Как читать условные обозначения сварки на чертежах
Для этого возьмем конкретный пример — как он выглядит в настоящем чертеже.

Неподготовленный глаз видит здесь непонятный набор букв, цифр и прочих загадочных знаков. Подготовленный — четкий и понятный алгоритм, который упрощает работу с чертежом.
Остановимся на каждом элементе отдельно:
о — кружок в нашем случае обозначает, что шаг по замкнутой линии является круговым. А вообще здесь указывают, замкнутая это линия или монтажное соед-е. В последнем варианте — это флажок.
Односторонней стрелкой обозначают линию шва. Она же является и полкой, с размещенными на ней УО — как и в нашем варианте. Если шов находится с изнаночной стороны, то все обозначения пишут под полкой.
- ГОСТ 14771-76 — здесь указывают, каким стандартом руководствовались при использовании условных обозначений;
- Т3 — у нас тавровое соединение (обозначается буквой Т). На этом месте пишут тип соед-я и элементы его конструкции (буквенно-цифровая комбинация). В примере выше — тавровый двусторонний угловой шов без скоса кромок.
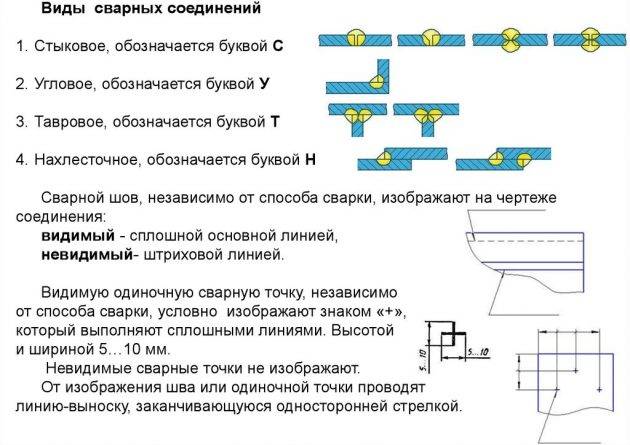
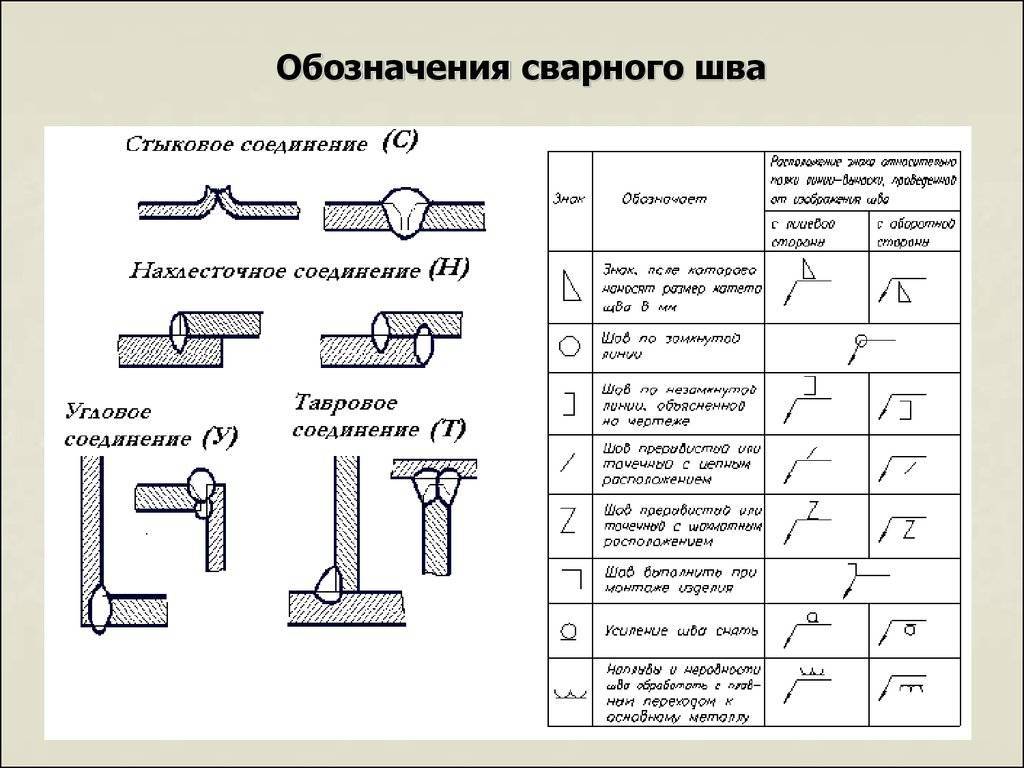
Соединения или швы еще бывают:
- стыковыми С — соединяются смежные торцы
- нахлесточными (Н) — поверхности сварки смещаются и одна перекрывает немного другую
- угловыми (У) — торцы заготовок свариваются под конкретным углом
- особыми (О) — способы, не предусмотренные ГОСТами.
- УП — способ сварки. У нас — дуговая сварка в углекислом газе.
К вариантам сварки также относят:
- автоматическую под флюсом (А) — подушки и подкладки отсутствуют
- предыдущий вариант с подушкой (Аф)
- в инертном газе вольфрамовым электродом без присадки (ИН)
- предыдущий вариант с присадкой (ИНп)
- в инертном газе с электродом, который плавится (ИП)
- предыдущий вариант только в углекислом газе (УП).
- ◺6 — описание типа и размеров элементов конструкции. В нашем примере сказано, что размер катета стыка равен 6 мм. Варианты соединения еще бывают и такими: одно- и двусторонними (SS и BS соответственно), видимыми и невидимыми (сплошная и пунктирная линии соответственно). Иногда используются нестандартные швы — в стандарте вы не найдете информации об их конструктивных размерах.
- 50 — цифра определяет длину непрерывного участка;
- Z — место отводится под характеристику соединения. У нас оно в шахматном виде;
- 100 — цифра описывает соед-е или его компоненты. В нашем случае — шаг со значением 100 мм.
Последний значок в виде подчеркнутого кружочка означает, что поверхности стыка нужно выровнять.
В конце списка условных обозначений могут идти такие знаки:
Что представляют собой сварочные стыки, их разновидности
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода. При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
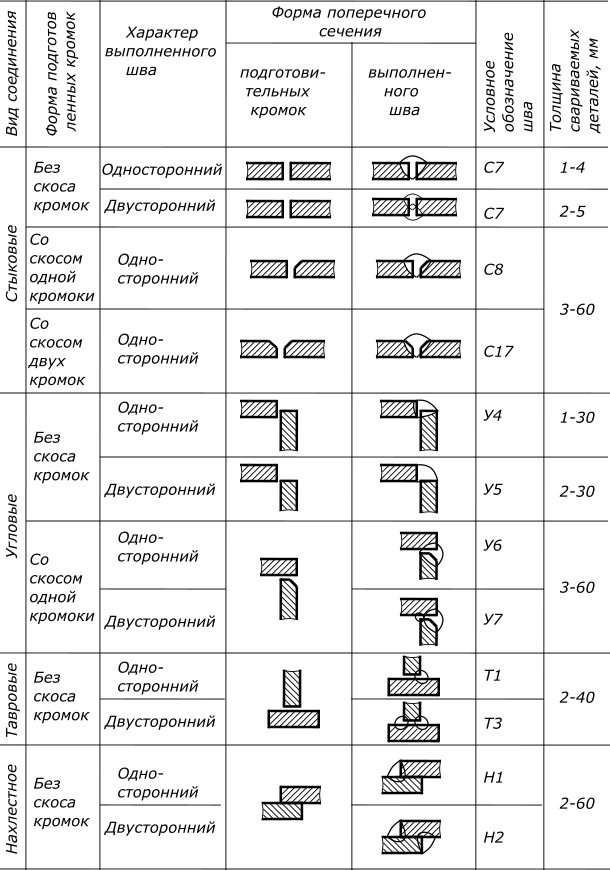
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
 Обозначние сварных соединений
Обозначние сварных соединений
Стыковой вид
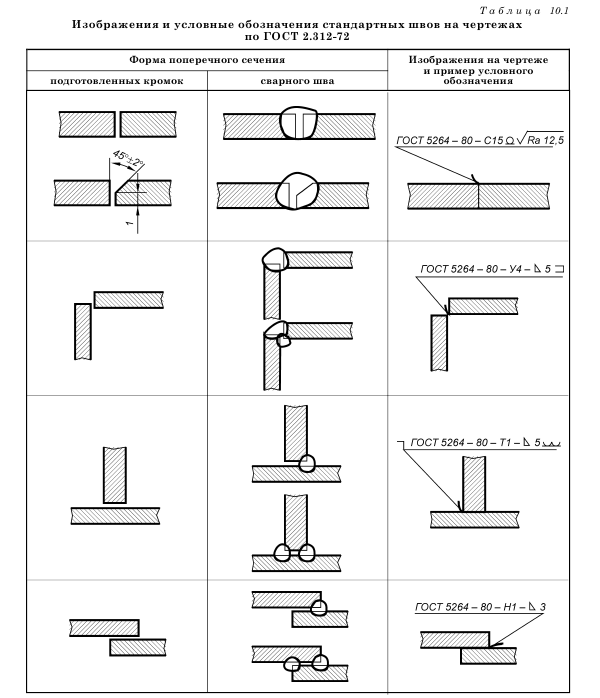
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.
 Виды стыковых соединений
Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.

Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
 Типы тавровых соединений
Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
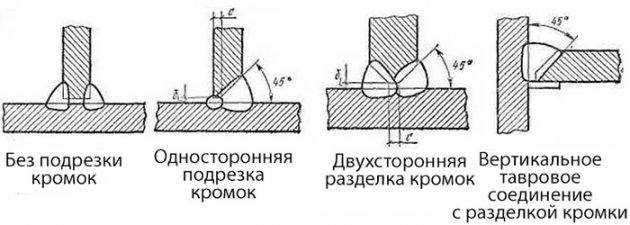
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.

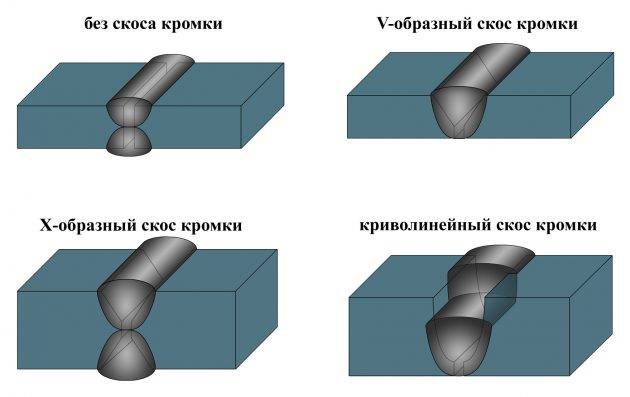
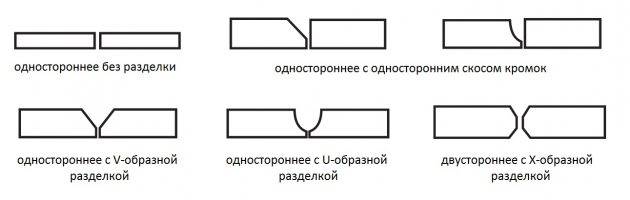
Разделка кромок может быть выполнена:
Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
 Виды кромок
Виды кромок
Правила оформления
Исполнительная схема сварки трубопровода должна содержать следующую информацию:
- наименование объекта;
- класс трубопровода;
- параметры труб: материал сплава диаметр и толщина стенок;
- транспортируема среда;
- привязку к опорным точкам.
Каждый стык на схеме должен иметь свой уникальный номер. Иногда используется сквозная нумерация сварных соединений на всем проекте, тогда обозначение принимает вид «Э12.123», где до точки находится идентификатор объекта, а после- собственно номер стыка на конкретной схеме.
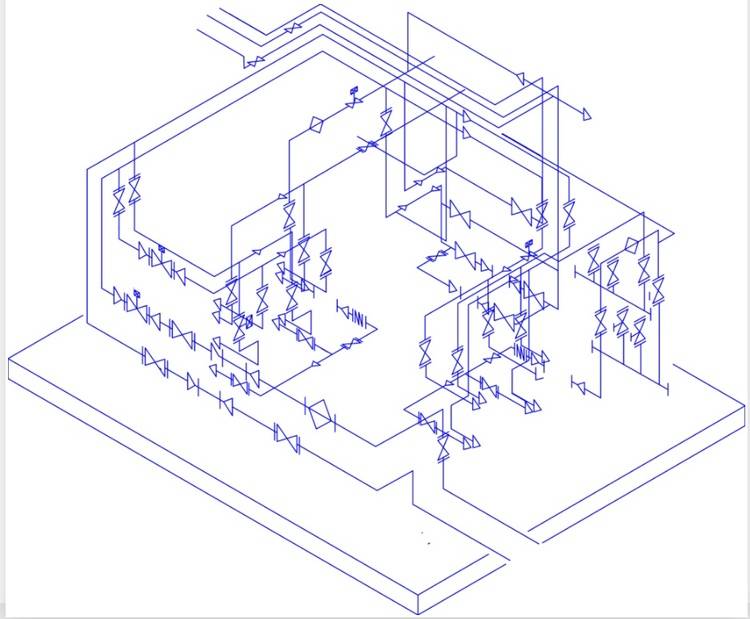
Этап формирования схемы сварных соединений из 3D модели. Чертеж упрощается, арматура и оборудование заменяются условными обозначениями.
Кроме того, на схеме может обозначаться расстояние между соседними стыками и опорными объектами, такими, как повороты, арматура, опорные металлоконструкции или технологическое оборудование. Это обязательно в двух случаях:
- трубопровод покрывается слоем изоляции;
- участок проходит под землей или скрыт в стенах.
