Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
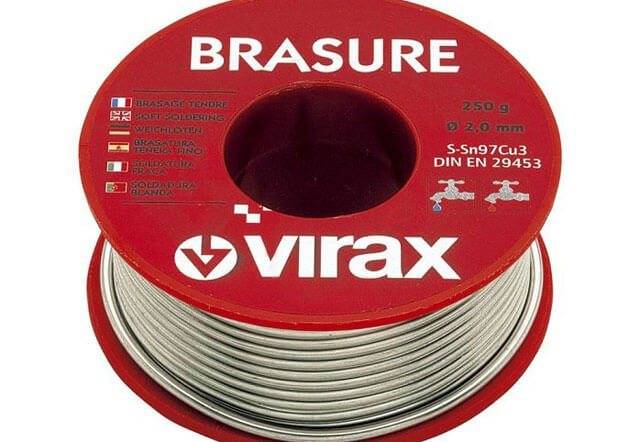
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Разновидности газовых горелок
В целом, несмотря на широкий выбор горелок, все они состоят из одного набора базовых элементов:
- приспособления для фиксации и удержания баллонов с газом;
- форсунки;
- головки прибора;
- регулятора поступления газа, позволяющего избежать перерасхода топлива или недостаточного нагревания рабочей поверхности;
- редуктора горелки.
Кроме того, в зависимости от фирмы-производителя и марки изделия, горелки могут обеспечиваться дополнительными элементами, такими как наконечники, переходники и другие.
По температуре разогревания рабочей среды горелки подразделяются на:
- бытовые изделия (достигается температура горения газа 1000-1500°С);
- промышленные газовые горелки (соответствующий параметр — 1500-2000°С).
В зависимости от того, какая газовая смесь используется во время работы прибора, горелки подразделяют на:
- пропановые — самые распространённые инструменты, бывают универсальными и специального предназначения; характеризуются возможностью поджига с использованием пьезоэлементов и экономии поступающего газа;
- использующие MAPP-газ — их отличительная особенность — повышенная энергия сжигания газа при сохранении мягкости пламени, препятствующем повреждению трубы;
- ацетилен-кислородные — могут быть оснащены одноразовым газовым баллоном или работать стационарно; используются при работах на магистралях.
Конструкция современной газовой горелки
Начнём с анализа конструктивных моментов, характерных для современных моделей газовых горелок.
Оборудование в современном исполнении, рассчитанное под хозяйственное применение, прежде всего, выделяется конструктивным мини-фактором. Это удобное в применении, облегченное и, как правило, разборное на отдельные компоненты оборудование.

Портативное, разбирающееся на отдельные детали – такое оборудование под производство пайки медных труб является действительно удобным и предпочтительным для работы
Такие аппараты просто транспортировать, поместив, к примеру, в стандартный сантехнический ящик или в слесарную сумку.
Приборы традиционно оснащаются съёмными мини-баллонами, заправленными специальной газовой смесью, благодаря чему обеспечивается высокая рабочая температура и ровный (стабильный) выход пламени.
Большинство конструкций наделяются зажигательным элементом, который обеспечивает розжиг прибора одним движением руки.
Для регулировки пламени используется конструкция плавного изменения давления газа (редуктор), благодаря чему можно настроить оптимальный режим пайки.
Есть исполнение горелок с прямым подключением баллона к соплу, а есть исполнение, где предусматривается шланговый переход.

Система пьезоподжига и редуктор плавной настройки позволяют устанавливать требуемую форму пламени для выполнения работы пайки с учётом получения результата высокого качества
Следует отметить универсальность хозяйственных горелок с газовыми баллончиками. Другими словами – такие устройства допускают применение не только конкретно под пайку труб, но также под исполнение других задач. К примеру, горелку вполне допустимо использовать в качестве аксессуара туриста.
Разновидности по типу топлива
Используемая газовая смесь влияет на конструктивные особенности оборудования. Для пайки медных деталей применяется пропан, газокислородное вещество и MAPP-газ. Существует также мультитопливо, но оно не применяется в приборах для пайки медных сегментов трубопроводов.
