Соединение труб пайкой с армированием
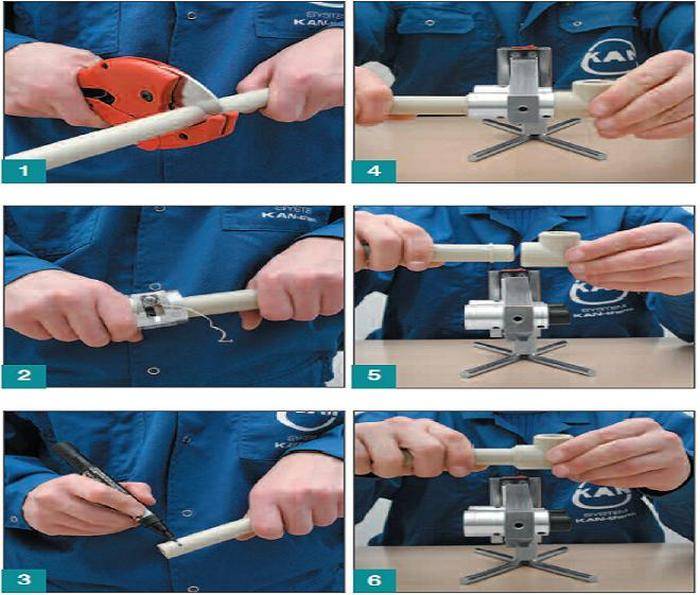
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.
Инструмент, необходимый для пайки армированных пластиковых труб. Носит название – швейер. С его помощью зачищается слой алюминиевой фольги перед тем, как труба будет нагрета и спаяна
Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.
Ещё одно приспособление — торцеватель, нужное для сварки армированных труб. Как правило, торцеватель применяется на трубах, структура стенки которых содержит армированный слой в центральной области
Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Нюансы при пайке труб полипропилена
Пайка пропиленовых труб требует определенных навыков и опыта, при проведении работ неопытным монтажникам следует учитывать некоторые нюансы:
- Армированные внутренней алюминиевой оболочкой полипропиленовые трубы требуют чуть большего времени нагрева, которое можно определить экспериментальным путем, проводя опыты по стыковке коротких обрезков.
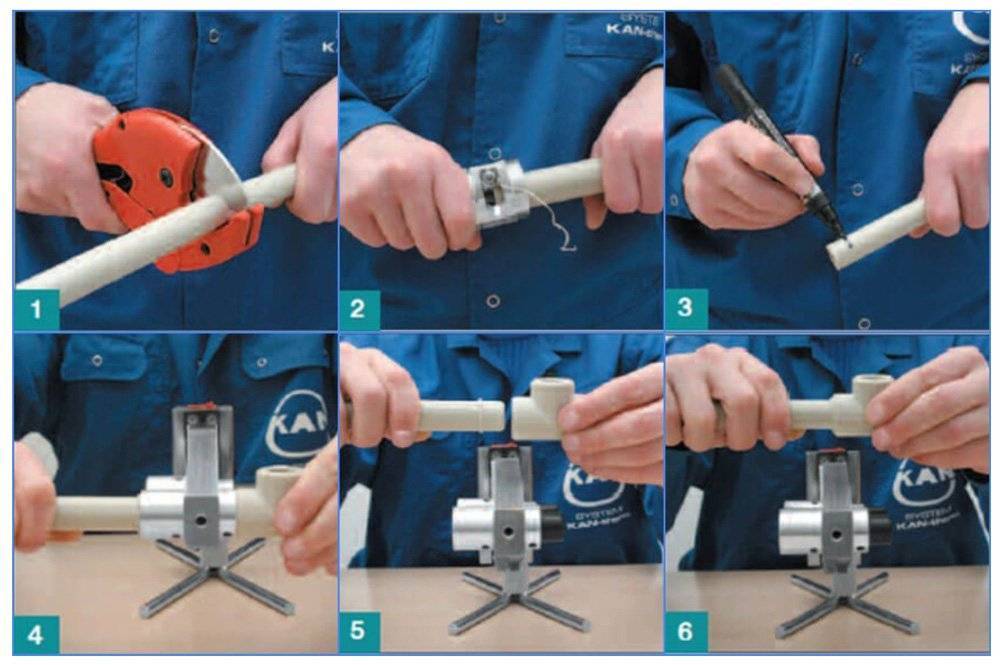
- ПП трубы, армированные алюминием, расположенным под тонкой наружной оболочкой полипропилена требуют подготовки к пайке, необходимо снять этот алюминиевый слой на глубину соединения с фитингом, чтобы фольга не мешала при пайке. Для этого используют специальное приспособление для зачистки — шейвер, выпускаемый в нескольких вариантах: ручной и под дрель. Если приходится заниматься монтажом армированных алюминием ПП труб в больших объемах, лучше приобрести насадку для дрели (шуруповерта) — снятие алюминиевого слоя при ее использовании происходит быстрее и с более высоким качеством, чем у перфораторной модели.
