Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Особенности гибки алюминиевых профилей
Перед получением гнутого профиля требуется подготовить исходные данные, касающиеся:
- Максимально допускаемого значения для внутреннего радиуса гибки трубчатой заготовки rmin.
- Приемлемого изменения формы поперечного сечения трубы после деформирования (особенно это критично для элементов трубопроводов).
- Длины свободного участка трубы после гибки.
- Ожидаемой пластичности исходного материала.
Суммируя, стоит отметить, что залогом успешной гибки будет формирование в изгибаемой заготовке напряженного состояния всестороннего неравномерного сжатия. При этом усилие противодавления должно составлять не более 50…70% от основного усилия. Иначе деформировать даже алюминиевую трубу окажется нелегко. Для создания такого противодавления можно применять следующие технологические приемы:
- Загибать исходную заготовку только на дорновом трубогибочном станке, причем использовать не жесткий, а эластичный дорн, например, резину средней твердости. В частности, такой материал на основе каучука под торговой маркой Dacheng производит китайская компания HengShui. Есть и отечественные резины (например, 7889).
- Согнуть алюминиевую трубу диаметром до 20…30 мм можно за один переход, причем без нагрева заготовки. При необходимости, производить гибку по более сложному пространственному контуру, либо использовать трубу большего диаметра, заготовки предварительно подогревают до 80…100С. Резиновые дорны такое превышение температуры переносят спокойно, но в экстремальных ситуациях выход заключается в применении составного дорна. Он представляет собой стальной сердечник, на который напрессовывается резиновая втулка.
- В бытовых условиях для качественного гиба трубы из алюминия используют следующее: внутреннюю поверхность заготовки заполняют мелкозернистым сухим песком, а торцы тщательно заглушают. Способ применим только для бесшовных труб.
- Локальное уменьшение протяженности зоны с растягивающими напряжениями. Для этого применяют либо опорный ролик с увеличенным на 1…2 мм радиусом, либо между полуфабрикатом и роликом помещают полоску мягкой стали, которая примет на себя часть растягивающих нагрузок процесса.
Для расчета размерных параметров можно использовать следующие практические рекомендации:
- При гибке мягких сплавов с толщиной стенки трубы до 1…1,5 мм значение rmin при угле гиба до 90 не может быть меньше толщины стенки заготовки;
- Для гнутого трубчатого профиля из твердого/закаленного алюминия значение rmin при тех же условиях увеличивают не менее, чем в 4 раза;
- Поверхность сгибаемого полуфабриката должна быть чистой от грязи и пыли, при этом сдирать окисную пленку (имеет белесый цвет) с заготовки не рекомендуется;
- Пружинение алюминия не учитывают: абсолютные его значения малы, а догибку готового изделия, при необходимости, можно выполнить и вручную.
Характеристики трубных изделий из алюминия
Алюминиевая труба – легкий (треть от веса стальной), пластичный, не поддающийся коррозии, устойчивый к химическому и температурному воздействию (рабочая температура от +150оС до -270оС), с высокой электро- и теплопроводностью, экологичный и долговечный вид изделий. Они различаются:
- по форме сечения на круглые, квадратные, прямоугольные и фасонные;
- по способу производства на холоднодеформированные, прессованные и сварные;
- по длине на мерные, немерные, с кратной мерностью, бухтовой фасовки;
- по химическому составу (марка Al) на высокочистые и технической чистоты.
Сведения о деформируемых сплавов с маркировкой и характеристикой свойств представлены в таблице.
Таблица 1
| Способ упрочнения | Деформируемые сплавы | Марка | Примеси | |
| Давлением | Низкопрочные | АД 0 | 1050 А | Алюминий без примеси |
| АД 1 | 1230 | |||
| Высокопрочные | АМц | 3003 | Al+Mn примеси марганца | |
| Д 12 | 3004 | |||
| Среднепрочные и высокопластичные | АМг 2 | 5251 | Al+Mg примеси магния | |
| АМг 3 | 5754 | |||
| АМг 5 | 5056 | |||
| АМг 6 | — | |||
| Температурой | Среднепрочные и высокопластичные | АД 31 | 6063 | Al+Mg+Si примеси магния и кремния (авиаль) |
| АД 33 | 6061 | |||
| АД 35 | 6082 | |||
| Нормальнопрочные | Д 1 | 2017 | Al+Cu+Mg примеси магния и меди (дюралюминий) | |
| Д 16 | 2024 | |||
| Д 18 | 2117 | |||
| Нормальнопрочные | 1915 | 7005 | Al+Zn+Mg примеси магния и цинка | |
| 1925 | — | |||
| Высокопрочные | В 95 | — | Al+Zn+Mg+Cu примеси магния, меди и цинка | |
| Жаропрочные | АК 4-1 | — | Al+Ni+Fe+Mg+Cu примеси никеля, железа магния, меди и цинка | |
| 1201 | 2219 | Al+Mn+Cu примеси марганца и меди | ||
| Для ковки | АК 6 | — | Al+Mg+Cu+Si примеси магния, меди и кремния | |
| АК 8 | 2014 |

В сортамент алюминиевых труб входят изделия, различные по техническим характеристикам
Алюминиевые изделия благодаря пластичности податливы любым механическим воздействиям. Согнуть алюминиевую трубу довольно просто даже в домашних условиях, при этом она останется целой и невредимой. Довольно лишь соблюсти некоторые особенности этой операции.
