Сварка инвертором
Наилучший сварочный аппарат для начинающих – это инвертор. Работа со сварочным аппаратом такого уровня является несложной и, можно так выразиться, даже приятной. Такой сварочный прибор обладает многими преимуществами перед устаревшим в наше время трансформатором.
При приобретении инвертора следует в первую очередь обращать внимание на такую его характеристику, как мощность. Основы сварочных работ для начинающих рекомендуют выбирать прибор такой мощности, которая будет достаточна для предстоящего проведения, чтобы не переплачивать
Для переноса этого агрегата предусмотрен наплечный ремень, обладающий регулировкой, или ручка. Сам аппарат устанавливается на опорные ножки. Охлаждение осуществляется посредством вентилятора. Этому также способствуют вентиляционные отверстия в металлическом корпусе прибора. Перегрев силового блока фиксируется специальным регулятором.
Управляется инвертор кнопкой включения. При подключении в сеть загорается индикатор включения. Для подключения держателя с установленным в нем электродом имеется специальный разъем. Сваривать детали с помощью инвертора допустимо только постоянным током. Менять параметры сварки можно, изменяя полярность на агрегате. Ток на инверторе выбирают в зависимости от толщины деталей.
Тренироваться работой с инвертором лучше всего на массивных деталях небольшого размера. Удобно проводить соединение, когда детали лежат на верстаке. Если тренировка осуществляется только на одном куске металла, то на нем мелом следует провести линию, по которой будет двигаться электрод. Начинать варить рекомендуется, установив минимальное значение тока, и выбрав обратную полярность. Двигать электрод при этом надо углом вперед.
Оптимальный ток можно определить, взяв металлическую заготовку и установив на приборе большое значение тока. Если произойдет прожог металла, то ток следует уменьшать, добиваясь его оптимального значения.
Перемещение и угол наклона электрода
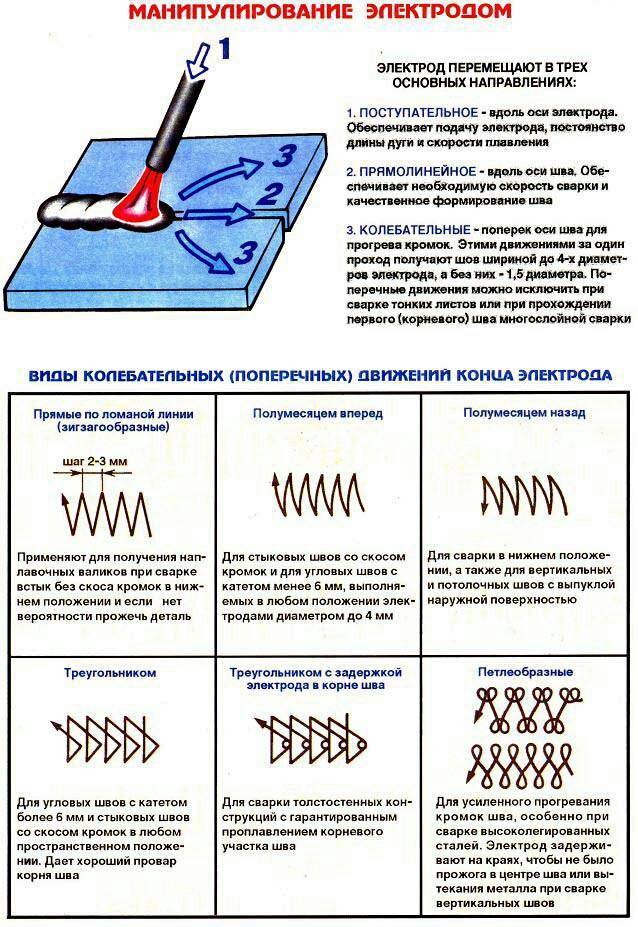
Манипулировать электродом можно, перемещая его одним из следующих способов:
- Поступательно. Электрод будет перемещать вдоль своей собственной оси. Такой способ хорош тем, что будет обеспечена постоянная длина дуги, а также сохранится выбранная скорость расплавки металла.
- Прямолинейно. В этом случае электрод надо перемещать по направлению линии образования шва. Преимуществом является гарантия сохранения необходимой скорости сварочного процесса. Шов будет получаться качественно выполненным.