Обозначения при необходимости (например, в случае аварии, планового ремонта или обследования) помогут быстро и без лишних затрат и повреждений конструкций найти место стыка в случае ремонта, не прибегая к дополнительной документации.
Стыки на схематическом чертеже могут быть двух видов:
- поворотные;
- неповоротные.
К поворотным относятся швы, выполняемые сварщиком с поворотом участка трубы вдоль продольной оси на определенный угол. Обычно это угол, кратный 90о. Варят такие швы в положении «снизу». Такие швы получаются более качественными и долговечными, поскольку работа идет в положении, удобном для сварки. Анализ статистических данных показывает, что частота обнаружения дефектов таких швов существенно меньше, чем у неповоротных. сварных соединений.
Неповоротный стык варится без вращения трубы в удобное положение. Наоборот, сварщику приходится перемещаться вслед за швом вокруг трубопровода, в том числе и в невыгодных позициях: швы с положительным и отрицательным уклоном, а также вертикальные и потолочные. При этом приходится несколько раз менять наклон электрода, скорость его ведения, сварочный ток и другие важные режимы работы.
Шов при этом варится в несколько приемов, что отрицательно сказывается на его прочности и долговечности. Работа в таких условиях требует о работника большого опыта, а также высокой квалификации.
Возле каждого стыка указываются данные сварщиков, заваривших его (ФИО, табельный номер или номер личного клейма).
