработка торцевой части одной из них – развальцовка.
- Тавровое. Такой способ соединения подразумевает расположение поверхностей под прямым углом относительно друг друга.
- Угловое. Две части соединяются между собой под углом меньше 90 градусов.
Выбор электродов
В большинстве случаев сварку металлических труб отопления ведут плавящимися электродами. При толщине стенок до 5 мм достаточно диаметра 3 мм, до 10 мм — 4 мм. Величина сварочного тока при соединении встык устанавливается 90 — 110 А, внахлест — не менее 120 А. Неплавящиеся электроды из вольфрама или графита с использованием присадочной проволоки и инертного газа используются редко. Область применения стальных электродов зависит от состава покрытия:
- целлюлозное (с маркировкой C) предназначено для сварки магистральных трубопроводов большого диаметра;
- с рутилово-кислым (RA) часто применяются при монтаже коммунальных систем водо и теплоснабжения;
- рутиловое (RR) позволяет создавать швы лучшего качества, чем предыдущий вариант;
- рутилово-целлюлозное (RC) повышает прочность сварочного соединения при вертикальном монтаже;
- универсальное (B), оно же основное, используется при сварке труб разного диаметра и толщиной стенок, работающих в широком диапазоне температур.
Выбор инструмента и настройка оборудования
Несмотря на все сложности, работа с трубами, находящимися под давлением, вполне осуществима. Главное – верно отрегулировать рабочие режимы и подобрать подходящие инструменты.
Например, лучшие электроды для сварки водопроводных труб выглядят следующим образом:
УОНИ 13/55. Универсальные элементы, позволяющие ремонтировать трубы, изготовленные из стали вне зависимости от степени легирования и содержания углерода.

Сформированный шов характеризуется оптимальным сочетанием прочности, пластичности и вязкости, выдерживает высокие эксплуатационные нагрузки без образования повторных свищей и разрушения. Новички могут испугаться того, что в процессе работы электрод прилипает к металлу, но избавиться от этого очень легко, нужно просто удлинить дугу.
За несколько минут работы можно выработать неплохой навык, почувствовать все тонкости и преимущества электрода.
МГМ-50К. Новая разработка, оптимизированная для работы с трубами, находящимися под давлением.

Основная особенность в том, что вокруг дуги формируется пузырь газа, оттесняющий пар или жидкости, что улучшает условия, в которых проводится сварка, облегчает задачу, позволяет достичь необходимого результата.
Электрод подходит для работы с трубами и из стали с высоким содержанием углерода, и с низколегированными сортами. Допускается работа на загрязненных поверхностях и металле, уже имеющем признаки коррозионных повреждений.
Посмотрите интересное видео, какие электроды лучше использовать для сварки труб:
Полезно придерживаться также следующих рекомендаций:
- Увеличение силы тока поможет достичь необходимой стабильности дуги, снизится вероятность прилипания электрода из-за того, что наплавляемый металл быстро остывает и прилипает к основанию.
- Электроды предварительно прокаливаются, а место работы прогревается газовой горелкой. Пламя испаряет просачивающуюся из трубы жидкость, повышается уровень сцепления наплавляемого металла с основой.
- При выборе напряжения стоит ориентироваться на собственные предпочтения.
Новичкам же стоит знать, что:
- переменный ток формирует более стабильную дугу, дает возможность работать даже под внушительным водяным слоем, но итоговое качество шва не слишком высоко;
- постоянный ток, в свою очередь, помогает добиться максимальной глубины проникновения наплавляемого металла и прочности шва, но вот непосредственно работа в среде повышенной влажности дается тяжелее.
Полезное видео для новичков, как варить трубу с водой, при ремонте теплотрасы:










Варим трубы электродуговым агрегатом
Сварка квадратных труб электродуговым оборудованием своими руками не считается сложной технологией. Выполнить такую сварку просто даже мастеру с минимальным опытом сварных операций, поэтому данный метод соединения металлопроката очень востребован среди сварщиков.
Электродуговой агрегат позволяет без труда сваривать изделия в труднодоступных местах.
Важно! Посредством дуговой сварки можно варить металлические тубы любого сечения и любой толщины стеночек. Но если металлопрокат имеет стенки с толщиной, превышающей 4 мм, сварные операции с ним должны осуществляться при условии выполнения предварительной подготовки сварной кромки с торца изделия. Особенности сварки профильных труб
Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей
Особенности сварки профильных труб. Электродуговая сварка ферм своими руками из профильной трубы требует наличия сварного аппарата и электродов, а также защитной одеждой и специальных фиксаторов для профилей.
Технология может реализоваться разными методами:
- выполнение соединений встык;
- организация сварных швов внахлест;
- тавровые швы;
- соединения, выполненные под удобным углом.
На заметку! При сварке фермы из профильной трубы специалисты рекомендуют располагать швы в нижней позиции, если это допускают условия работы.
Изготовление разного рода металлоконструкций из профильных труб стоит организовывать в условиях специальных помещений. К примеру, сварку раздвижных ворот стоит выполнять в мастерской или просторном гараже, приспособленном под данную работу.
Концы свариваемых труб следует зачистить и обезжирить перед началом работы, чтобы обеспечить кромкам изделий максимальную цепкость.
Если толщина стеночек металлического профиля превышает 4 мм, следует подготовить кромку посредством фаскоснимателя. Это позволит сформировать шов в несколько слоев и сделать стык более долговечным и надежным.
Металлопрокат с меньшей толщиной варят в один шов
При этом детали важно зафиксировать на специальном столе. Трубу с меньшей толщиной стенок нужно сваривать в один шов, также закрепляя детали на специальном столе. Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку
Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия
Если металлопрокат имеет сечение более 10х10 мм, специалисты рекомендуют наносить точечные прихватки в некоторых местах и только потом выполнять сварку. Скорость ведения электрода подбирают исходя из скорости плавления металла, но нельзя допустить его протекания во внутренний просвет изделия.
Схема сборки стыка профильных труб.
Чрезмерно медленная скорость ведения электрода приводит к прожигу при сварке тонкостенного металла. Электрод двигают елочкой или из стороны в сторону.
Режим дуговой сварки профильных труб полностью зависит от типа и силы тока, диаметра сварной проволоки, а также выбранной полярности. При этом силу тока подбирают в пределах 20-90 А, учитывая сечение сварного электрода.
Если профилированные трубы варят электродом малого сечения, понадобится постоянный ток с обратной полярностью. При выполнении сварного шва на поверхности образуется шлак, который нужно периодически сбивать.
Также следует учитывать, что зачищенный после остывания сварочный шов будет более надежным, если обработать его специальными антикоррозийными средствами.
Проблематика вопроса заключается в том, что разогретый до высокой температуры сварной шов гораздо быстрее покрывается ржавчиной, теряя прочностные характеристики. Обработка антикоррозийным составом не займет много времени, но значительным образом продлит срок службы металлоконструкции из профильной трубы.
Диффузионный способ пайки ПЭ труб
На сегодняшний день полиэтилен все еще не имеет такого авторитета как металл или металлопластик, но по факту его прочностные и эксплуатационные характеристики ничуть не хуже. Современные технологии на этапе производства позволяют сделать ПЭ трубы качественными и надежными. Наиболее интересным способом их сварки считается диффузионный, не требующий использования специального оборудования. Даже новичок сможет выполнить сварочные работы данным способом.

Полиэтилен высокого и низкого давления (ПВД и ПНД) – это одни из самых популярных полимерных термопластов, пользующихся высочайшим спросом при организации самых разных систем водоснабжения, водоотведения и т.д. Отличительной особенностью полимерного материала является то, что при нагревании он размягчается, поскольку теряется взаимосвязь цепочки молекул между собой. Застывая, он возвращает себе былую прочность, будто трансформации вовсе и не происходило. Именно эта особенность делает полиэтилен идеальным материалом для проведения сварочных работ на нем. Во время размягчения двух изделий их можно соединить, что после застывания приведет максимально прочному скреплению. Между двумя кусками будет создан прочнейший сварочный шов.
Производится сварка ПЭ труб под относительно низкой температурой в 270 градусов по Цельсию, что значительно облегчает задачу по выбору оборудования и последующему его использованию. Время работы крайне мало (несколько секунд на каждый этап) и может корректироваться лишь за счет изменения толщины трубопроводов.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла. Вещи изготавливаются из материала, который невозможно прожечь искрами
Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Сварка полимерных труб
Конструкционные полимеры, используемые в производстве труб, относятся к разряду термопластичных пластиков. Поэтому в процессе монтажа таких трубопроводов используется диффузионная сварка газовых труб под давлением – торцы труб нагревают и сдавливают, формируя соединение материала труб на уровне молекулярной решетки (полимерных цепочек).
Термомеханическая сварка полиэтиленовых газовых труб — это самая простая технология, освоить которую может любой сварщик. С помощью этой технологии соединяют термопластичные полимеры, используя для стыковки особые аппараты. В итоге получается высококачественный и высокопрочный шов, способный выдержать внутреннее давление до 4,5 МПа (около 40 атмосфер).
Что надо сделать для получения допуска?
Перед тем как врезаться в центральный водопровод, хозяева обязаны согласовать свои действия с организацией-поставщиком. Любая самодеятельность запрещена, так как водопроводная магистраль является важным объектом. Нарушителю грозит серьезный административный штраф. Допуск получают в местном отделении водоканала, способ операции (со сваркой либо без нее) при этом значения не имеет.
Иногда домовладельцам, подавшим заявление на подключение, могут вовсе отказать. Есть несколько условий, при которых врезка запрещена. Однако даже одно из них станет основанием для правомерного отказа. Это произойдет:









- если сечение трубы магистрального водопровода очень велико;
- когда на участке отсутствует подключение к центральной канализации;
- если перед врезкой владельцы не предусмотрели установку приборов для учета воды.
Для присоединения к трассе хозяевам участка необходимо подать заявление, к которому прилагаются документы, подтверждающие право на владение недвижимостью, а также кадастровый план. Специалисты центрального управления водоканала или проектной организации подготавливают технические условия. В них указывают конкретное место для подключения, данные, необходимые для проведения врезки, диаметр магистрального трубопровода и т. п.
С этим документом владельцы участка идут в филиал СЭС, где его регистрируют. Туда же подают заявление на подтверждение необходимости присоединения к водной магистрали. Ордер на проведение работ выдают в коммунальных службах. Врезку обязаны выполнять профессионалы — представители водоканала или организации, которые имеют лицензию на подобные работы. Владельцы участка вправе проводить только земляные работы. Однако запретить самостоятельные действия никто не может, поэтому не редкость, когда владельцы занимаются врезкой сами.
После подключения к трассе сотрудники СЭС берут пробы воды, затем оформляют акт о дезинфекции и промывке. Последние этапы — выдача водоканалом справки о выполнении технических условий, заключение договора об эксплуатации водопровода.
Способы сварки
Технология монтажа зависит от диаметра трубы и толщины стенки:
- Газосварку ацетиленом или пропаном используют для труб до 150мм диаметром и стенкой до 6 мм. Стыки до 3 мм толщиной варят без разделки, на остальных предварительно срезают кромки под острым углом для образования прочного соединения.
- Аргонодуговая, MIG/MAG сварка применяется для стальных газопроводов.
- Электросварку проводят при небольших объемах, число проходок зависит от толщины проката. Для работы используют автоматическое, полуавтоматическое или ручное сварочное оборудование.
- Полуавтоматом обычно делают финишный слой, применяют флюсы или защитную атмосферу.
- При внутридомовой разводке электросварку применяют в исключительных случаях, обычно используют газовое оборудование.
Основные сложности сварки под давлением
Проблемы, возникающие при сварке водопроводных труб без остановки подачи жидкости:
- Подача воды приводит к постоянному отводу тепла из сварочной ванны, что ухудшает адгезию расплава с основным материалом. Быстрое затвердевание ванны не позволяет расплаву заполнить зазор между сопрягаемыми поверхностями.
- Образующийся при нагреве жидкости пар ухудшает видимость рабочей зоны и насыщает расплав пузырьками воздуха. Полученный шов обладает пониженными механической прочностью и устойчивостью к коррозии.
- При ремонте труб, расположенных на расстоянии более 1800-2000 мм от поверхности пола, вода заливает одежду и инструмент, что приводит к утечке напряжения. Из-за его низкого значения удар током не наносит вреда здоровью человека. Стекающая по электроду жидкость препятствует розжигу дуги, которая гаснет из-за естественной дрожи руки сварщика.
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Технология ручной дуговой сварки тонкостенных труб

Сварку тонкостенных труб чаще всего выполняют ручным дуговым способом. Его преимущества заключаются в простоте, доступности оборудования и материалов, получении качественного сварного соединения, возможности работы в труднодоступных местах.
Процесс обработки невозможен без:
- Трансформаторного или инверторного сварочного аппарата.
- Электродов.
- Средств индивидуальной защиты для сварщика.
- Металлической щетки или наждачной бумаги для очистки заготовок.
- Приспособлений для соединения изделий из профилированного металла:
- Центратора, позволяющего разместить оси соединяемых труб на одной линии и совместить их торцевые кромки. Такие изделия могут быть наружными и внутренними. Обработка изделий большого диаметра осуществляется при помощи звенного центратора. В бытовых условиях используются центраторы-струбцины. Также из уголков и струбцин можно самостоятельно изготовить соответствующее устройство.
- Магнитных угольников, помогающих соединять заготовки под нужным углом.
Ручная дуговая сварка позволяет соединять детали разной толщины и сечения. Однако трубы, толщина стенок которых превышает 4 мм, нуждаются в предварительной подготовке.
Торцы свариваемых заготовок перед началом работ очищаются от загрязнений и обезжириваются.
Существенное значение для качества сварного соединения имеет правильный выбор электрода. Сварка тонкостенных труб (толщина стенок до 4 мм) выполняется с помощью электродов диаметром 2-3 мм при силе тока 50–60 А.
При соединении тонкостенных труб не требуется формирования кромок, зазор между заготовками должен быть минимальным.
Работать можно в нижнем, горизонтальном или вертикальном положениях.
Результат итогового соединения зависит от выбора качественного оборудования и оснащения.
Технология сварки газопроводов
Любые сварочные работы по монтажу и ремонту газовых труб начинаются с подготовки металлоконструкций к обработке. Поверхность проката тщательно очищается от загрязнений – с него удаляется ржавчина, грязь, остатки технического масла. Трубы очищаются вдоль кромок на расстоянии не менее 2 см от стыка изнутри и снаружи изделия. После зачистки деталь подвергается механической обработке:
- на прокате толщиной свыше 3,5 мм делаются небольшие скосы под наклоном в 45 градусов;
- острые края изделия слегка притупляются – это предотвращает стекание расплавленного металла внутрь трубы.
На элементах газопровода, толщина стен которых не превышает 3,5 мм, дополнительные скосы по кромке не делаются. Все технические параметры такой обработки проката перед сваркой регулируются нормативами и регламентами ГОСТ 16037-80.