Изменение конфигурации труб из цветных металлов
Есть очень полезное свойство у цветных металлов — высокая пластичность. Однако они обладают недостаточной прочностью. В процессе гибки, в результате приложения усилий сжатия и растяжения, может наблюдаться смятие или разрыв трубы. Чтобы этого не случилось нужно в точности соблюдать технологию.
Как гнуть трубы из меди и латуни?
Для гибки медных, а также латунных труб применяют как горячий, так и холодный методы. При выборе первого в качестве внутреннего наполнителя выбирают песок, второго — расплавленную канифоль. Технология гибки такая же, как и для труб из стали.
Трубная продукция из меди и латуни перед холодной гибкой подлежит отжигу с последующим охлаждением. Диапазон температур для обоих материалов одинаков — от 600 до 700⁰С. Разница в охлаждающей среде — медь помещают в воду, а латунь охлаждается на воздухе.
После завершения процесса канифоль удаляют путем ее выплавки. Чтобы не допустить разрыва трубы, процесс ни в коем случае не начинают с середины трубы, только с концов. В качестве приспособлений для гибки используют как простые инструменты, так и сложное станочное оборудование.
Ручные трубогибы работают за счет физических усилий человека, а гидравлические сводят эти усилия к минимуму. И те, и другие укомплектовывают сменными насадками для возможности подбора нужного диаметра.
Минимальный радиус для гибки медных и латунных труб регламентируется ГОСТ 617-90 и ГОСТ 494-90 соответственно. Специалисты не рекомендуют использовать этот радиус без особой надобности. Всегда лучше обойтись большим его значением
С трубами медными и латунными работать значительно легче, чем со стальными, но деформация металла при изгибе происходит по тем же законам физики. На изгибаемом участке наружная поверхность испытывает растяжение, в результате чего стенки истончаются.
Внутри трубы происходят обратные процессы — стенка сжимается и становится толще. Существует риск превращения круглого сечения в овал и уменьшения условного прохода, поэтому нельзя приступать к гибке, не приняв мер, предотвращающих эти явления.
Гибка труб из алюминия
Основные способы гибки алюминиевых труб такие же, как и латунных или медных:
- проталкивание между роликами;
- прокатка;
- откатывание;
- давление.
Перед принятием решения по поводу того, как и каким способом согнуть алюминиевые трубы, нужно ознакомиться с каждым. Первый метод применяют для тонкостенных труб диаметром максимум 10 см, когда нужно получить пологий сгиб с небольшими требованиями к точности. Здесь строго регламентирован минимальный радиус. Его величина — 5-6 диаметров трубы.
Кривизну участка определяет положение отклоняющего ролика. Таким способом чаще всего изготавливают декоративные элементы интерьера. Вторым способом сгибают трубный материал большого диаметра, для чего используют 3-роликовые трубогибы. Трубу протягивают между приводными роликами, ориентация которых определяет радиус гибки.
На фото стационарный электрический 3-роликовый трубогиб, но существуют и ручные мобильные модели оборудования. На нем заготовка перемещается через ролики и сгибается под заданным углом по всей длине. На таком станке можно изменить конфигурацию трубы, согнув ее кольцом, спиралью или выполнить дугу большого радиуса
Точность этого метода еще ниже предыдущего, но деталь можно подвергнуть повторному изгибанию и повторять процесс до тех пор, пока не будет получена нужная геометрия.
Гибку алюминиевых тонкостенных труб можно провести вручную, подготовившись должным образом:
Галерея изображений
Фото из
Этап 1: Выбор способа гибки алюминиевой трубы
Этап 2: Заполнение трубы песком
Этап 3: Расчет радиуса гибки трубы
Этап 5: Сгибание алюминиевой трубы вручную
Метод откатки не предусматривает наличия внутреннего наполнителя, поэтому его не применяют для получения небольших радиусов. Не получится при выборе этого способа выполнить и строгие требования по поводу овальности сечения в месте изгиба.







Для деформации алюминиевой трубы давлением используют прессы с установленными на них штампами с матрицей нужной формы. Заданная геометрия получается в результате влияния давления, оказываемого извне.
В отдельных случаях давление может быть внутренним, когда трубу помещают в прессформу и подают внутрь жидкость с напором, достаточным для того, чтобы прижать ее к стенкам.
Трубы из дюралюминия согнуть непросто, т.к. этот материал достаточно твердый и пружинистый. Чтобы облегчить процесс их обжигают непосредственно перед гибкой при температуре от 350 до 400⁰С, затем ждут пока трубы охладятся естественным путем на воздухе.