На документе также отмечают соединения, для которых потребуется провести контроль качества неразрушающими средствами (ультразвук, рентген и др.) Для особо важных объектов, связанных с высокими давлениями и температурами, агрессивными средами и другими факторами, контроль проводится для всех стыков.
На схеме расположения сварных стыков указывается стыки, на которых требуется выполнить неразрушающий контроль (ультразвуковой, радиографический). Визуально-измерительному контролю подлежат все стыки.
При оформлении документа используется та же система координат, что и в прочей проектной и рабочей документации.
Важно! Данные схемы и сводная таблица должны совпадать с данными Журнала работ по следующим параметрам:
- номера соединений;
- параметры труб;
- ФИО сварщиков и номера личный клейм
- длительность работ.
Если размеры и уклоны построенного объекта соответствуют проектным значениям, на схеме делается надпись: «Отклонений от проектных параметров нет». В противном случае необходима согласующая эти отклонения надпись проектанта либо ссылка на отдельный документ- акт согласования.
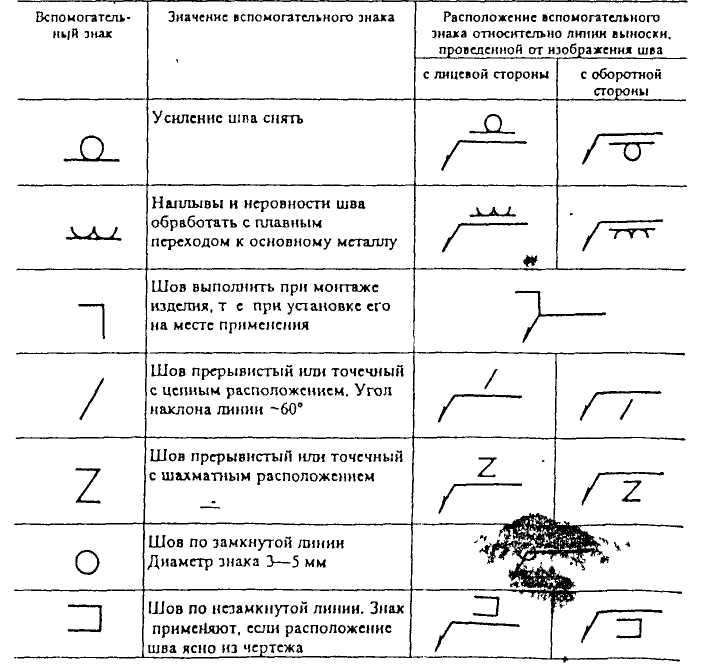
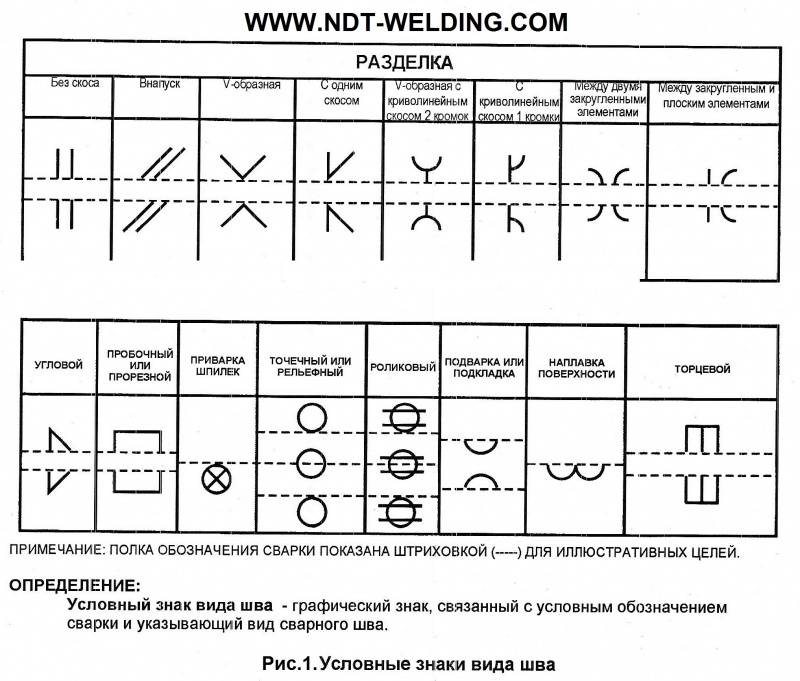
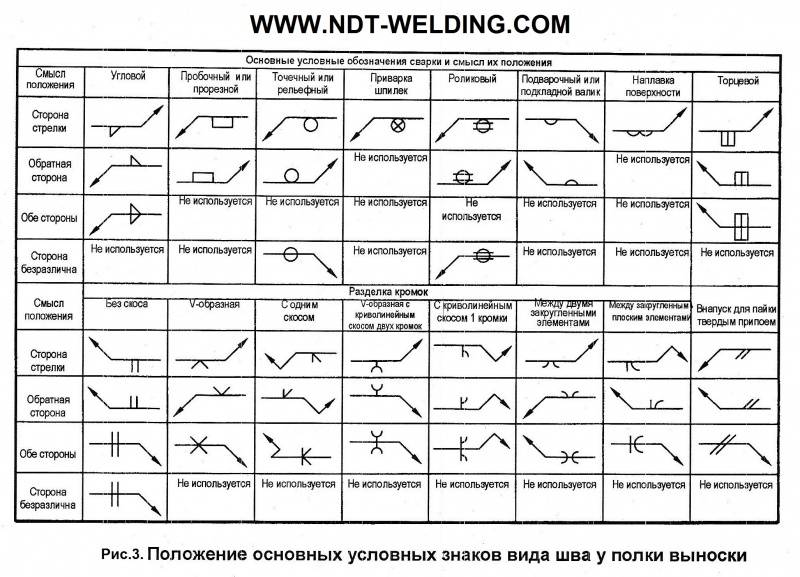
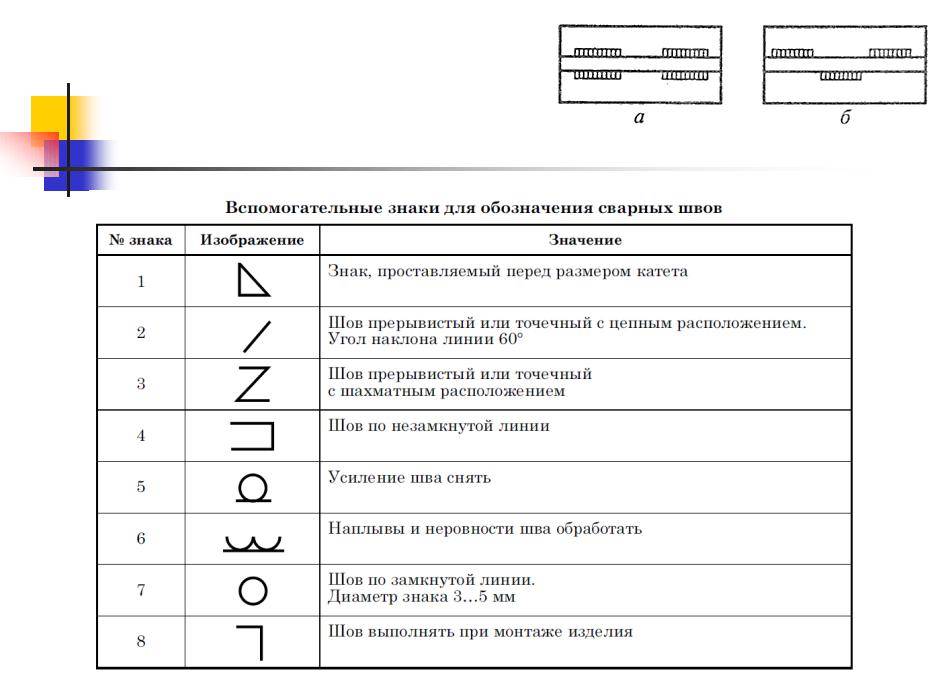
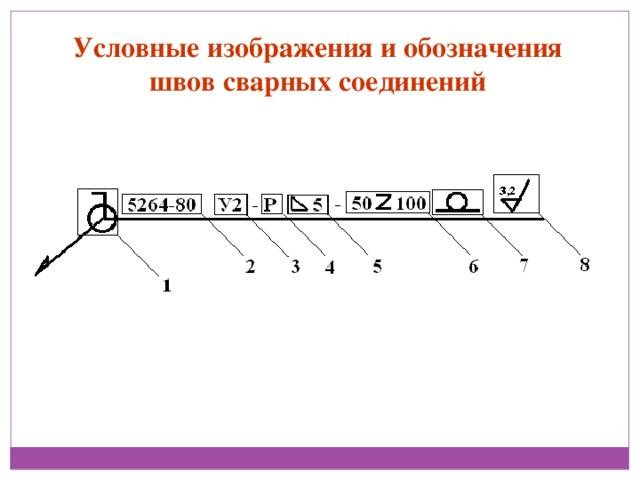
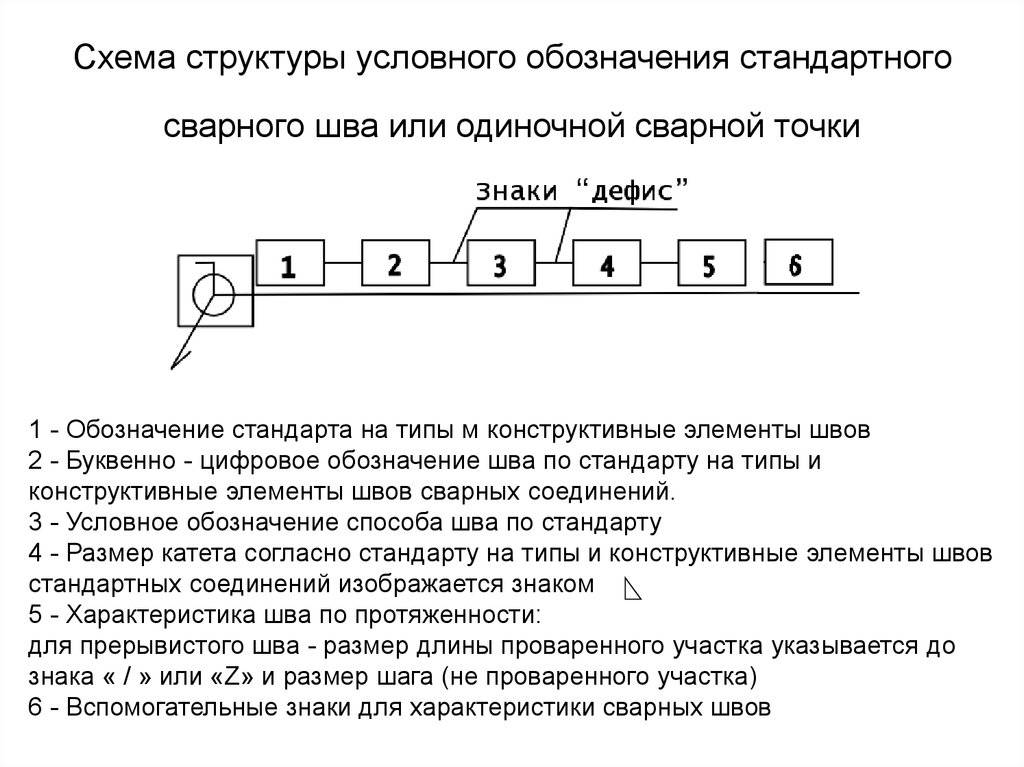
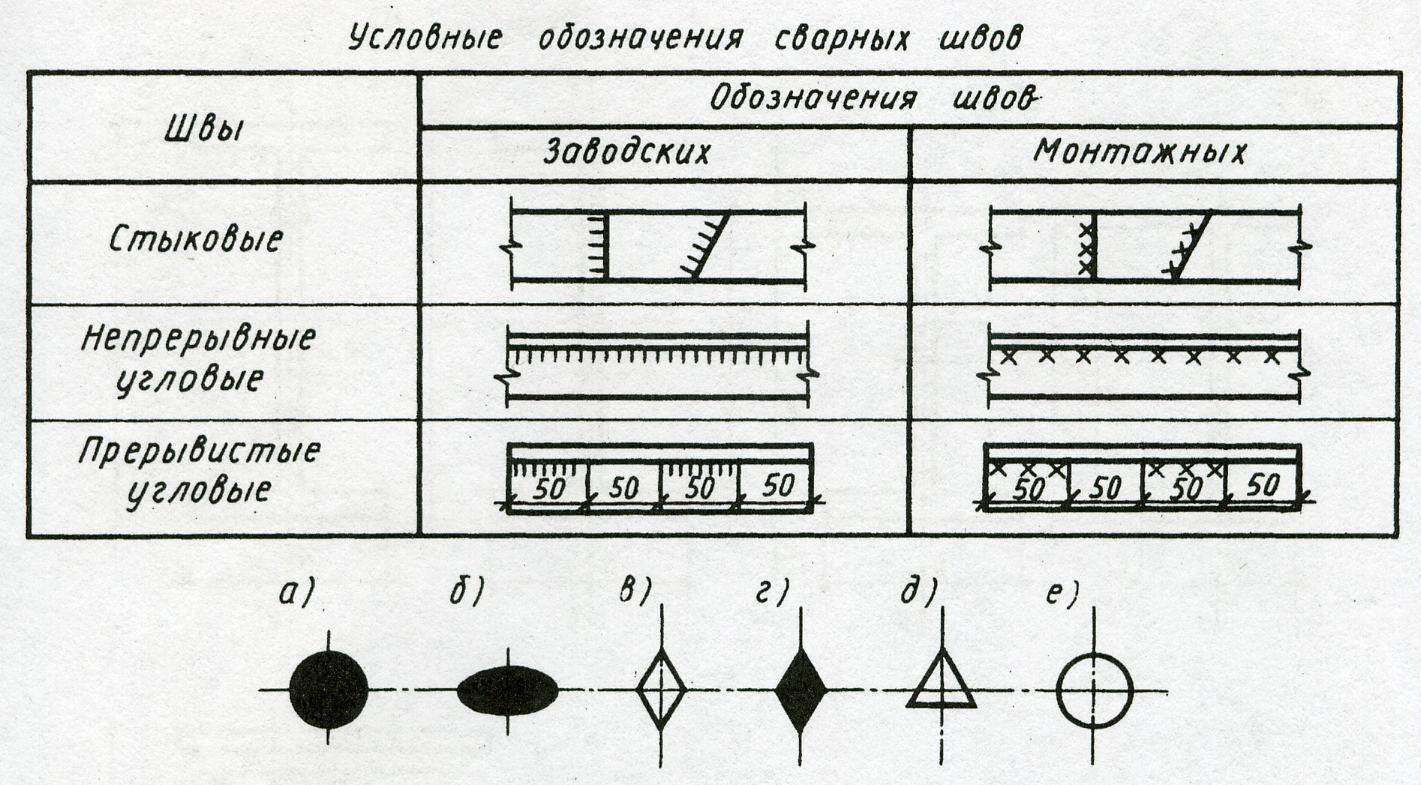
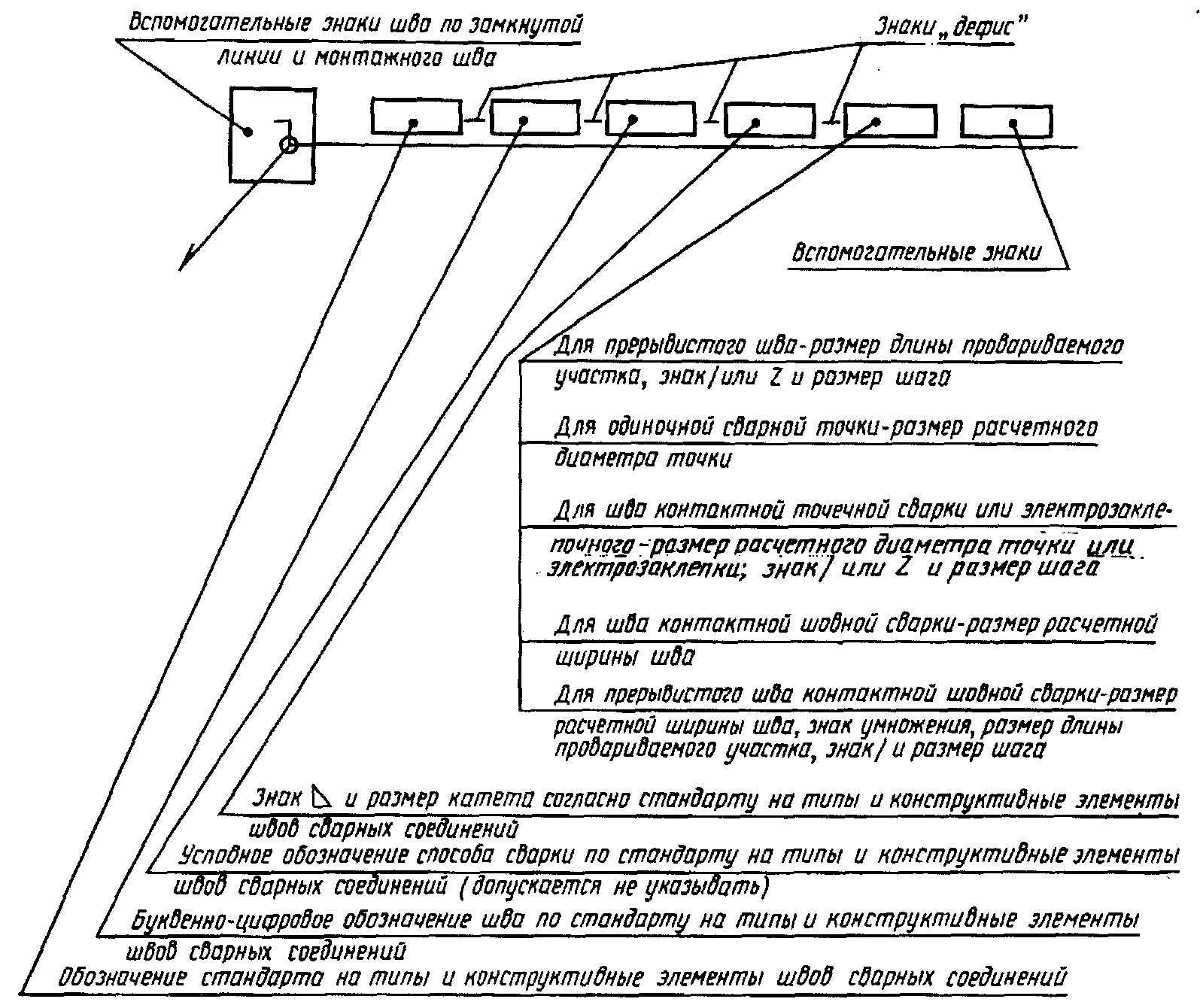
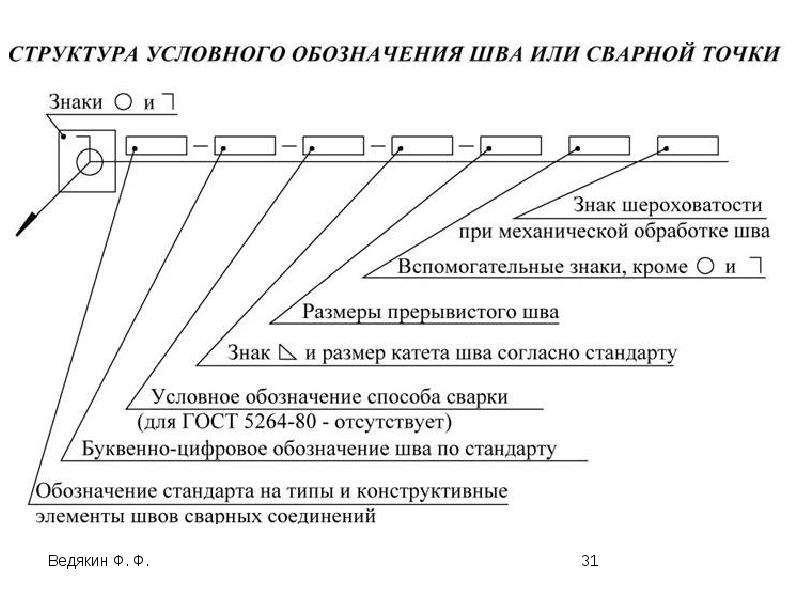
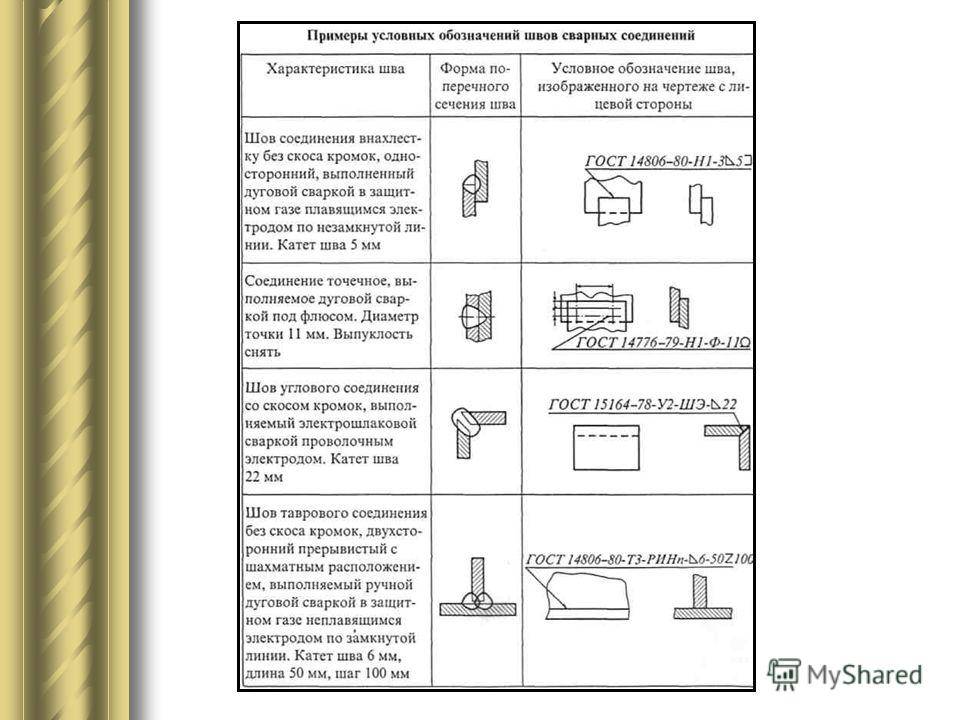
Схема входит в паспорт объекта, оформляется на качественном носителе и с использованием материалов, гарантирующих продолжительное хранение.