- Колебательно. При широком шве следует выбирать именно такой вариант движения электродом. В этом случае будут хорошо прогреваться кромки, расположенные на значительном расстоянии.
Если выполняется многопроходная сварка, то нижний корневой шов можно выполнять первым или вторым способом, что обеспечит получение узкого нитевидного шва. Зато для последующих проходов надо использовать колебательные перемещения электрода. При использовании этого несложного метода прогреется и корень шва и его кромки.
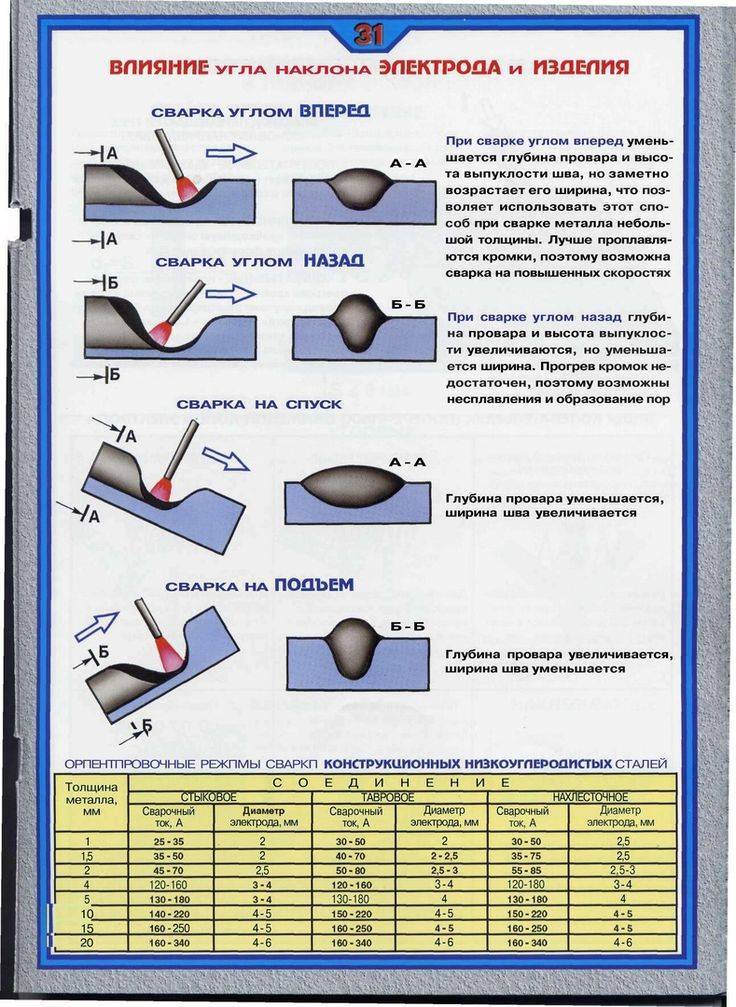
Важную роль для хорошего формирования шва играет наклон, с которым осуществляется сварка электродом.
Двигаться им можно в разнообразнейших направлениях – на сварщика и от сварщика, влево и вправо, вперед и назад, поднимаясь и опускаясь. Главное при этом соблюдать соответствующий направлению движения угол наклона электрода. Он должен быть оптимальным. Слишком острый угол не позволит кромкам прогреться в должной мере, края останутся непроваренными, что приведет к снижению прочности конструкции.
Прочность изделию придаст сохранение на протяжении всего процесса выбранного угла наклона электрода и скорости прохождения процесса. Исключение составляет сварка труб, при которой неизбежно изменения угла по мере движения по окружности.