- Если алюминиевая армировка расположена посередине между внутренней и наружной трубными стенками, обычно опытные сварщики трубу не зачищают. Но, если опыта не достаточно, то рекомендуется использовать зачистки для внутренней армировки — торцеватели. Их конструкция отличается от шейверов, упомянутых выше, наличием ножа, вырезающего фольгу изнутри с торцевой части трубы.
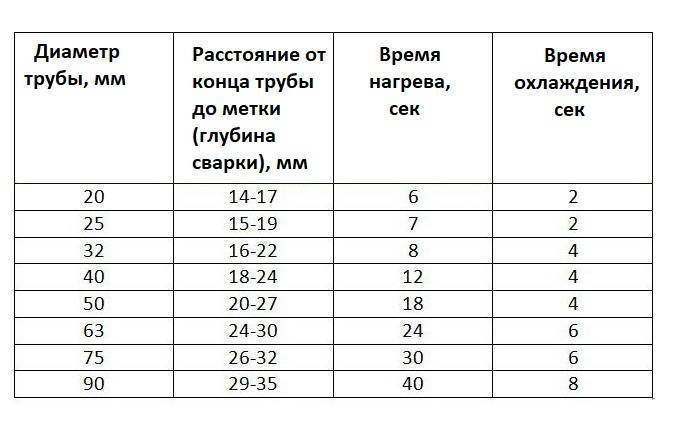
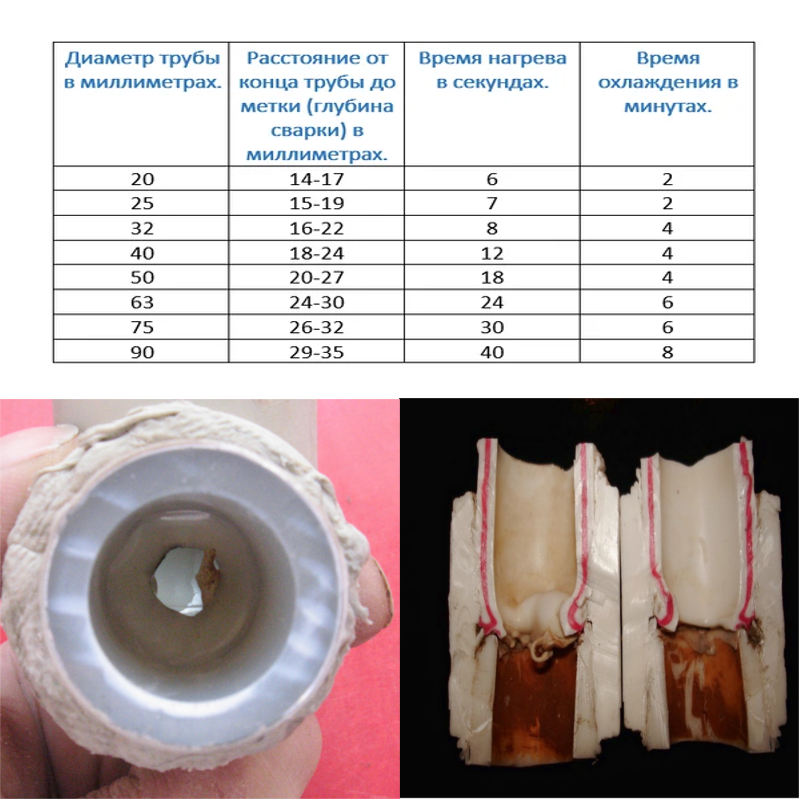
Рис. 13 Последовательность пайки армированных сверху фольгой ПП-труб
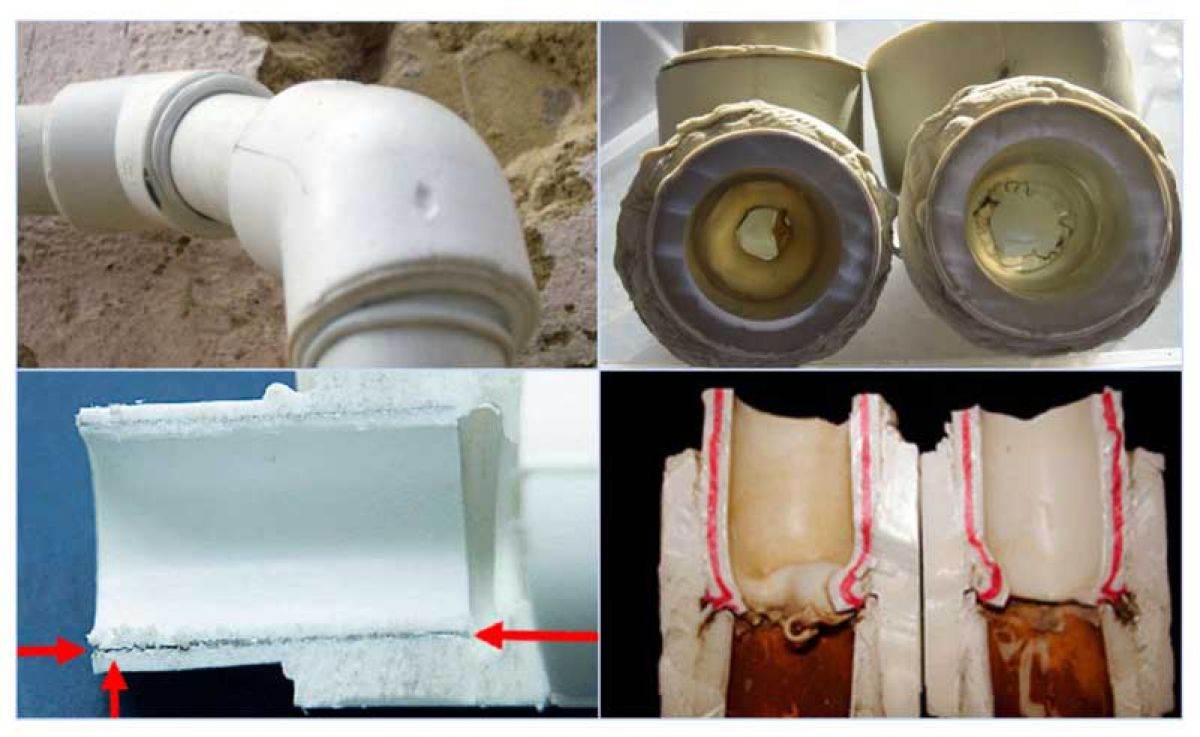
При проведении работ монтажники с малым опытом часто совершают следующие ошибки:
- Не очищают трубную оболочку стыкуемых деталей от грязи — данная ошибка приводит к плохой диффузии полипропилена и дальнейшей разгерметизации соединения.
- Не выдерживают угол среза в 90 градусов. Ошибка приводит к тому, что при вставке трубных отрезков в нагревательные насадки они не до конца погружаются и при монтаже между их торцами образуется слишком большой зазор – это ослабляет соединение и приводит к накоплению грязи в образовавшейся канавке.
- Стыкуют трубы в муфте слишком плотно или недостаточно глубоко, в первом случае образуется внутренний вал на стыке, снижающий диаметр проходного канала. Если трубы в муфте размещены друг от друга на слишком большом расстоянии, образуется внутренняя канавка и ухудшаются прочностные характеристики соединения.
- Не соблюдают прямой угол при стыковке деталей. При отсутствии контрольного инструмента выдержать прямой угол, точнее соосность соединения, довольно сложно начинающему монтажнику, перекосы вредно сказываются на качестве стыков и затрудняют монтаж длинных участков в заранее вырезанные прямые штробы.