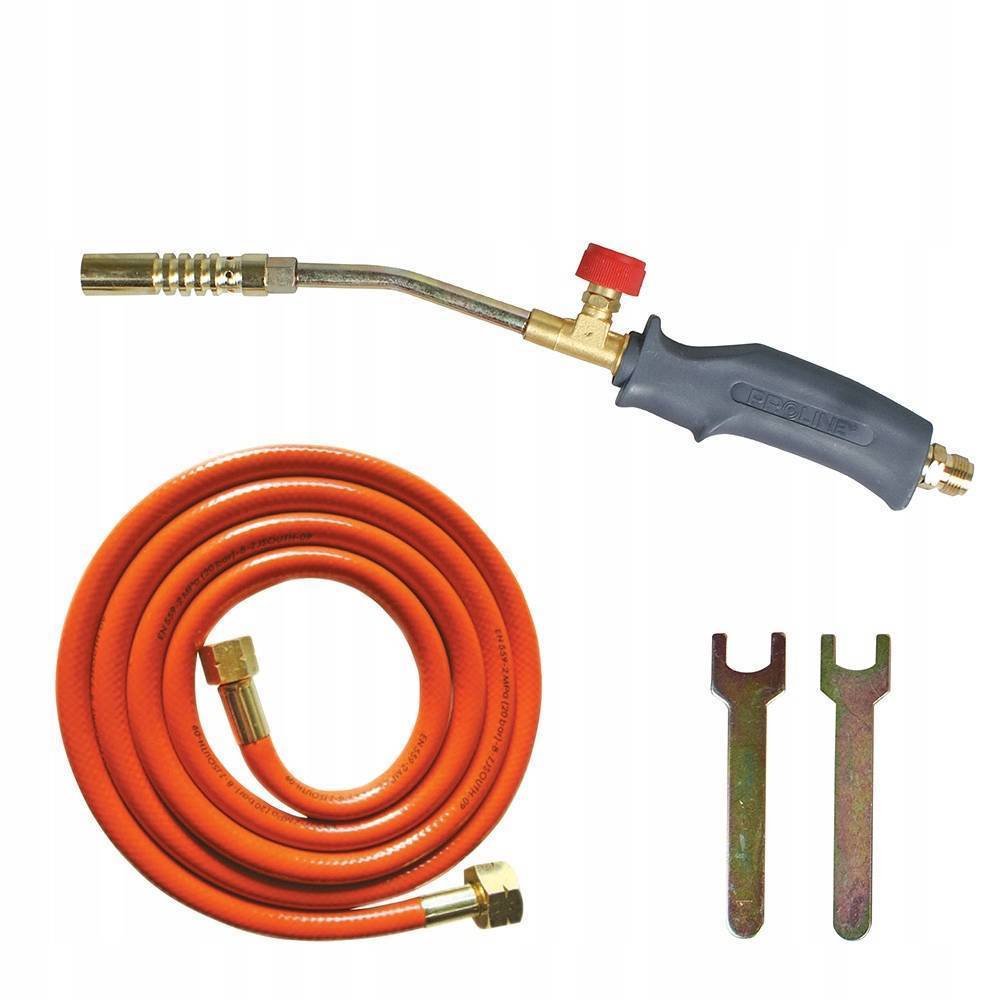
Пропановые горелки
Приспособление, использующее пропан, позволяет эффективно разогревать, плавить, паять медь. Инструмент применяют при работе с металлом, у которого толщина от 2 до 9 мм. Корпус изделия создается из латуни. Для изготовления сопла применяется высокотемпературный металл. Чаще всего — это нержавейка.