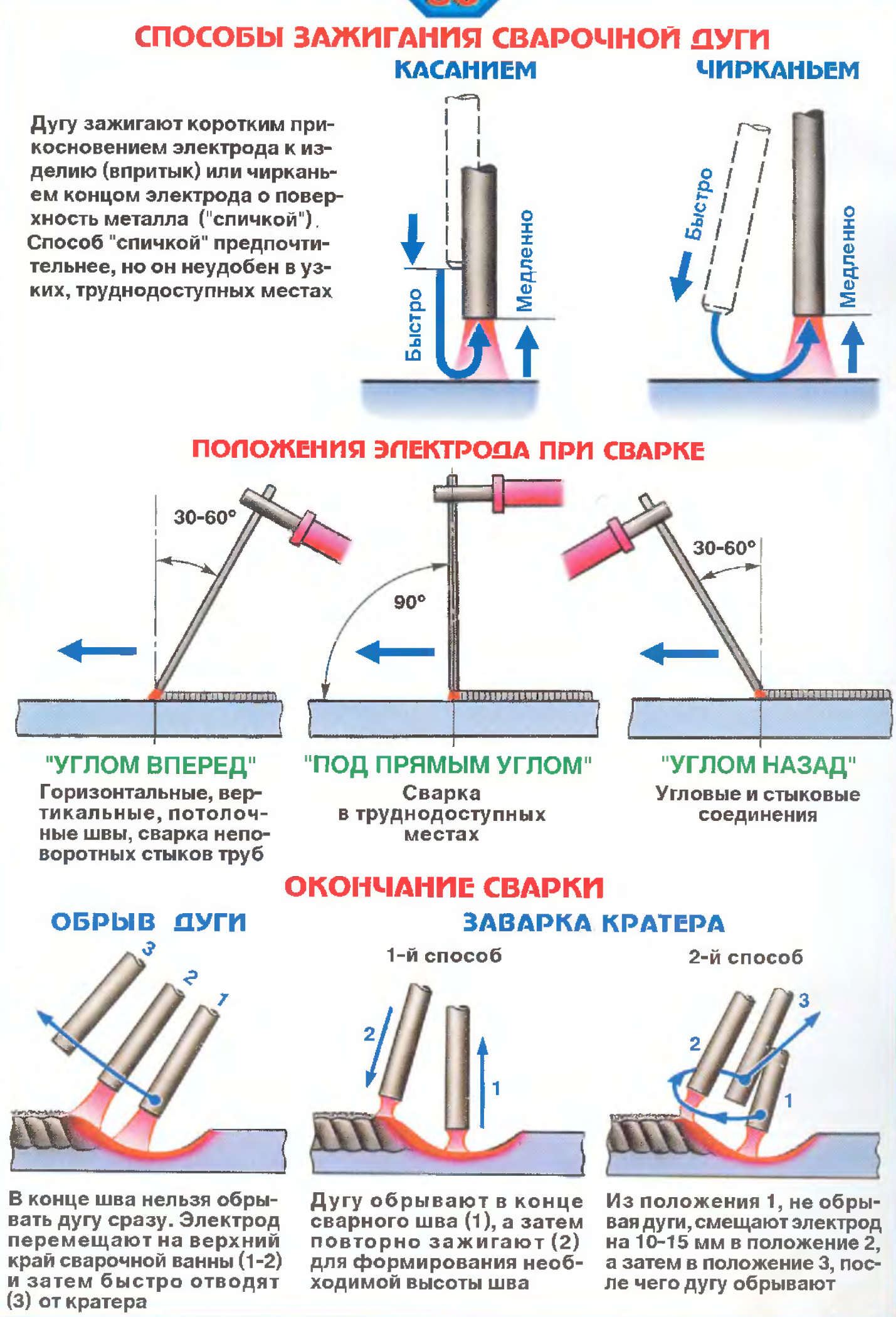
Важно не только начинать, продолжать, но грамотно заканчивать сварочный процесс. На заключительном этапе конец электрода перемещают перед тем, как прекратить горение дуги
Правильно оформленные сварочные швы для начинающих будут означать, что они уже стали неплохими специалистами в этой области. Имеется возможность выбрать из всего многообразия колебательных движений выбрать, тот, который больше всего понравится и получится. Для этого надо потренироваться на небольших кусочках металла.