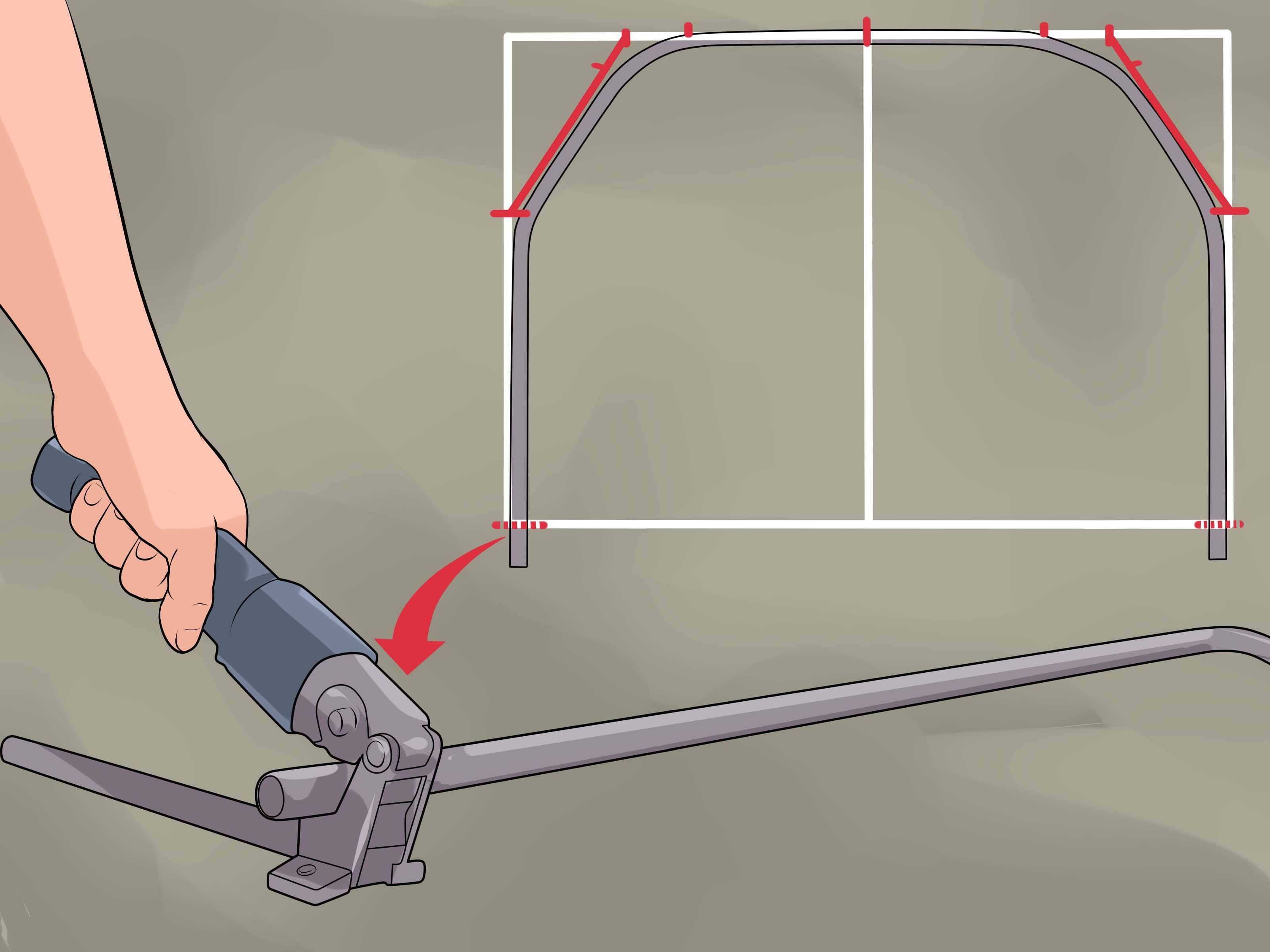
Способы сгибания металлической трубы под углом 90°
Металл – материал достаточно прочный, однако при особом воздействии довольно легко поддается изгибанию. На сегодня существует несколько методов сгибания металлической трубы своими руками.
Использование колышков. При выгибании именно таким способом есть большая вероятность повреждения самой трубы или ее поломки. Избежать этого можно путем заполнения пустоты сухим мелким песком, установив после этого с обоих концов заглушки. Теперь можно переходить непосредственно к процессу сгибания. Для этого вкопайте в землю одну или несколько других заготовок и, используя метод рычага, постарайтесь согнуть ее. Если вы не совсем уверенны в своих силах, потренируйтесь на ненужных кусках с похожим стройматериалом. Данный прием можно применять для конструкций диаметром 16-20 мм. При необходимости и для трубоконструкций большего диаметра. Однако это очень сложный процесс. Также стоит учитывать ее материал. Для оцинкованных лучше использовать другие способы согнуть трубу без трубогиба.