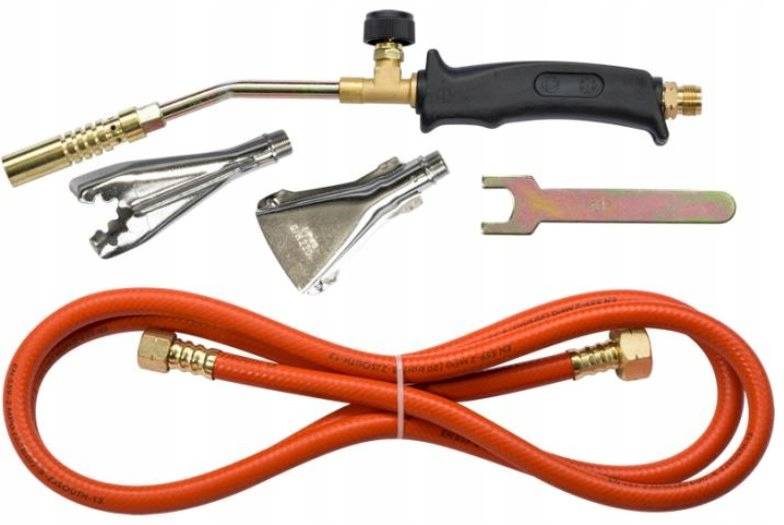
 Пропановая горелка для пайки медных труб
Пропановая горелка для пайки медных труб
В пропановых горелках регулировка пламени в большинстве случаев выполняется ручным методом. Для этого используется редуктор. Он расположен на патрубке рядом с соплом.
Пламя пропанового инструмента имеет температуру минимум 1300°C. Поэтому паяльное приспособление широко применяется на практике.
Газокислородные горелки
Такие аппараты используют в качестве топлива смесь кислорода с газообразным веществом. И оснащаются специальным редуктором, позволяющим подавать отдельные компоненты газокислородного вещества, у которых одинаковое давление.
Конструктивные особенности газокислородного оборудования позволяют работать с помощью стабильного и прямонаправленного пламени. Поэтому швы между элементами из меди получаются высокого качества.
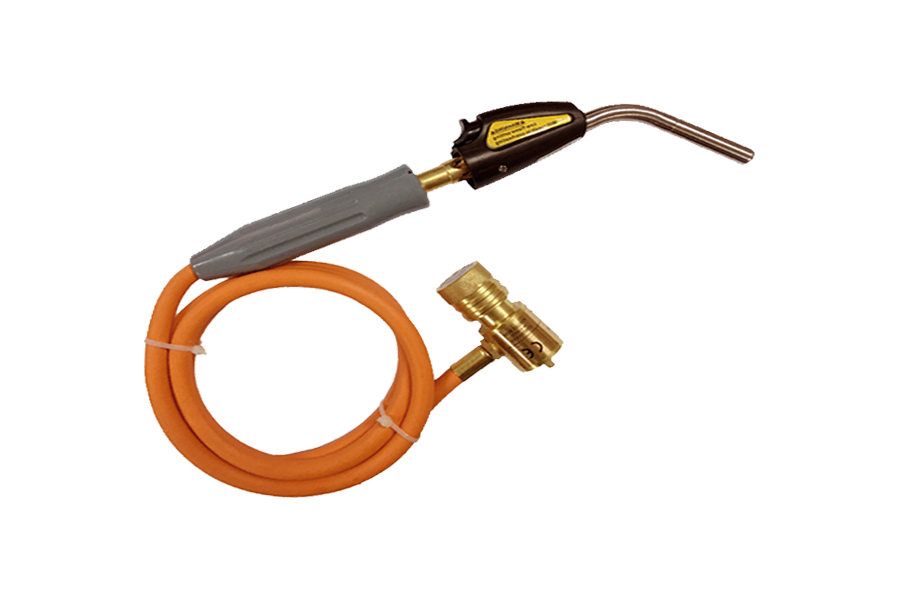
 Горелка для пайки медных труб твердым припоем
Горелка для пайки медных труб твердым припоем
Приборы работают с разными видами газообразного топлива. Благодаря такой особенности можно использовать в работе пламя с разной температурой. Пайка с помощью ацетилена позволяет нагреть деталь до 3260°C.
Если же применить бутан, значение температуры составит 2760°C. При использовании водорода и пропана рабочий параметр будет равен соответственно 2680°C и 2640°C.