- Недогревают или перегревают детали. В первом случае диффузия будет недостаточна, соединение в дальнейшем расслоится и появится течь, при перегреве трубных оболочек внутри появится сужающее проходное отверстие наплавление.
- Вращают или корректируют положение деталей в процессе сваривания. Данное нарушение технологии приводит к дальнейшей разгерметизации соединения.
- Не соблюдают временные интервалы при пайке, стыковке. Отклонения от рекомендованных табличных значений приводят к дефектам в виде перегрева или недогрева трубных оболочек, их расслоению и соответственно к некачественному соединению деталей.
Рис. 14 Как не нужно сваривать полипропиленовые трубы
При проведении работ по монтажу полипропиленового трубопровода один из основных критериев качества — точное время и температура пайки, первый параметр задается табличными данными в инструкции на сварочный прибор. Оптимальная температура при сварке полипропиленовых труб принимается равной 260 °С, с учетом этих температурных параметров по таблицам определяют, сколько секунд необходимо удерживать детали в нагревательных муфтах, а также минимальное время их остывания после стыковки.
Уменьшение риска образования дефектов на стыке труб
Рекомендации, которые помогут повысить качество пайки, предупредить образование дефектов:
- на сложных участках с ограниченным доступом необходимо работать в паре с помощником: один мастер работает с трубами, второй – с инструментом;
- для монтажа коммуникаций с фитингом рекомендуется воспользоваться шаблоном, это позволит быстрее определять глубину пайки, не выполняя замеры каждый раз;
- не следует каждый раз отключать паяльник, скорость работы с ним высокая, а потому часто достаточно 10-20 минут на выполнение 1-2 стыков;
- фаска по возможности снимается на всех трубах, ее размер – 2мм х45°, что означает длину стороны и угол наклона;
- внутреннее армирование позволяет избежать зачистки, что выгодно отличает его от поверхностного;
Недостатки ППР труб
Линейное расширение

Полипропиленовые трубы имеют свойство плыть и расширяться. Это заметно при наружной прокладке. Если не соблюдать основные правила разводки, труба поплывет, испортив внешний вид. При правильном монтаже все не так плачевно.
Ненадежность
Полипропиленовые конструкции оснащены большим количеством стыков. В стыках могут появиться течи. Щели обязательно проявятся в будущем. Не заметить их будет невозможно. Нельзя исключать человеческий фактор: сварщик может недостаточно нагреть изделие, перегреть его, работать в неподходящих температурах или использовать разного рода материалы. Всё это приведёт к появлению поломок, для обнаружения которых будет нужно вскрывать полы. Вследствие влияния человеческого фактора изделия редко устанавливаются внутрь. Обычно используются наружно. Для внутреннего использования металлопластиковые трубы.
Риски заварить
Даже опытный сварщик может некачественно сварить изделие. Существует два варианта: частичная заварка и полная. Первый вариант щадящий, со вторым придется помучиться. Появляются риски появления заварки в неск. стыках. Это сильней усугубит ситуацию, но встречается редко
Способы армирования
Труба, армированная стекловолокном – самый распространенный вариант. Изготовитель на упаковке пишет: «Трубы, армированные стекловолокном, не следует хранить в низких температурах». Это условие никем не соблюдается: трубы хранятся в обычных неотапливаемых ангарах. Это портит изделия. Вторая рекомендация, даваемая производителем: «С изделием необходимо аккуратно обращаться, не ронять и не трясти, особенно при низких температурах». Эта норма никем не соблюдается: при погрузке трубы роняют, при перевозке машина трясется. Это повышает риски на то, что с вещью уже могло что-то случиться. Случай редкий, но исключать нельзя.
Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из полипропилена низкого качества, даже самый качественный монтаж не сможет защитить владельцев здания от поломок. Фитинги и трубы лучше всего покупать у одной и той же известной компании, выбирать надежного поставщика и тому подобных. Помните – скупой платит дважды.
Еще одна проблема из этой категории – попытка скрепить две качественные трубы от разных производителей. Химический состав двух изделий может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. Добиться надежного соединения практически невозможно при таких условиях.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.







Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета. Это сильно отразится на пропускной способности будущего участка трубопровода
Это сильно отразится на пропускной способности будущего участка трубопровода.