После завершения работ проводится проверка всей документации на полноту и правильность оформления и заполнения. После проверки документы сдаются в архив.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
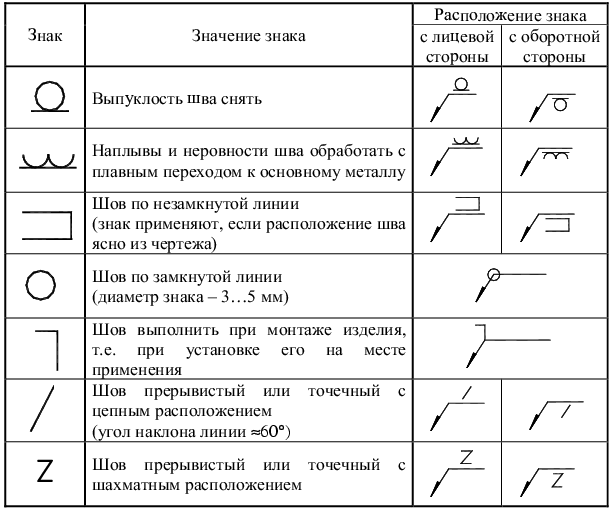
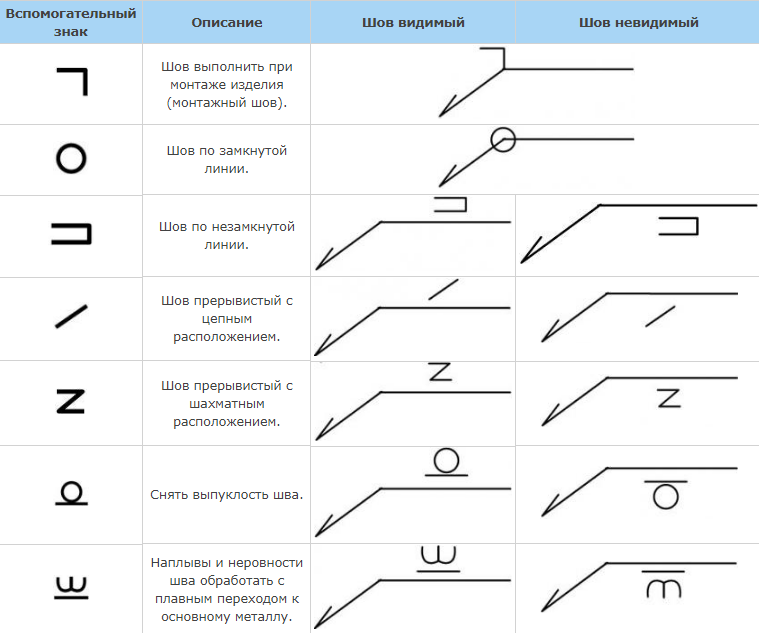
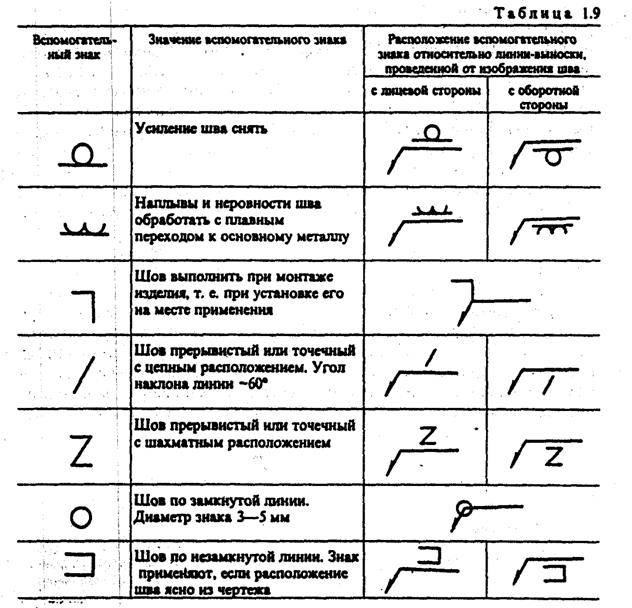
2.1. Вспомогательные
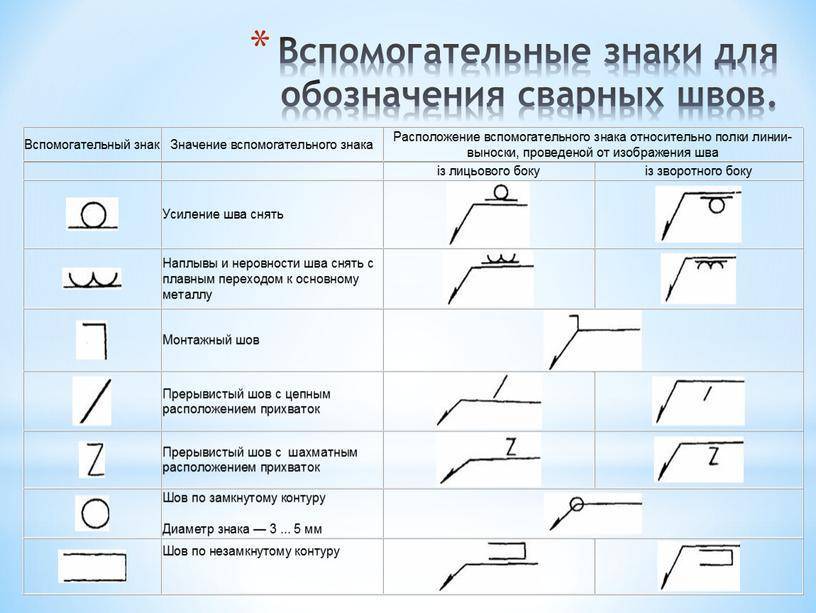
знаки для обозначения сварных швов приведены в таблице.
Вспомогательный | Значение | Расположение | |
с | с | ||
Усиление шва | |||
Наплывы и | |||
Шов выполнить | |||
Шов | |||
Шов | |||
Шов по Диаметр знака | |||
Шов по |
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают
сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с
несимметрично подготовленными кромками принимают сторону, с которой производят
сварку основного шва.
3. За лицевую сторону двустороннего шва сварного
соединения с симметрично подготовленными кромками может быть принята любая
сторона.
В условном обозначении шва
вспомогательные знаки выполняют сплошными тонкими линиями.
Вспомогательные знаки должны быть
одинаковой высоты с цифрами, входящими в обозначение шва.
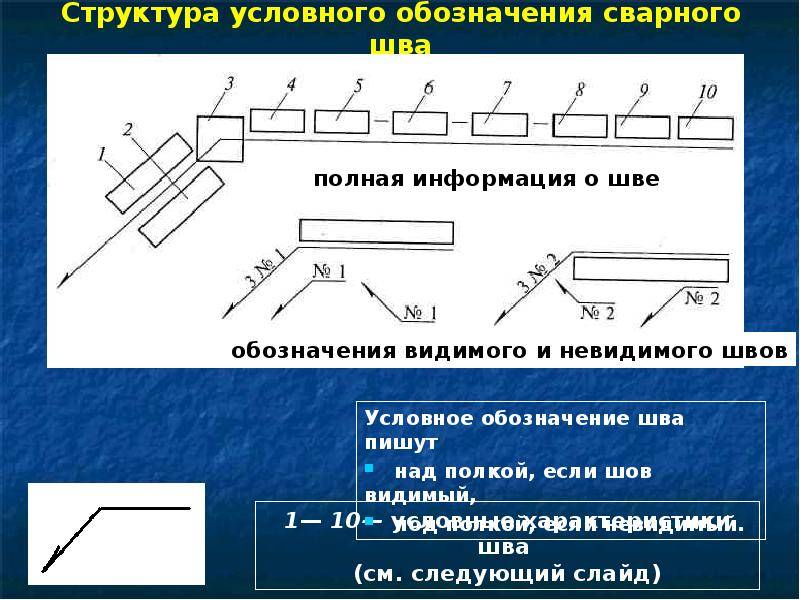
2.2. Структура условного обозначения стандартного
шва или одиночной сварной точки приведена на схеме (черт. 5).
Черт. 5
Знак выполняют
сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр,
входящих в обозначение шва.
2.3. Структура условного обозначения
нестандартного шва или одиночной сварной точки приведена на схеме (черт. 6).
Черт. 6
В технических требованиях чертежа или
таблицы швов указывают способ сварки, которым должен быть выполнен
нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от
изображения шва с лицевой стороны (черт. 7а);
б) под полкой линии-выноски, проведенной
от изображения шва с оборотной стороны (черт. 7б).
Черт. 7
2.5. Обозначение шероховатости
механически обработанной поверхности шва наносят на полке или под полкой
линии-выноски после условного обозначения шва (черт. 8), или указывают в таблице швов,
или приводят в технических требованиях чертежа, например: «Параметр
шероховатости поверхности сварных швов…»
Примечание.
Содержание и размеры граф таблицы швов настоящим стандартом не
регламентируются.
Черт. 8
2.6. Если для шва сварного соединения
установлен контрольный комплекс или категория контроля шва, то их обозначение
допускается помещать под линией-выноской (черт. 9).
В технических требованиях или таблице
швов на чертеже приводят ссылку на соответствующий нормативно-технический
документ.
2.7. Сварочные материалы указывают на
чертеже в технических требованиях или таблице швов.
Допускается сварочные материалы не
указывать.