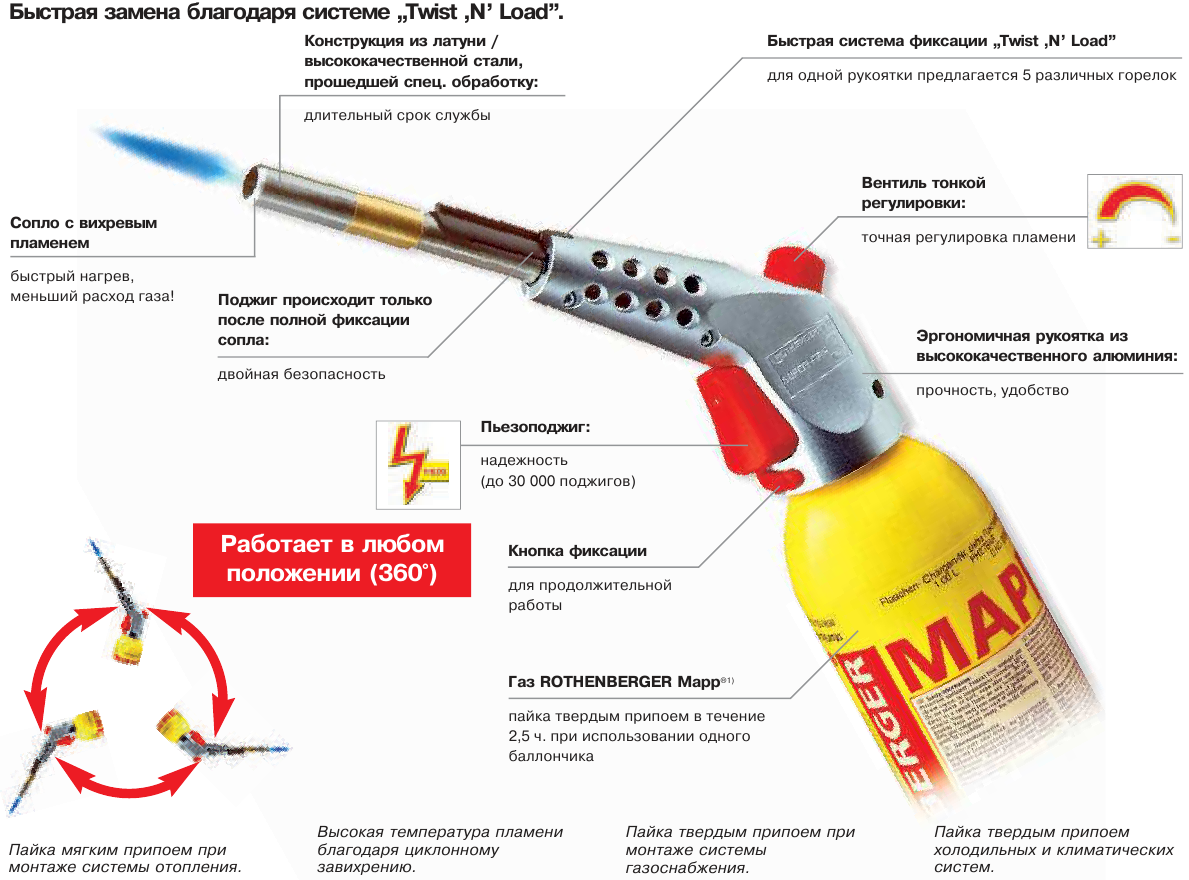
Под МАПП газ для пайки медных труб
Этот тип оборудования отличается повышенной тепловой мощностью. Поэтому газовые горелки с питанием МАПП газом широко применяются для обработки разных металлов, включая медь. С помощью пламени, образующегося из смеси, в состав которой входит несколько компонентов, можно выполнять следующие операции:
- прогрев;
- плавку;
- отжиг;
- пайку.
 Горелка для МАПП газа
Горелка для МАПП газа
Газовое топливо под названием «Метилацетилен-Пропадиен-Пропан» формирует высокотемпературное пламя с хорошей интенсивностью и формой.
МАП газовые горелки для пайки медных труб создают тепловой поток, у которого температура составляет 2400°C. Поэтому температурная эффективность лучше, чем у пропанового аппарата.
Мини горелки для пайки
1 место – газовая мини горелка с насадкой для пайки

Предназначена как для нагревания среднего размера деталей, так и для контактной пайки припоем благодаря нагреванию жала от пламени. Этакий паяльник без проводов. Вместимость резервуара для газа составляет 8 мл. Температура пламени при заправке бутаном достигает 1300 градусов по шкале Цельсия, а температура жала – 450 градусов. Длина пламени регулируется от 4 до 6 см. Длина горелки 13 см, а диаметр 1,5 см.