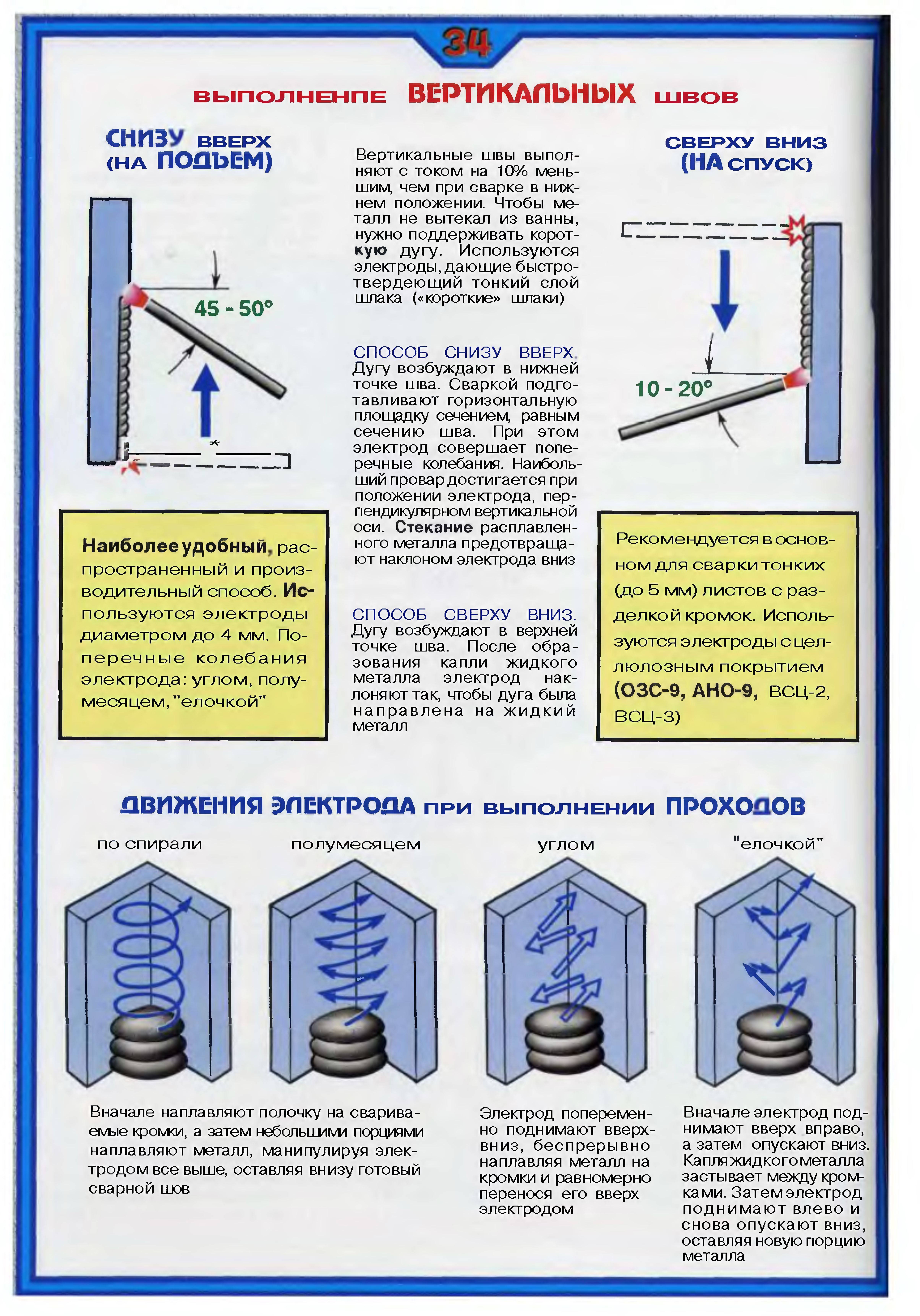
Каждый из предложенных способов имеет свое название и предполагает совершение колебательных движений поперек оси шва. Сваривать таким методом можно, как горизонтальные, так и вертикально расположенные швы.
Красивые названия типа елочка, полумесяц, петля обозначают схематично движение электродов. Некоторые из них, например, петли, целесообразно применять для сварки тонкостенных деталей, другие также имеют особенности применения. Неплохим вариантом служат движения полумесяцем, которые гарантируют хорошее прогревание кромок.
Амплитуда движений может иметь различное значение, зависящее от ширины шва. Выбор схемы движения также зависит от расположения соединения в пространстве.