Черт. 9
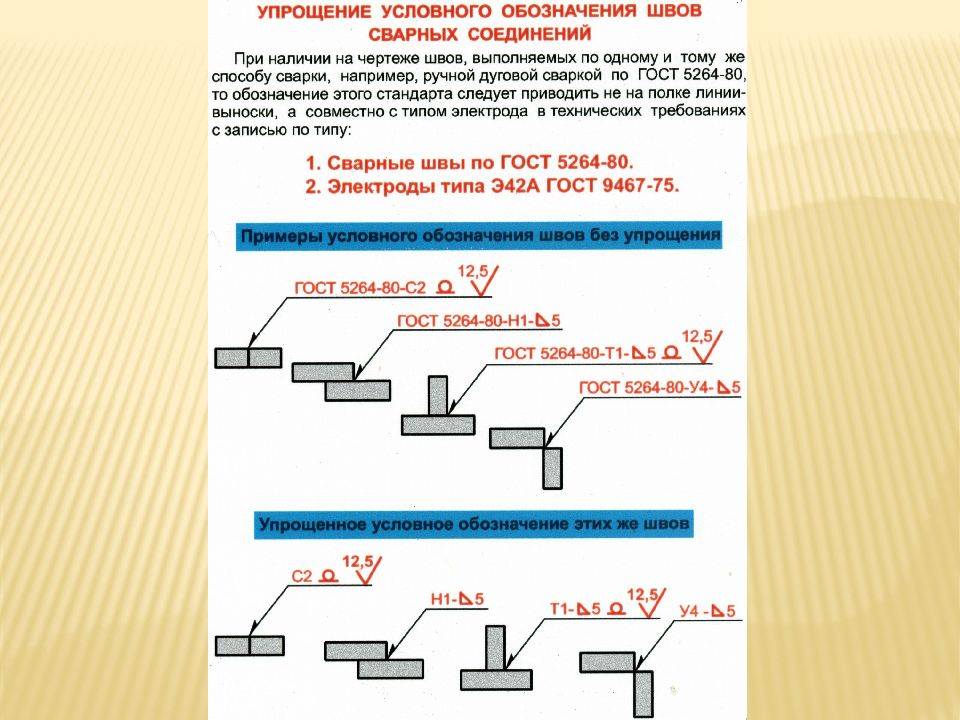
2.8. При наличии на чертеже одинаковых
швов обозначение наносят у одного из изображений, а от изображений остальных
одинаковых швов проводят линии – выноски с полками. Всем одинаковым швам
присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с
нанесенным обозначением шва (черт. 10а);
б) на полке линии-выноски, проведенной от
изображения шва, не имеющего обозначения, с лицевой стороны (черт. 10б);
в) под полкой линии-выноски, проведенной
от изображения шва, не имеющего обозначения, с оборотной стороны (черт. 10в).
Количество одинаковых швов допускается
указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт. 10а).
Черт. 10
Примечание. Швы
считают одинаковыми, если:
одинаковы их типы и размеры конструктивных элементов в поперечном
сечении;
к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов
сварных соединений приведены в приложениях 1 и 2.
Правила нанесения обозначений и особенности их расшифровки
Выше уже упоминалось о том, как должно выполняться обозначение сварных соединений разных типов. На черту стыка указывает линия с направленной стрелкой, над или под которой наносятся надписи.
Существуют определенные правила, согласно которых должны наноситься все технические надписи. Маркировка сварных швов состоит из 9 взаимосвязанных между собой блоков. На фото ниже показана структура расположения маркировочных знаков.
На фото показано как обозначается сварное соединение на чертеже на примере двухстороннего монтажного стыкового шва, выполняемого ручной дуговой сваркой:
- В первой колонке изображен вспомогательный знак. Это контур замкнутого шва, определяющий выдвигаемые к элементу монтажные условия.
- Второй блок содержит код межгосударственного стандарта, в соответствии которого должны осуществляться работы по свариванию металлоконструкции.
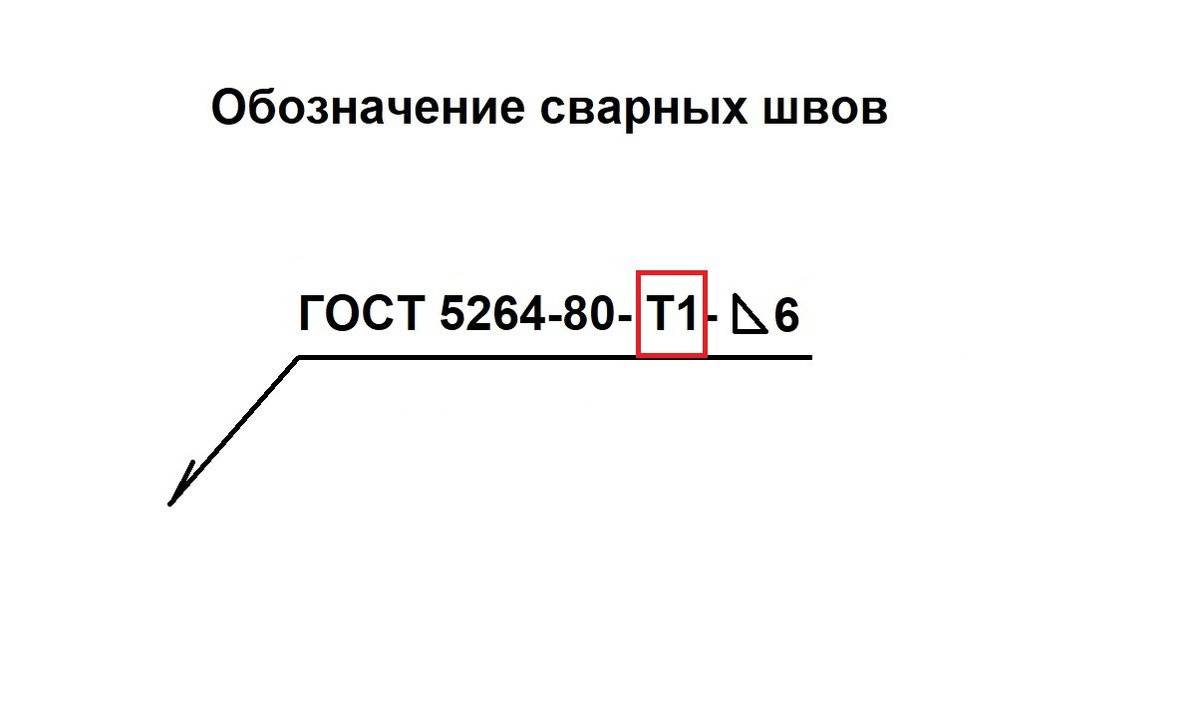
- Третья колонка – это маркировка (обозначение) сварного шва на чертеже.
- Далее изображен дефис, который на подкатегории разделяет все последующие позиции.
- Буквы в пятом блоке указывают на технологию, по которой выполняются сварочные работы. Обязательно к заполнению эта позиция не является.
- В шестой колонке содержится величина углового катета, величина его указана в миллиметрах.
- Седьмой блок: дополнительное обозначение – прерывистый сварной шов, интервал шага, цепное или шахматное расположение и т. д.
- В восьмом блоке изображаются вспомогательные знаки, указывающие на тип обработки.
- Последняя девятая колонка – это показатели чистоты поверхности стыкового соединения. Указывается в случаях, когда после сварочного процесса необходима механическая обработка изделия.
Это приведено стандартное обозначение сварных швов на чертежах, примеры обозначения некоторых уже выполненных соединений приведены ниже.