маленькая и недорогая, заправки хватит запаять несколько среднего размера деталей, есть насадка для контактной пайки, легко заправляется.
2 место – газовая микро горелка

В ней нет ничего, кроме резервуара с клапаном для заправки и сопла с регулятором подачи газа. ZC57100 не имеет пьезоподжига и она поставляется незаправленной, так что придется покупать еще и газовый баллончик — для зажигалок подойдет. В общем, чтобы спаять два провода или нагреть термоусадку без паяльника — такой горелки хватит. А еще длина горелки около 20 см и вес 43 г.
Это самая дешевая горелка, которую можно вообще найти и цена такой микро горелки 200 руб .
самая дешевая, легко заправляется.
маленькое пламя, быстро кончается заправка, нет пьезоподжига.
3 место – мини паяльник газовый КВТ XZ-1

Этот примечательный паяльник от бренда, производящего газовое оборудование, имеет пьезоподжиг и поставляется в футляре с набором из 4 насадок для пайки, катушкой припоя и губкой для очистки жала. Так, заявляемая мощность паяльника при контактной пайке 137 Вт – это очень много для паяльника длиной 21 см и весом 120 г. Электрическим паяльникам такие массогабаритные характеристики и не снились. Этот паяльник не позиционируется как горелка, но в качестве горелки можно использовать – пламя получается карандашного типа.
Всем хорош этот паяльник, кроме цены в 2300 руб, из-за чего и угодил на 3 место.
горелка от именитого бренда, удобна для пайки, набор комплектующих, хороший кейс, высокая тепловая мощность.
4 место – газовая горелка IRIS BARCELONA

Эта горелка предназначена не только для пайки, сварки, ремонта электронных устройств и ювелирных изделий. Пламя у этой горелки конечно регулируется. Можно заряжать стандартным газовым баллоном для зажигалок. Длина пламени достигается 3 см. Время работы составляет около 20 минут. Температура пламени достигается 1300 градусов Цельсия. Длина самой горелки ровно 20 см.
малые размеры, наличие пьезоподжига, бренд.
длина пламени не позволяет прогревать детали средних и больших размеров.
5 место – горелка бутановая КВТ X-220
Она позиционируется, как горелка для строительных и ремонтных работ. Выглядит она очень стильно. Рифленая ручка приятна ложится в руку. Имеет пьезоэлектрическую систему поджига пламени. Емкость баллона для высокоочищенного бутана равна 22 мл. Этого количества газа хватит на 110 минут непрерывной работы. Длина пламени регулируется от 30 до 80 мм от острого клиновидного до мягкого пламени с желтыми языками. Вес горели всего 226 грамм при длине 14 см.
хороший вариант для настольных работ, есть подставка, пьезоподжиг, удобная ручка.
габаритная, не положишь в карман, не подлезешь в узкое место.
Как спаять медь и нержавейку
Если требуется припаять медь к другому металлу, например, стали, то придется потрудиться. Процесс этот не из легких, но вполне осуществимый. Объясняется это тем, что нержавеющая сталь плохо взаимодействует с другими металлами, с трудом поддается температурной обработке.
Когда соединяются два разных изделия, то нужно найти средний состав, который подходит одновременно к обоим. В таких случаях приходится поступиться качеством и даже необязательно использовать флюс
Но важно провести подготовку, лужение и другие этапы спайки
Надобность в соединении часто возникает в домашних условиях. Для соединения нержавейки и меди требуется мало времени и достаточно обычной газовой горелки. Поэтому, определившись с инструментом и припоем, следует очистить поверхность обоих стыков, подготовить флюс. Затем выполнить лужение места скрепления и нанести флюс. После чего две части соединяют, а получившийся шов обмазывается припоем.
Следующий этап – его равномерный разогрев горелкой. Как только припой растечется, изделие оставляют остывать естественным путем.
Технология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом. Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры. После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей. Его температура плавления ниже. Припой расплавляется и затекает во все капилляры, равномерно по всей окружности. При остывании металлы образуют прочное соединение.