- Нагрев металлоконструкции. Данный метод можно применять с целью изменения алюминиевого и стального трубопровода. Для проведения процедуры ее необходимо надежно закрепить в тисках, предварительно заполнив и путем применения газовой горелки нагревать до определенной температуры именно то место, в какое планируется дальнейший изгиб. Нужную температуру нагрева определить достаточно легко: при приближении листка бумаги к месту нагрева, она должна начинать дымиться. В случае нагрева стальной заготовки, дождитесь ярко выраженной красноты материала. В целях безопасности используйте перчатки.
- Использование плоскопараллельной пластины. Технология проведения процедуры требует от вас ее фиксирования в зажиме, после чего проводится искривление, причем делать это нужно вдоль пластины. Данный прием считается наиболее простым и экономным, однако неизменяющаяся кривизна пластины делает выполнение этого метода довольно непопулярным. Для качественного результата рекомендуется использование нескольких пластин с разной кривизной. Главным условием также является применение исключительно стальной трубы, причем длина этой конструкции должна быть достаточно велика.
Употребление металлической пружины. Прием можно использовать для придания нужной форме заготовкам из цветных металлов с хорошей пластичностью. Пружина нужна для предотвращения возможной деформации стройматериала во время процесса сгибания. Для обеспечения хорошего результата рекомендуется учитывать размер пружины, он должен полностью соответствовать внутреннему диаметру металлической конструкции, поскольку ее необходимо вставить в полость. После этого можно производить сгиб, предварительно привязав саму пружину проволокой для облегчения дальнейшего процесса ее извлечения.
- Применение воды в качестве наполнителя для полости. Вместо песка можно с легкостью использовать обыкновенную воду без примесей. Заполнив полость трубы, и закрыв отверстия заглушками, воду заморозьте. После чего требуется нагреть материал. Однако такой метод нельзя ни в коем случае применять для оцинкованных заготовок.
Технологии сгибания алюминиевой продукции
Загнуть трубу из алюминия можно несколькими методами. Прежде, чем приступить к работе, нужно подготовить следующие инструменты:
- Трубогиб, либо станок Вольнова;
- Пружину с диаметром, соответствующим размеру изделия;
- Проволоку;
- Специальный прибор для изгиба.
Отметим, что для первой технологии сгибания алюминиевых конструкций использование специальной машинки необходимо.
Порядок проведения работ следующий:
- На машинке для сгибания зафиксируйте необходимый угол;
- Машину нужно держать в руках или прижать в тисках;
- Вставить участок трубы, подлежащий изгибу;
- Свести рукоятки до нужного угла сгибания.

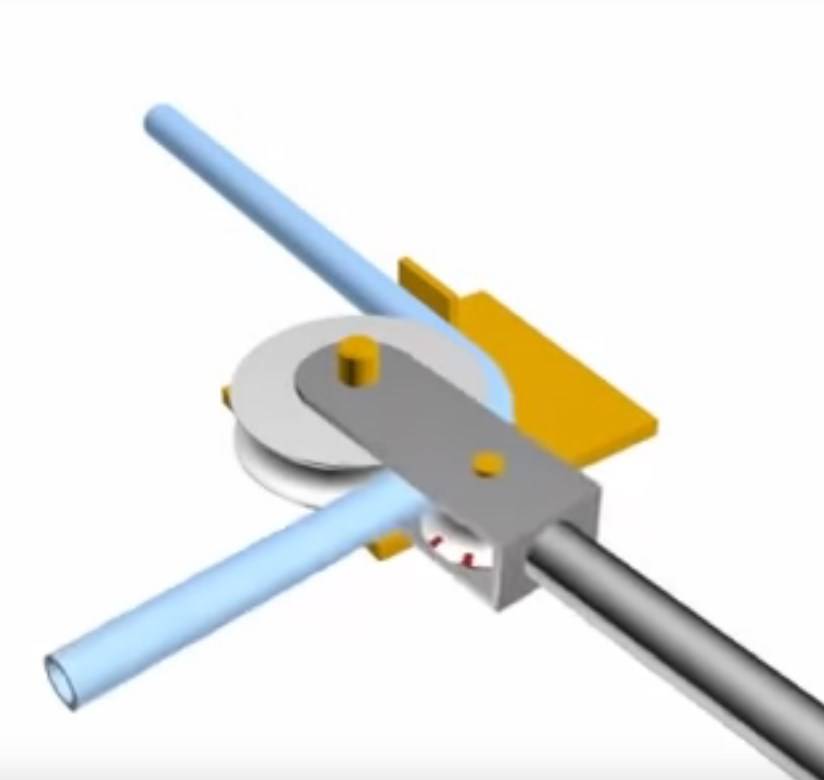