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
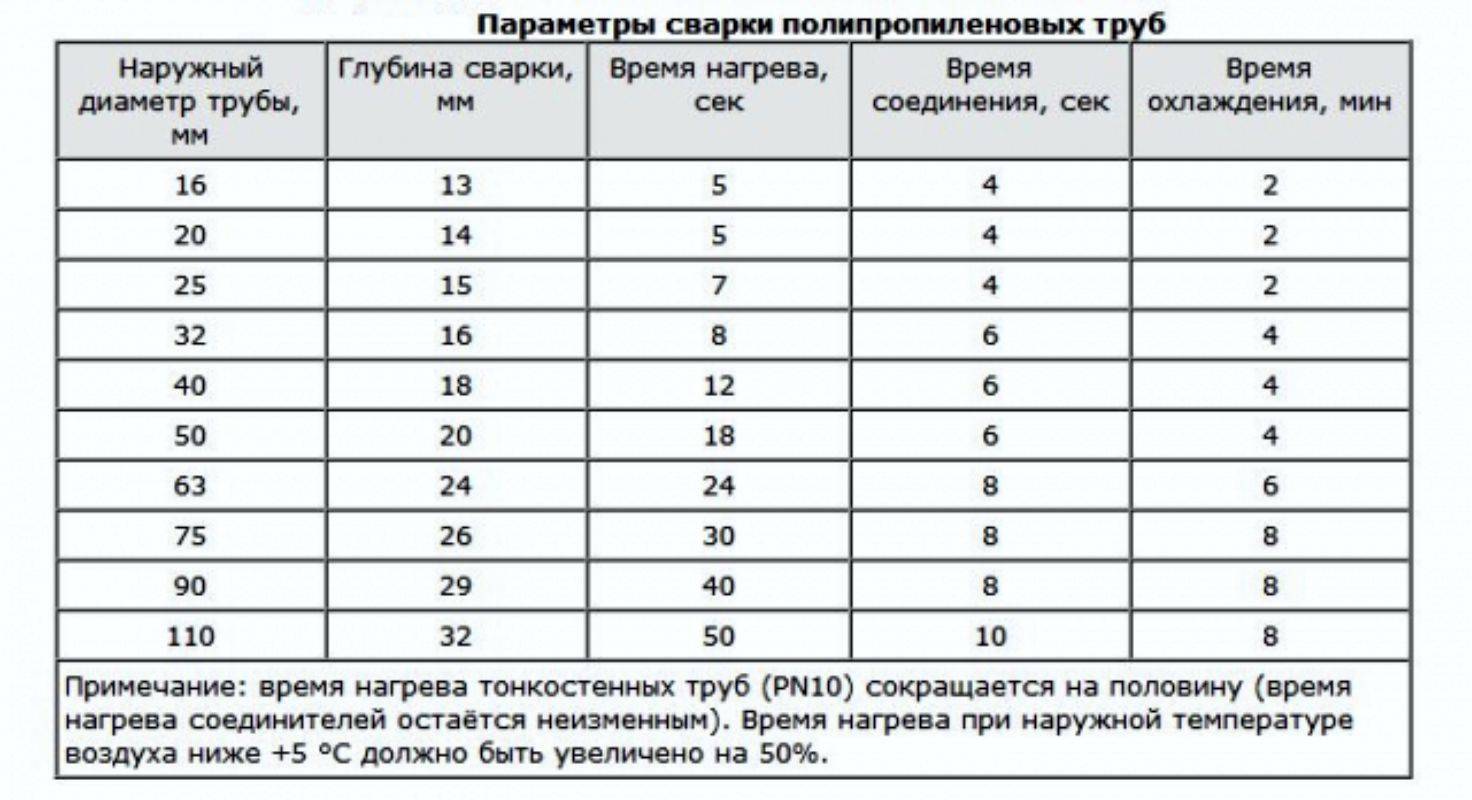
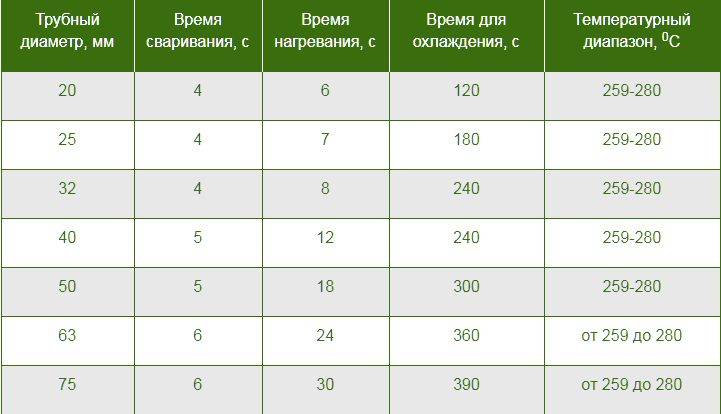
Существует таблица температур пайки полипропиленовых труб.
| Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
| 20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
| 32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
| 50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
| 75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
Распространенные ошибки при сварке ПП труб
Самые часто встречающиеся ошибки связаны со следующими моментами.
Устройство паяльника для пластиковых труб
Неправильная температура
Часто на паяльнике выставляется максимальная температура, вследствие чего пластик сильно плавится и, как результат, совершается самая грубая ошибка – уменьшается входной диаметр изделия либо фитинга. Есть целый ряд факторов, влияющих на температуру паяльника. Это может быть, к примеру, температура окружающей среды. Если на улице +18-20°С, то максимальную мощность выставлять не нужно – вполне хватит 250-270°С.
Сварка пластиковых труб
Другой важный момент – это диаметр труб. Чем меньше диаметр, тем ниже должна быть температура прибора. Это, конечно, можно контролировать временем нагрева, но порой, если уменьшить температуру паяльника, можно избежать плавления (и последующей деформации) концов труб.
Время пайки
Не придерживаясь определенного времени во время сварки, можно расплавить концы труб настолько, что деформация будет неизбежной.
Как паять полипропиленовые трубы
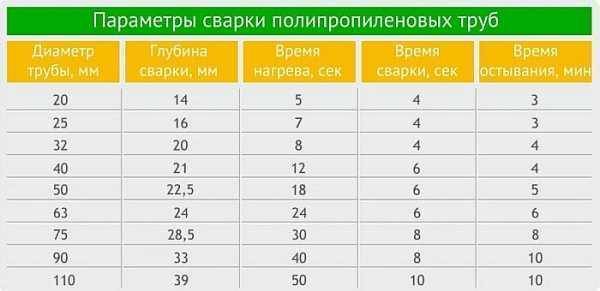
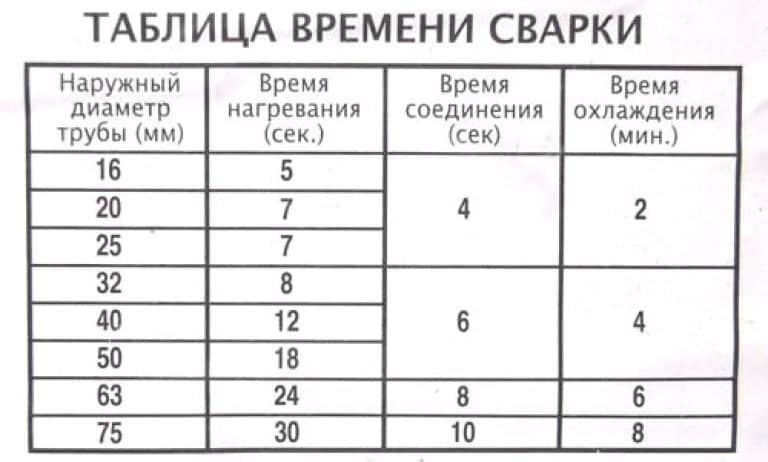
Для стандартных ситуаций существуют определенные сроки (при температуре 250-270°С), ознакомимся с ними.
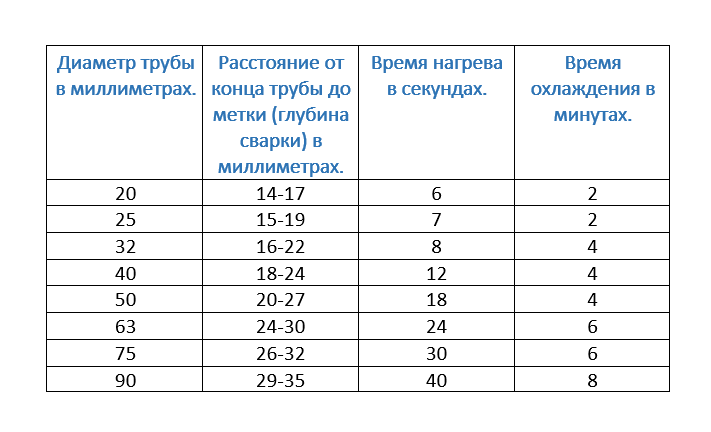
Таблица. Рекомендуемое время нагрева при пайке ПП труб.