Методы пайки
Пайка труб медных осуществляется двумя методами:
- Высокотемпературный — используется для трубопроводов с большой нагрузкой или при высоких температурах. Плавление припоя происходит при температуре 600-900 градусов.
- Низкотемпературный, применяемый для бытовых систем. В зависимости от используемого припоя, температура достигает 450 градусов для мягкого, и более 450 градусов для твердого.
Инструменты для пайки
Для получения качественного результата необходим инструмент для пайки медных труб:
Труборез для получения разреза перпендикулярно оси трубы.
Труборез
- Фаскосниматель – для удаления заусенцев и закруглений места реза вовнутрь. Фаскосниматель
- Труборасширитель – поможет во многих случаях обходиться без фитингов. Конец трубы необходимо расширить, чтобы туда вошел другой.
Труборасширитель с комплектом насадок разных диаметров
Правильная установка соединяемых труб должна иметь такой вид, а глубина обработки трубы труборасширителем должна равняться диаметру трубы:
Соединяемые трубы
- Ершики и щетки для зачистки окиси с паяемых участков труб.
Комплект ершиков и щеток
- Отражатель (рефлектор) пламени горелки устанавливается на сопло горелки. Помогает защитить расположенные вблизи горючие материалы, предотвратить потери тепла, обеспечивает равномерный прогрев трубы. Отражатель пламени
- Газовая горелка для пайки медных труб — бывает нескольких разновидностей горелок от бытовых до высокопроизводительных моделей:
- с баллоном одноразового использования;
- со стационарным баллоном;
- горелки ацетилен-кислородные, отличающиеся своей конструкцией и представляющие собой аппарат для пайки медных труб.
Горелка газовая для пайки медных труб с одноразовым баллоном
Мощность выбираемой горелки выбирается в соответствии с температурой плавления припоя.
Газовые горелки для пайки медных труб производятся:
- для пайки твердым припоем (профессиональные);
- для пайки мягким и твердым припоем (полупрофессиональные);
- для пайки мягким припоем и разогрева труб.
Кроме этого, различие имеет состав газовой смеси в баллоне, предназначенный для того или иного вида пайки.
- Легкоплавкий припой можно разогревать термофеном, работающим от электропитания и дающим струю горячего воздуха до 650 градусов.
Термофен
Основное достоинство этого инструмента – способность регулировать температуру, а также удерживать постоянное значение температуры подаваемой струи воздуха. Дополнительное оснащение насадками позволяет сконцентрировать горячую струю в нужном месте.







Способы пайки труб и виды припоев
Суть процесса пайки заключается в скреплении элементов обустраиваемой конструкции с помощью добавления между ними расплавленного скрепляющего вещества — припоя. После остывания соединение получается неразборным, припой для пайки меди твёрдо фиксирует детали.
Температура, при которой плавится припой, должна быть ниже, чем соответствующий параметр скрепляемых элементов, причём капиллярный эффект позволяет достичь равномерного укладывания припоя по всей площади соприкосновения деталей.
Дополнительно для улучшения адгезии (поверхностного сцепления) элементов можно использовать флюсы и предварительно очищать поверхности.
Пайка медных трубок может осуществляться двумя способами:
- При низкой температуре. Метод подходит для обустройства бытовых коммуникаций. Используется или твёрдый припой, разогретый свыше температуры 450°С, или мягкий — до 400°С.
- При высокой температуре. Нужен для обустройства систем, подвергающихся большим нагрузкам. Температура применяемого припоя достигает 600-900°С.
Мягкие припои — это проволоки из легкоплавящихся металлов (олова, свинца, их сплавов; иногда добавляются серебро и другие элементы). Диаметр такой проволоки — 2-3 мм.