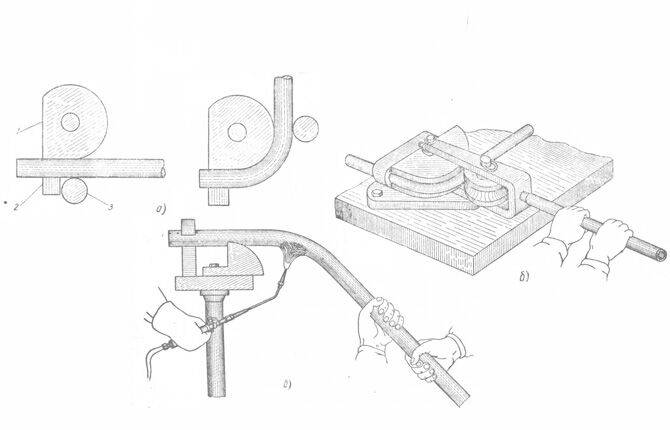
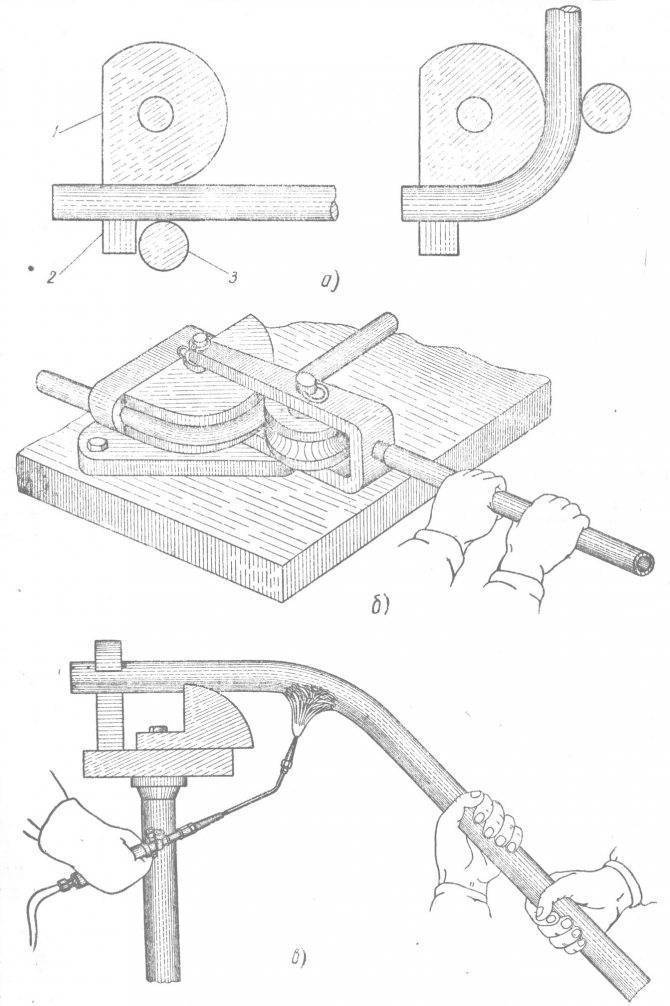
Станок Вольнова
Во втором способе образования изгиба на трубах используется станок Вольнова, работы проходят по следующей инструкции:
- Алюминиевая труба располагается между роликами таким образом, чтобы её окончание попадало в хомут;
- Пружина размещается внутри конструкции на месте будущего изгиба (пружина предохраняет изделие от деформации);
- При помощи ролика производится изгиб трубы;
- Проволокой извлекается пружина;
- Если вы хотите произвести процесс быстрее и легче, изначально нужно прогреть трубу.
Какие марки листового алюминия можно подвергать гибке
Современные производства выпускают несколько разновидностей листового алюминия, отличающегося своими физическими свойствами и пластичностью. Наибольшую популярность получили следующие виды алюминиевого листа:
- Отожженный (маркировка М). Представляет собой очень мягкий сорт алюминия, имеющий высокую пластичность и широкие деформационные возможности. К его недостаткам можно отнести то, что такой лист может легко порваться, если приложить слишком большую силу.
- Полунагартованный (маркировка Н2). По сравнению с сортом М имеет большую жесткость, но сохраняет свои пластичные свойства. Гибка листового алюминия сорта Н2 может выполняться за один проход свыше угла 90°. Повышенная жесткость такого листового алюминия позволяет предотвратить появление вмятин на его поверхности. Широкое применение он получил при выполнении облицовочных работ.
- Нагартованный (маркировка Н). Этот сорт алюминия получается методом холодного уплотнения, когда готовый листовой алюминий дополнительно пропускают через валы специального станка. В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°.
- Закаленный или естественно состаренный (маркировка Т). Является наиболее твердым сортом листового алюминия. Обладает высокими прочностными характеристиками, но довольно сложен в обработке. Гибка листового алюминия марки Т на холодную под углом 90° может стать причиной появления трещин. Из этого сорта металла делают детали и узлы, на которые в процессе эксплуатации возлагается очень большая нагрузка.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Сплавы алюминиевого листопроката принято классифицировать следующим образом:
- Технические сплавы с маркировкой 1105 и ВД1 – легко гнутся и обладают малым удельным весом листа.
- Алюминиево-магниевые сплавы с маркировкой АМГ – хорошо гнутся и устойчивы к воздействию кислот. Сделаны из легированного алюминия с добавлением магния и марганца. Основная сфера применения: баки и емкости, детали яхт и других плавательных средств.
- Пищевые сплавы с маркировкой А5 и АД – представляют собой нагартованный, полунагартованный или отожженный сорт металла.