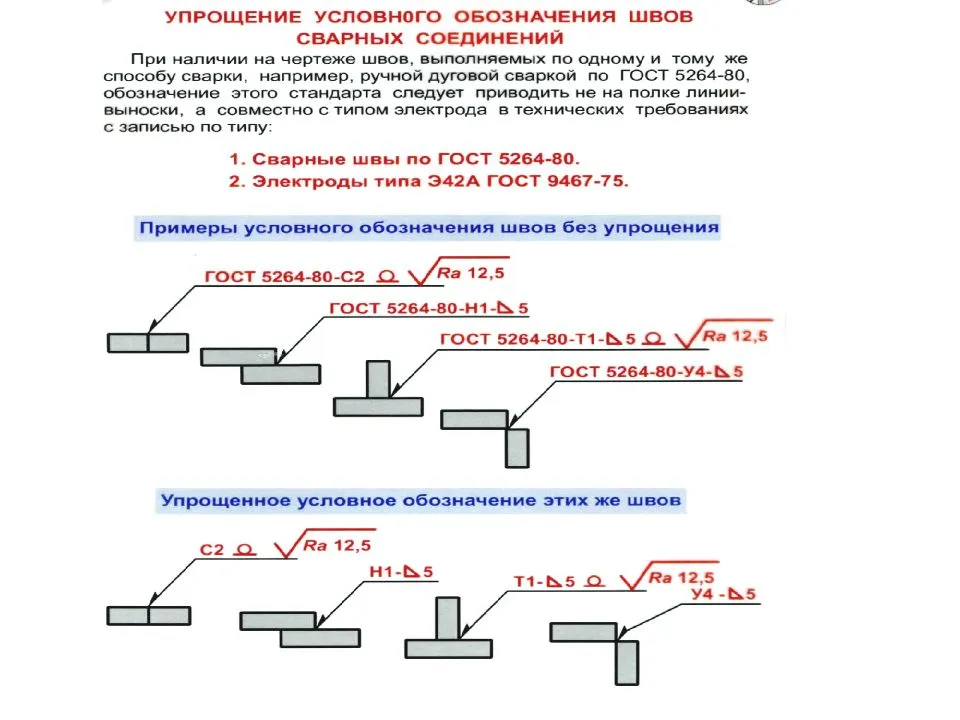
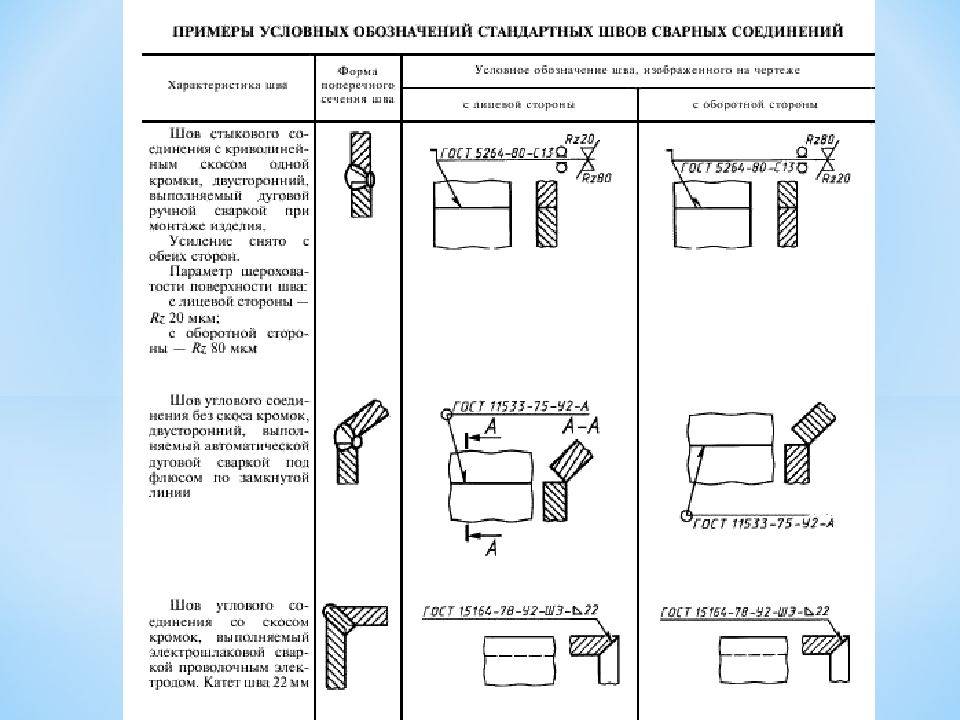
Пример 1
Представленное на чертеже условное обозначение сварного шва расшифровывается следующим образом:
- знак говорит о том, что непосредственно на месте монтажа после подгонки элементов следует осуществлять их соединение;
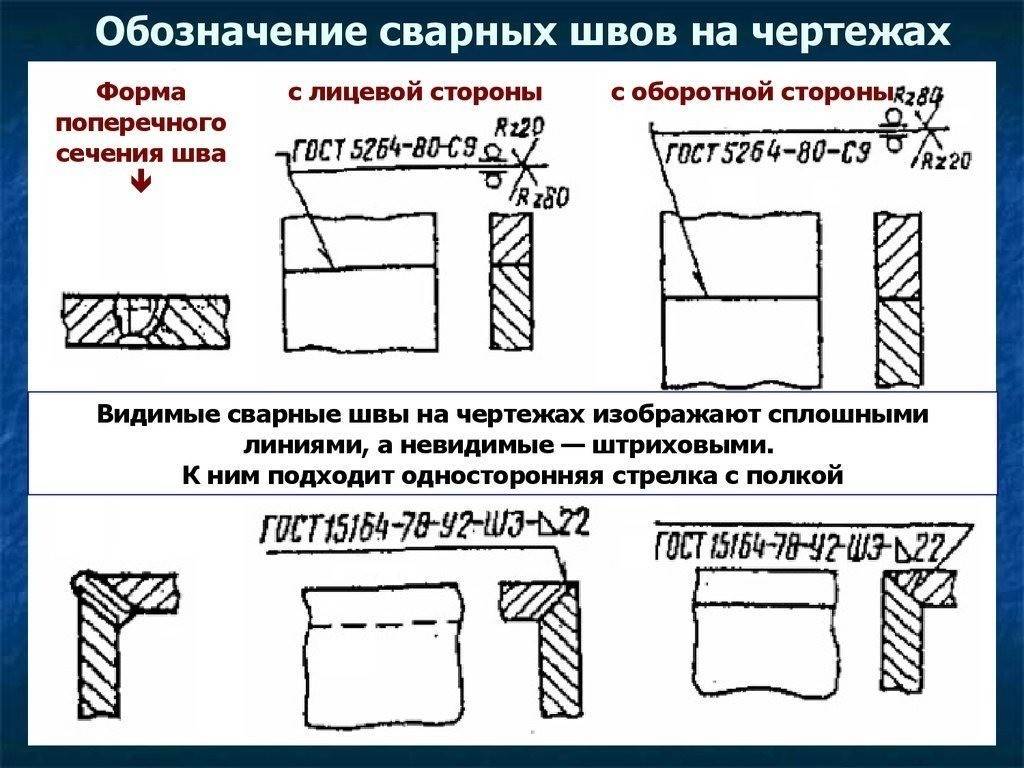
- ГОСТ 5264-80 – это номер регламентирующего документа, в данном случае он указывает на то, что с помощью электродуговой сварки выполнен стык;
- С13 – значит, что в стыковом соединении на одном скосе изогнутая фаска;
- знак указывает что с двух сторон шва осуществлено снятие внутреннего термического напряжения (усилия);
- Rz20 – показатель чистоты поверхности лицевой стороны, Rz80 – обратной стороны.
Пример 2
Здесь изображен выполненный автоматической дуговой сваркой (А) по замкнутой линии под флюсом (ГОСТ 11533-75) двусторонний (У2) угловой шов без скоса кромок.
Пример 3
С тыльной стороны создан стык.
Соединение выполнено с применением электродуговой сварки по ГОСТу 5264-80. Шов односторонний с загибом края, контур разомкнутый.
Пример 4
Сварочное соединение под наклоном
- контур стыковки элементов сплошной, выполнен в форме кольца;
- в газовой среде осуществлена сварка, ГОСТ 17771-76;
- стык тавровый (ТЗ), выполнена обработка каждой его стороны без разделки кромок;
- в качестве газовой среды использована окись углерода (УП) газообразной консистенции, электрод – расплавляемый;
- 6 мм составляет длина катета стыкового соединения;
- в шахматном порядке (Z) периодически создается сплошной проваренный участок длиной 50 мм и с шагом 100 миллиметров.
Пример 5
Для выполнения шва применена дуговая полуавтоматическая сварка, чертеж обозначает что шов односторонний (Н1), созданный плавящимся электродом внахлестку без скоса кромок в среде защитных газов. Шов круговой (), выполнен по замкнутой линии, 5 мм (Δ5) составляет дина катета.
Если на чертеже содержится несколько одинаковых соединительных стыков, то только на одном их них наносится условное обозначение. К остальным швам в местах, где должно быть обозначение указываются только их порядковые номера. При этом количество одинаковых соединений указывается на линии-выноске, как показано на примере ниже.
Одинаковыми стыковые соединения считаются в случаях, когда:
- разновидности стыков и размеры элементов являются одинаковыми при сравнении их поперечного сечения;
- одинаковые требования выдвигаются ко всем соединениям.
Когда для сварочного стыка установлена категория его контроля либо контрольный комплекс, то только под линией выноской должно наноситься условное обозначение.
Размеры шва (пятый квадрат)
В приведенном примере было удобнее всего обозначить длину катета, поскольку рассматривается тавровое соединение с размещением заготовок под углом в 90 градусов. Определяется катет в зависимости от значения текучести
Необходимо обратить внимание на то, что если чертежом указывается соединение стандартных размеров, то указывать катет не нужно. В приведенном примере катет будет равен 6 мм
Виды дополнительных соединений:
- SS – односторонне. Дуга или электрод в таком случае передвигается с одной стороны;
- BS – двухстороннее. В таком случае источник плавления передвигается с обеих сторон.
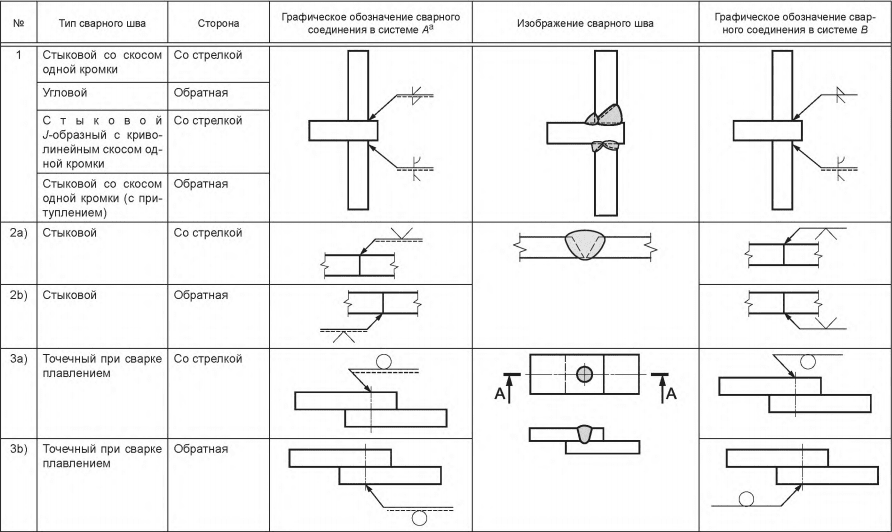
Согласно ГОСТу 2.312-72 швы делятся на видимые (на чертеже отображаются сплошной линией) и невидимые (пунктир).