Твёрдые припои представляют собой стержни, характеризуются повышенной температурой плавления и способностью выдерживать высокое давление во время работы системы.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
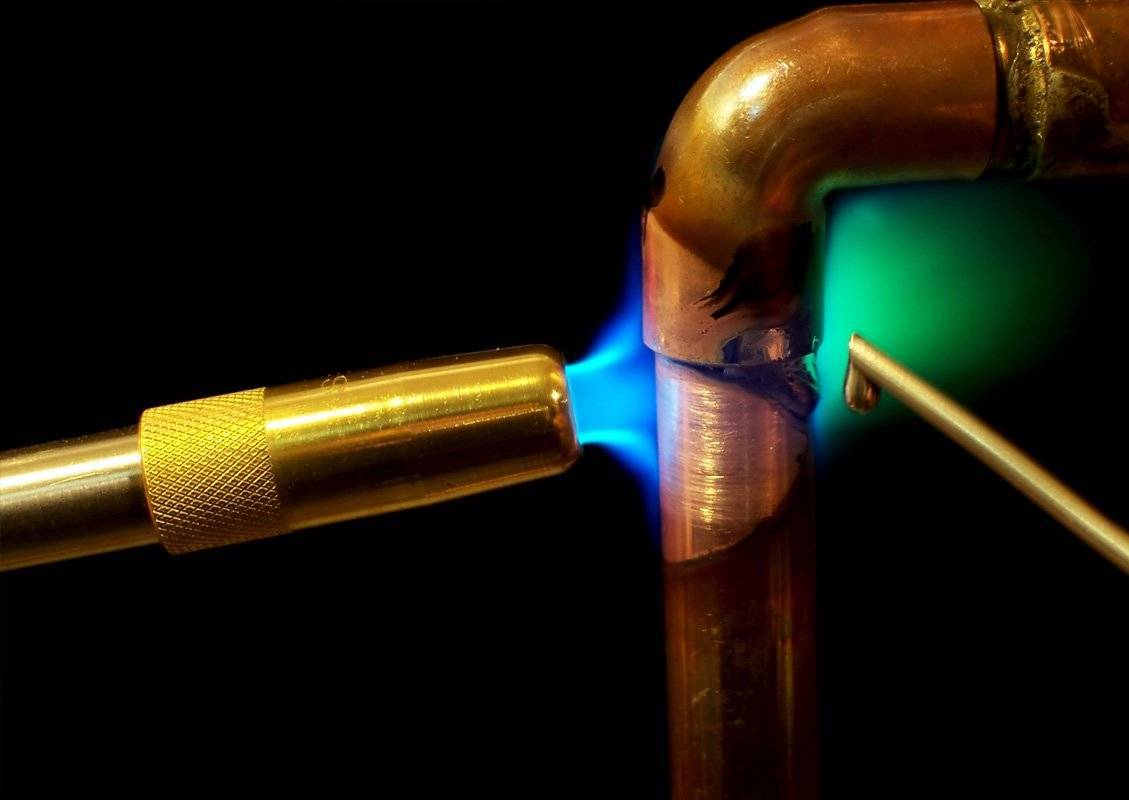
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Способы паяния деталей из меди
При помощи сварки надежно скрепляются две медные детали, сохраняя шов герметичным и долговечным. Существует несколько способов, самыми распространенными из которых представляются высокотемпературная и низкотемпературная.
Особенности высокотемпературных соединений
 Высокотемпературное соединение
Высокотемпературное соединение
Высокотемпературная пайка медных трубок с помощью газовой горелки включает в себя работу при температуре от 450 градусов. Для скрепления используется припой из тугоплавких металлов. Часто используют серебро или ту же медь. Высокотемпературные соединения называют твердыми.
После сварки между деталями остается очень надежный шов, который с легкостью выдержит высокие температуры, а также практически не подвергается механическим повреждениям.
Процесс основан на повышении температуры металла до его размягчения. В таком состоянии детали очень легко совместить. Стоит отметить, что при таком способе противопоказано искусственное охлаждение металла. Если этим правилом пренебречь, неизбежна потеря прочности.
Способ подходит для деталей с диаметром от 12 до 159 мм. Используется не только для водных, но и для газовых труб. Чаще всего, такое соединение будет полезно для случаев перемещения жидкости с температурой, превышающей 120 градусов. Это позволяет использовать тип для создания отопительных систем.
Низкотемпературная пайка в деталях
 Низкотемпературное соединение
Низкотемпературное соединение
Второй вид соединений часто называют мягкой пайкой. Тут используются относительно невысокие температуры до 450 градусов. Припоем являются мягкие металлы, типа свинца или олова.