- Сплавы повышенной пластичности с маркировкой АМЦ – материал, созданный для изготовления деталей сложной формы (автомобильные радиаторы и пр.).
- Дюралюминий с маркировкой Д – является высокопрочным сортом алюминия, способным выдержать значительную силу воздействия без изменения поверхности материала. Не способен гнуться. Чаще всего используют для изготовления изделий путем штамповки.
- Особо прочные авиационные сплавы с маркировкой В – разработаны специально для изготовления деталей авиастроительной и автомобильной промышленности, где на изделие ложится высокая степень нагрузки. Гибка листового алюминия марки В осуществляется при помощи специального метода прессования и штамповки.
В ГОСТе 21631-76 вы можете более подробно изучить особенности и технические характеристики существующих разновидностей алюминиевого листового проката.
Особенности гибки алюминия
Гибка алюминия проводится двумя способами:
- Свободное сгибание — часто используемая технология сгибания алюминиевых деталей. При использовании этой технологии между металлическим листом и пуансоном присутствует воздушный зазор.
- Калибровочное сгибание — представляет собой метод изменения формы металлической детали, при котором между заготовкой и пуансоном нет воздушного зазора.
Прежде чем начинать работать с алюминием нужно выбрать технологию. Жестянщики рекомендуют свободный метод сгибания. Он имеет сильные и слабые стороны. Преимущества:
- приложение малых усилий при изменении формы заготовки;
- возможность сгибать металлические детали большой толщины;
- малая стоимость станков для проведения работ;
- возможность изгибать заготовки под разными углами.
Недостатки:
- При сгибании металлических заготовок малой толщины возникают сложности с выставлением точного угла.
- Невозможность работать с изделиями сложной формы.
Как согнуть алюминиевую трубу в домашних условиях
Для начала необходимо определить марку трубы, диаметр и толщину стенки. Если решено гнуть алюминиевые конструкции дома и не единожды, то без ручного трубогиба не обойтись. Купить такое приспособление сейчас не составит труда, выбор очень большой. Соорудить элементарный трубогибочный станок или стенд также возможно.
Есть также несколько способов, как согнуть алюминиевую трубу без трубогиба в домашних условиях. Такие методы подходят для небольших объемов работ.
Способ 1. Заполнить трубу просеянным, сухим, мелким песком, концы заглушить чопами, медленно сгибать заготовку (можно даже вручную), закрепив один конец в хомут. Согнуть заготовку и высыпать песок. Песок позволит сохранить округлость сечения, а в условиях минусовой температуры его может заменить вода, заледеневающая в трубе. После сгибания нужно поместить готовую деталь в тепло, чтобы лед растаял.
Способ 2. Если труба не пластичная (дюралюминий), то используем способ 1 с песком и газовую горелку. Закрепить трубу одним концом в тисках, разогреть равномерно участок сгиба (250 о С). Поднести к разогретому месту кусочек бумаги, если он дымится, изделие готово к сгибанию. Сгибать медленно. Нельзя допускать многократного нагрева одного и того же участка заготовки.








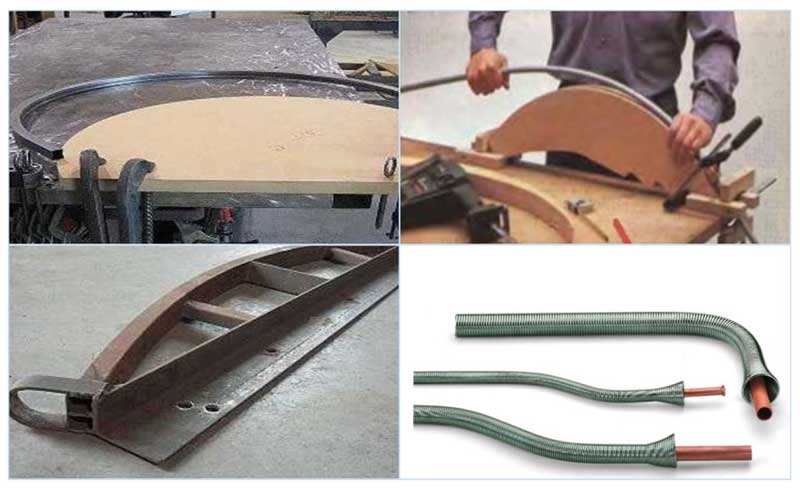
Способ 3. Изготовить из дерева плоский полукруглый шаблон (толщина больше диаметра заготовки) с нужным радиусом сгиба, закрепить его на плоскости струбцинами или болтами. Рядом с шаблоном крепится доска такой же толщины с уклоном, так, чтобы труба плотно легла между ними. Заложить трубу одним концом к направляющей доске касательно полукруга, второй ее конец загибать вдоль шаблона. Использовать такой метод можно для пластичных труб любого сечения Ø до 40мм. Способ применим для сгибания большим радиусом.