| Диаметр трубы, мм | Требуемое время нагрева, сек |
|---|---|
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 24 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50-60 |
Разбираемся с ошибками при пайке ПП труб
Но помните, что на это время оказывает влияние не только диаметр, но и температура, которую вы выставили на паяльнике. И, конечно, температура в доме или на улице.
Пластиковые трубы для водопровода
Некачественно очищенные трубы
Если они будут мокрыми или грязными, то протечка неизбежна в любом случае. А потому перед пайкой трубы следует очистить от грязи, пыли, и просушить. Если вы, к примеру, меняете водопроводный стоят и из трубы течет вода, но следует хотя бы на время прекратить водоснабжение. Как вариант – можно запихнуть внутрь салфетку либо кусок туалетной бумаги. Когда вы закончите паять, салфетка размоется вновь пошедшей водой и окажется в фильтре грубой очистки, не причинив вреда трубопроводу.
Туалетная бумага может быть полезной при пайке ПП труб
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Специфика пайки труб из полипропилена
Остывание разогретого стыка трубы тоже происходит быстро. По этой причине время пайки/спайки сокращается. Если выполнять действия по соединению коммуникаций медленно, качество стыка снижается. В этом случае сложно обеспечить герметичность шва.
Раструбное или муфтовое соединение
Пайка полипропиленовых труб и фитингов
Крепление для запорной арматуры
Стыковая пайка труб большого диаметра
Сварка труб из полипропилена возможна благодаря свойствам этого материала. Температура плавления – от +149°С. Для пайки полипропилена используют паяльники. Они обеспечивают прогрев изделий из ПП до уровня +320°С, однако в домашних условиях применяется менее интенсивный режим работы (до +300°С).






Общее описание технологии
Процесс сварки ППР труб имеет название – полифузная.
Существует 2 метода фиксации коммуникаций:
- муфтовый;
- стыковой.
Первая из технологий сварки полипропиленовых труб своими руками для начинающих подходит больше, т. к. требует меньше сноровки. Работу можно выполнить, даже если ранее монтаж трубопровода таким способом не производился.
Муфтовая спайка: 1 – труба полипропиленовая, 2 – муфта, 3 – нагретая часть паяльника, 4 и 5 – насадки (болванки)
В основе муфтового метода – необходимость применения специальных соединительных элементов, которые полностью обхватывают торцевую часть коммуникаций. Внутри муфты находится соединительный шов 2 изделий. Для водопровода в бытовых условиях такой способ монтажа подходит больше.
Если нет возможности использовать фасонную деталь, можно сделать подобие ее. Для этого применяют прямолинейный участок коммуникаций, подрезают его. Учитывают, что в фитинг изделия заводятся с 2 сторон на некоторую глубину. Муфтовый метод применяется для стыковки коммуникаций диаметром до 63 мм.
Прямая спайка: 4 – нагретый блин паяльника, 5 – область пластиковой трубы, проходящая плавление.
Прямой способ фиксации предполагает необходимость нагрева только торцевых участков труб. При этом не используют фитинг, шовное соединение ничем не закрывается. Такая технология применяется для сварки полипропиленовых труб большого диаметра, в быту используется редко.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.




При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Заключение
Несмотря на кажущуюся простоту, соединение полипропиленовых труб сваркой требует определенных знаний о свойствах материала, влиянии внешних условий, характеристиках оборудования. К сожалению, многие наемные мастера, получив минимальные навыки работы с ПП-трубами, в своем стремлении заработать пренебрегают советами профессионалов, не читают инструкции производителей, что нередко приводит к плачевным результатам. Надеемся, что наши рекомендации помогли вам лучше разобраться в данном вопросе.
Подписывайтесь так же на наш Youtube, группу , . Там много полезного и интересного контента!