Шов, полученный в процессе низкотемпературной пайки, менее прочный. Но это компенсируется тем, что на металл в процессе соединения не оказывается сильное температурное воздействие. Таким образом, прочностные характеристики детали остаются на первоначальном уровне.
Такая пайка считается более безопасной для работника, так как шанс получить увечья меньше. Применяется в водопроводных сетях, а также в отопительных. Однако во втором случае температура проходящей жидкости не должна быть выше 130 градусов.








Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Газовый паяльник: гид покупателя
Что такое газовый паяльник?
Газовый паяльник представляет собой универсальный компактный прибор, который удобно использовать при отсутствии подключения к электросети, а также при необходимости спайки деталей из различных материалов. Он применяется для выпаивания радиодеталей, нагрева труб и резьбовых соединений, спайки больших элементов с помощью тугоплавкого припоя, размягчения старых лакокрасочных покрытий и других видах работ.
Чтобы понять принцип действия устройства, необходимо рассмотреть особенности его конструкции. Все модели газовых паяльников состоят из следующих элементов:
- ёмкости для заполнения сжиженным газом;
- газовой горелки со встроенной керамической решеткой;
- рабочей насадки.
При работе прибора, газ постепенно выходит из резервуара и смешивается с кислородом воздуха. Воспламенение осуществляется за счет пьезоэлемента или внешнего источника огня. Изменение интенсивности пламени производится с помощью специальной кнопки, которая позволяет регулировать рабочую температуру. Керамическая решетка, покрытая слоем платины, служит катализатором, благодаря которому пламя горит равномерно и быстро нагревает жало паяльника.
Основные преимущества газовых паяльников
Главной отличительной особенностью газовых паяльников является возможность автономной работы. С помощью таких устройств можно спаивать детали различной величины в любых условиях, а не только за рабочим столом. Газовые паяльники могут использоваться в труднодоступных местах, в то время как рабочая область электрических устройств ограничена длиной шнура и зависит от расположения розетки.
Большинство моделей газовых паяльников оснащено специальным блокиратором, который защищает прибор от самопроизвольного включения. В течение 15-30 секунд они нагреваются до 450-2000°С и могут работать в нескольких режимах:
- пайка нагретым жалом с применением соединительного вещества;
- горелка – термическая обработка поверхности деталей посредством открытого пламени;
- пайка воздухом, осуществляемая за счет узконаправленного потока газа.
Для того, чтобы начать работу с электрическим прибором, необходимо будет подождать 5-7 минут, при этом возможность регулировать нагрев предусмотрена только в дорогостоящих моделях. Рабочая температура таких устройств составляет 450°С.
На что обратить внимание при выборе лучшего газового паяльника?
Поскольку модельный ряд газовых паяльников, представленных в продаже, достаточно широк, выбрать лучший инструмент для определенного вида работ достаточно сложно
Чтобы паяльник во время эксплуатации оправдал ожидания при покупке следует обратить внимание на следующие характеристики:
- Максимальная температура. От температурного диапазона паяльника зависит сфера его применения. Чем больше температура нагрева, тем она шире. Для домашнего использования подойдут модели, нагревающиеся до 1000-1500°С. Профессионалам лучше приобрести прибор с максимальной температурой 2000°С.
- Наличие регулятора уровня пламени. Эта функция обеспечивает возможность выбора нужной температуры и интенсивности горения для спайки деталей из различных материалов.
- Тип пламени. Если при осуществлении работы нужен значительный нагрев поверхности, целесообразно использовать инструмент с вихревым пламенным потоком. Карандашное пламя подходит в тех случаях, когда необходима точечная концентрация тепла, а jumbo, характеризующееся острым факелом, предназначено для теплоемких и грубых видов работ. Многоцелевое пламя применяется там, где не требуются очень высокие температуры.
- Объем емкости с топливом. Эта характеристика определяет ресурс работы инструмента. Чем меньше объем резервуара, тем чаще придется его заправлять.
- Тип поджига. Модели, оснащенные механизмом с пьезоподжигом, более удобны, чем те, которые запускаются с помощью источников огня. Оказавшись в полевых условиях без спичек или зажигалки, воспользоваться последними будет невозможно.