Заполнение трубы обычным песком позволяет гнуть ее вручную без риска повредить или сломать заготовку
Способ 4. Заполнить трубу песком по способу 1, концы заготовки кладем на две опорных, устойчивых плоскости, так, чтобы место сгиба было на весу. Резиновой киянкой формируем нужный изгиб в месте, которое не прилегает к опорам. Способ хорошо подходит для изделий квадратного сечения.
Способ 5. Поместить в участок сгиба заготовки стальную пружину меньшего диаметра, к концу которой привязать проволоку. Согнуть трубу до нужной формы и вытащить пружину, потянув за проволоку. Место сгиба можно разогреть при необходимости.
В домашних условиях или специализированных мастерских согнуть алюминиевую трубу своими руками или при помощи трубогиба сегодня не вызовет затруднений. Главное выполнить процесс гибки профессионально, а для этого нужно сделать правильный выбор метода и приспособления, знать материал и измеримые данные трубы.
Способы гибки
В данном оборудовании могут применяться такие способы гибки:
- Проталкивание. В этом случае алюминиевую трубу толкают между роликами станка: на один из роликов возлагается задача отклонять заготовку. Таким образом достигается получение дугообразного изгиба, при очень незначительном радиусе искривления. Величина радиуса изгиба определяется умножением на 6 диаметра трубы.
- Прокат. Алюминиевую трубу диаметром от 10 до 100 мм прокатывают сквозь гибочные ролики, которые должны строго соответствовать диаметру изгибаемой трубы. Для осуществления этой операции применяют трехвалковый трубогиб, который способен выполнять сгибания в виде кольца, спирали и дуги. С его помощью можно обрабатывать как круглый, так и прямоугольный профиль. Прокатка осуществляется в несколько заходов.
- Обкатывание. Для сгибания задействуется обкатная головка трубогиба, которая сгибает заготовку под давлением. На участках без давления происходит прогибание трубы в противоположную сторону. Нагревание обкатывание не сопровождается. Чтобы заготовка не сжималась, нужно следить за соблюдением минимального радиуса сгиба: она равняется умноженному на три радиусу трубы.
- Сгибание давлением. Тут для прессовки применяются штампы, деформирующие заготовки с внешней стороны, или гидроформирование, когда для сгибания изнутри в границах формы труба заполняется водой или маслом под давлением.
Сгибание трубы посредством металлической пружины
Такой метод позволяет согнуть трубы из цветных металлов под 90 градусов. При этом они должны отличаться достаточной пластичностью. Зачем нужна металлическая пружина? Она предотвращает деформирование конструкции. Размер пружины должен соответствовать внутренним размерам трубы. Она вставляется в конструкцию, затем выполняется изгиб.
Сгибание трубы при применении песка
Этот метод позволяет согнуть под 90 градусов трубу из алюминия. Способ очень прост. Требуется засыпать песок внутрь конструкции. Затем на концы ее надеваются заглушки. Требуемое место нагревается. Нагрев может производиться с помощью любого инструмента: паяльника, газовой горелки и так далее. После достаточного прогрева можно выполнять изгиб. Зачем нужен песок? Он так же, как и металлическая пружина, позволяет предотвратить деформацию конструкции. После того, как работа окончена, заглушки с трубы необходимо снять, а затем удалить из полости песок. Имейте в виду, что если вам требуется выполнить изгиб на оцинкованных конструкциях, следует помнить, что нагревать их нельзя, так как при этом происходит деформация изделия.
Если вас интересует, как согнуть трубу под 90 градусов без трубогиба, рекомендуем вам ознакомиться с информационными материалами: фото, видео. Так вы сможете узнать больший объем информации, увидеть, как выполняют данную работу профессионалы, принять к сведению различные хитрости и нюансы.
Источник
Как согнуть трубу из металлопластика
Итак, давайте начнем с того, что разберем, как сгибать металлопластиковые трубы. Обычно при установке подобных труб на них нужно сделать достаточно много плавных изгибов. Это поможет максимально тщательно использовать все возможности такого изделия.

Как сделать изгиб предельно плавным и ровным? Все достаточно просто, нужно лишь прочитать приведенные ниже варианты:

Итак, первый, и наиболее легкий вариант – плавное ручное сгибание трубы. Если Вы решили изгибать трубу таким способом, обязательно помните о том, что изгиб на каждые 2 сантиметра должен парировать в районе 20 градусов, или хотя бы в их пределах. Именно так можно сделать все необходимые на изделии изгибы.

Следующий способ посложнее, но при этом он не менее эффективен. Для того, чтобы согнуть трубу таким образом, нужно заготовить несколько кусочков проволоки достаточно маленького размера, с помощью которых нужно до упора заполнить все внутреннее пространство трубы. За счет полного заполнения трубы проволокой изгибы получатся максимально ровными и плавными.
Это два самых простых и наиболее распространенных способа, если Вам интересны более сложные варианты, обратитесь в интернет. Там, к счастью, различных способов достаточно.

Методы сгибания
Для сгибания труб из алюминия могут использоваться разные способы. Вот некоторые из них:
- выполнение процедуры при помощи проталкивания;
- гибка прокаткой;
- использование обкатки для гнутья труб;
- сгибание под давлением.