Самое время вернутся к рассматриваемому примеру и подать информация простым понятным языком. Речь идет о тавровом двустороннем шве, который выполнен методом ручной дуговой сварки в углекислой среде (газ). Кромки стыков не имеют скосов. Шов прерывистый, нанесен шахматным способом. Размер катета шва составляет 6мм, длина проваренного участка – 50 мм. Шаг составляет 100 мм. Поверхность стыка необходимо выровнять по завершению сварочных работ.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
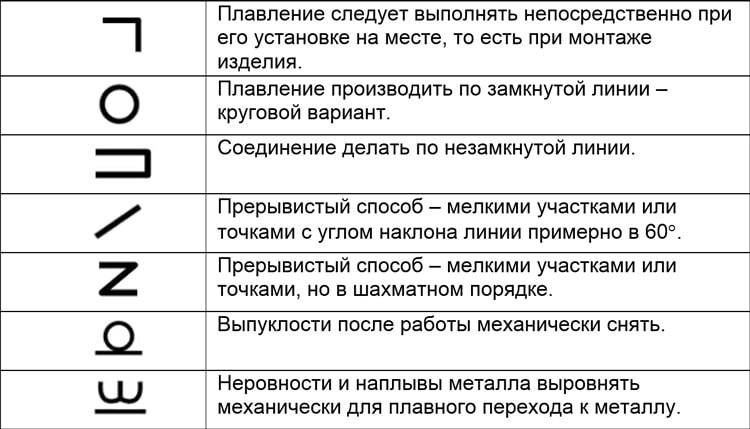
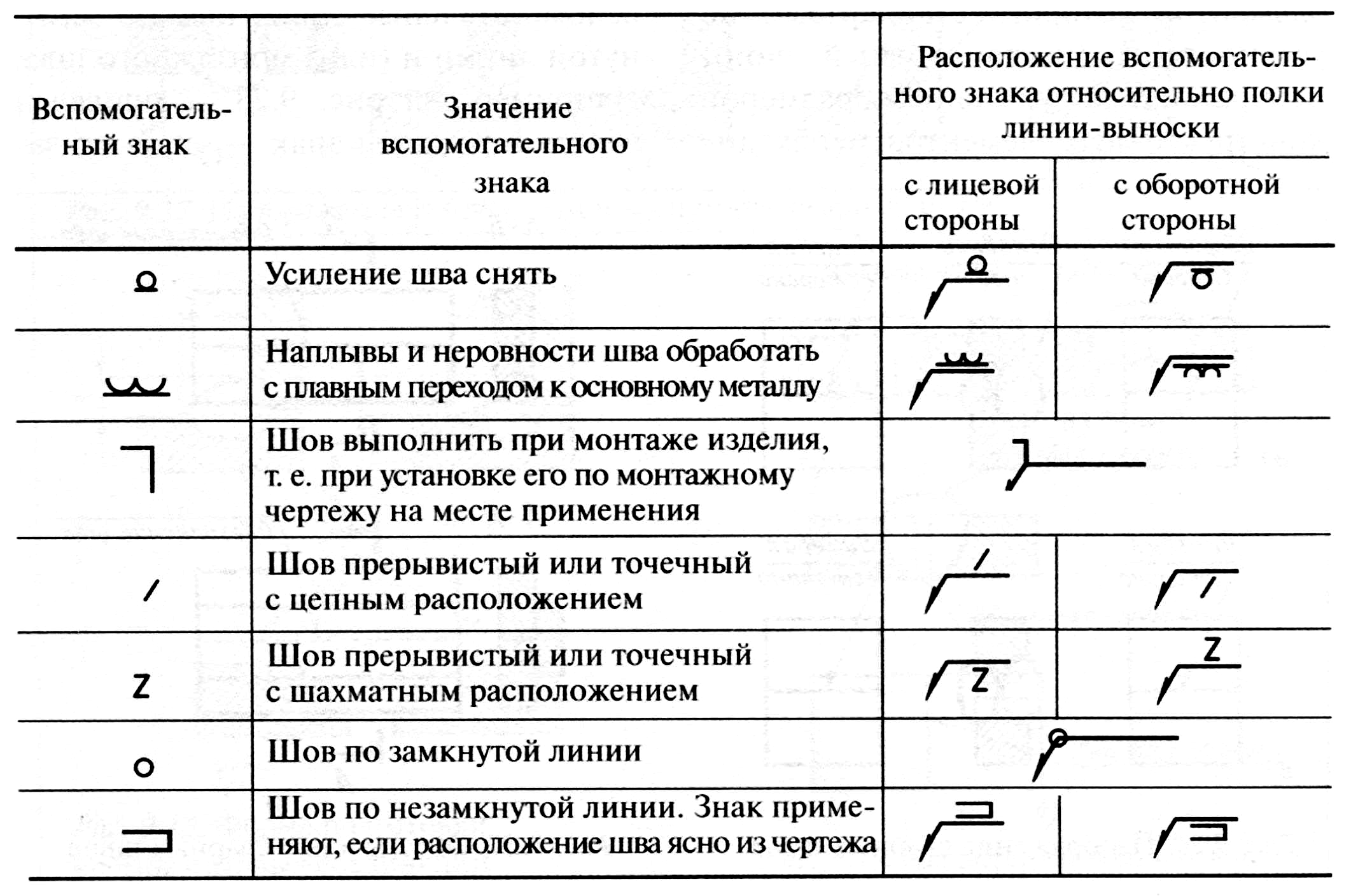
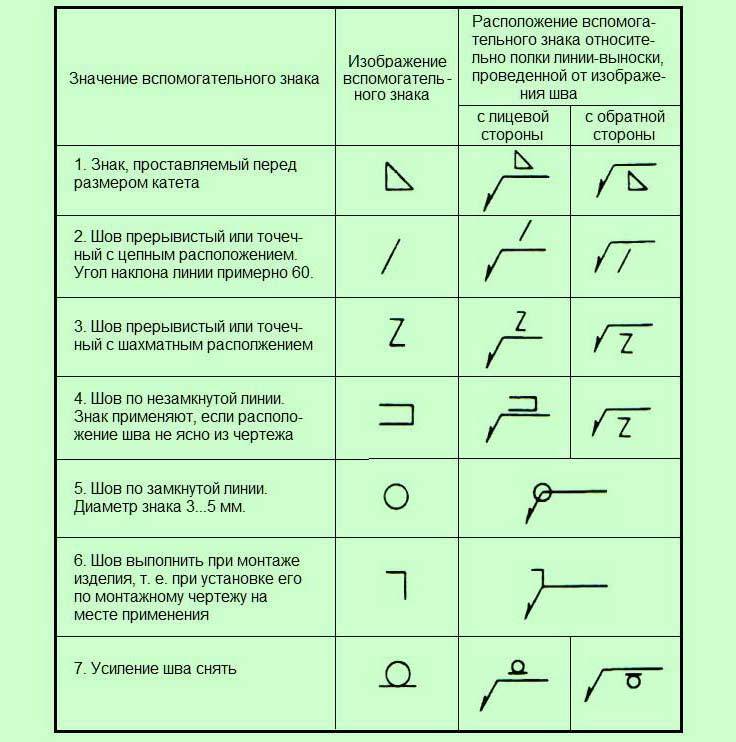
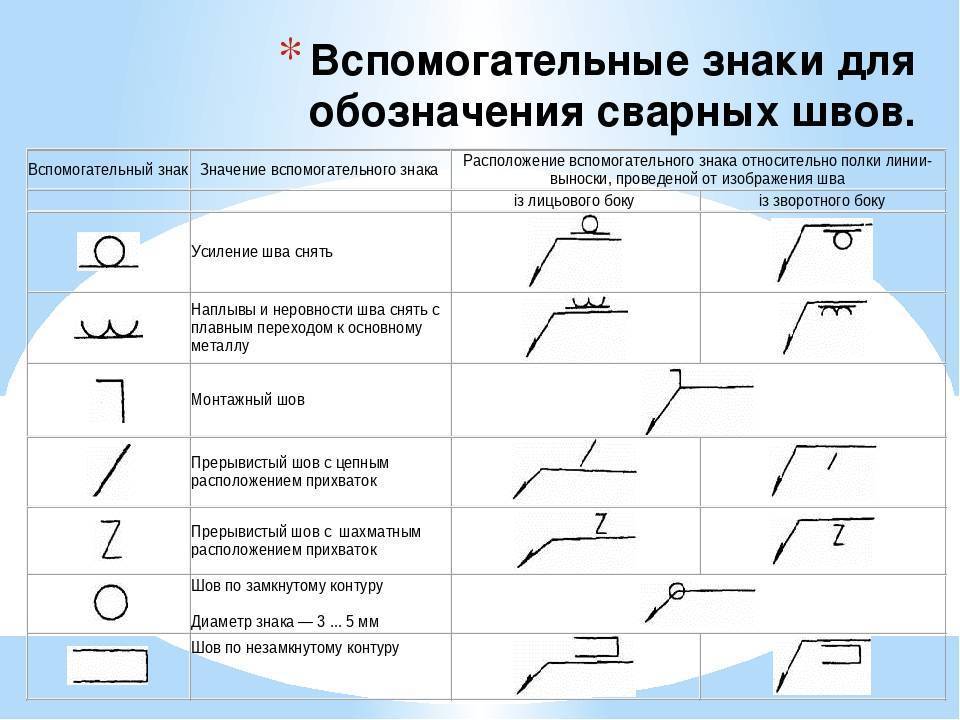
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
Примечания:
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).
Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Это интересно: Обработка сварного шва после сварки — термическая, механическая, антикоррозийная