Обычно профессионалы сгибание труб выполняют при помощи трубогиба и другого специального оборудования. Рассмотрим подробнее методики, которыми пользуются специалисты.
Использование проталкивания для гнутья труб
Эта методика применяется, если необходимо получить пологий сгиб (дугу, арку и т.п.) на тонкостенных трубах диаметром не более 100 мм. Минимальный радиус кривизны ограничен диаметром трубы и равен её 5-6 диаметрам. Суть метода состоит в том, что заготовка проталкивается между роликами. Один из роликов расположен так, что выполняет отклонение изделия от прямой линии.
Эта методика не даёт такой высокой точности сгибания, как другие методы, поэтому часто возникает необходимость в проведении тестовых сгибаний. Такие испытания позволяют выявить механические характеристики металла, из которого выполнена труба.








Данная методика применяется для изготовления различных декоративных элементов, например, мебели, перил, ограждений. Этот способ реализуется с использованием специального трубогиба, наделённого подобной функцией. Поэтому при наличии соответствующего инструмента процедуру можно выполнить в домашних условиях.
Гибка прокаткой
Методика выполняется с использованием трёхроликового трубогиба. Заготовка прокатывается между роликами, которые являются приводными и могут перемещать изделие. Кривизна элемента достигается за счёт изменения положения роликов.
Точность данной методики ещё ниже, чем у первой, но её преимущество состоит в том, что заготовку можно прокатывать несколько раз, добиваясь тем самым нужной кривизны изгиба. Этот метод подходит для сгибания труб большого сечения. Но для выполнения процедуры нужны навыки, поэтому сделать её своими руками у неопытного человека не получится.
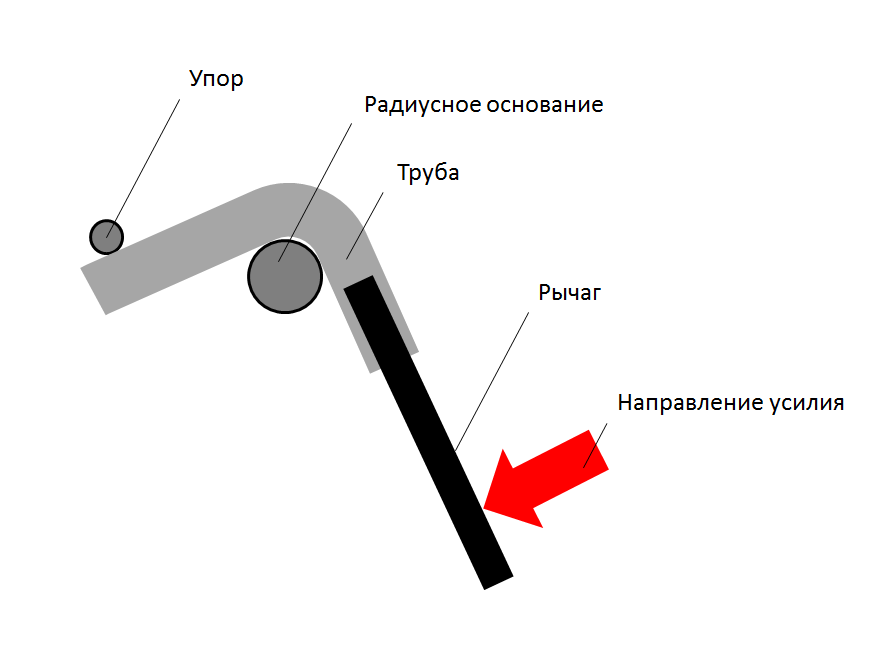
Использование обкатки для сгибания
Суть метода состоит в том, что заготовка обкатывается вокруг ролика с заданным диаметром за счёт внешнего воздействия на неё. Обычно для воздействия на элемент используется перемещающийся ролик или специальная подвижная планка. Заготовка нигде жёстко не фиксируется, поскольку должна свободно двигаться. Данная процедура выполняется с использованием трубогиба, имеющего такую функцию.
Сгибание под давлением
Данная методика не может выполняться в домашних условиях, поскольку для неё требуется использование пресса с формованными штампами. Заготовка принимает заданную конфигурацию в результате внешнего давления на неё. Недостатками методики является дороговизна пресса и ограничения, которые связаны с разницей в пружинящих свойствах труб.
Особенности метода:
- Он подходит в том случае, если помимо сгибания заготовка будет подвергаться ещё каким-то воздействиям, например, сплющиванию.
- Данная методика часто применяется в ручных инструментах, укомплектованных изогнутой матрицей под определённый радиус и отвесным приводом для прижимания заготовки.
- Внешнее давление можно заменить внутренними усилиями, которые осуществляются посредством гидроформовки. Для этого после укладки трубы в форму в неё подаётся жидкость под большим давлением, которая прижимает заготовку к стенкам формы. Точность этой методики довольно высока, но и цена тоже немаленькая.