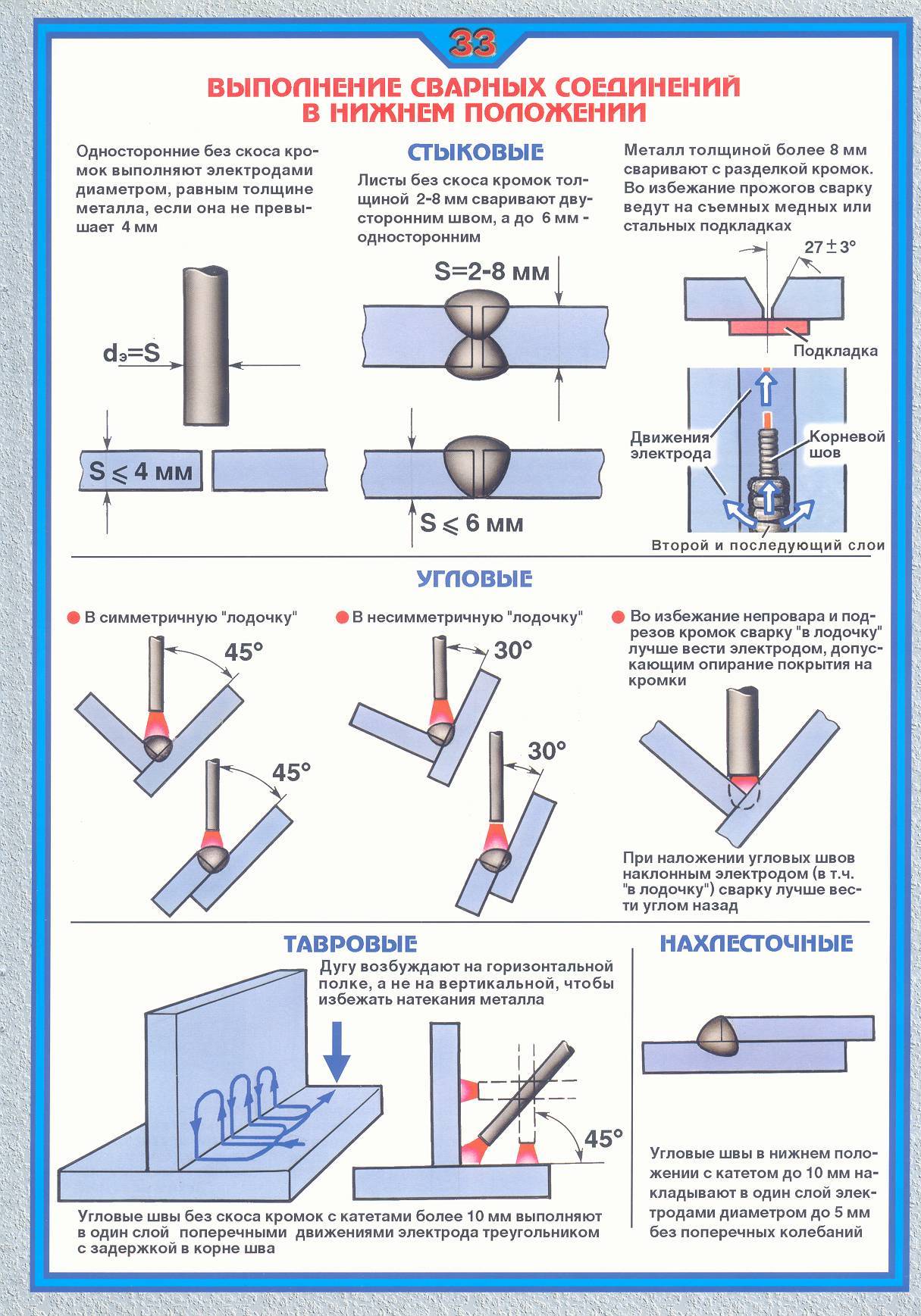
Обучение сварочному делу следует начинать с нижнего горизонтального шва, как наиболее легкого в исполнении. Для начала следует выбрать несложные детали небольшого размера.
Подготовка к сварочным работам
Обучение электросварке представляет практический процесс, который требует определенной подготовки. В первую очередь необходимо позаботиться о безопасности. Работа сварщика достаточно опасна:
- Возможность ожогов брызгами расплавленного металла;
- Отравление токсическими выделениями при высоких температурах;
- Возможность поражения электрическим током;
- Травмирование глаз при несоблюдении требования надевать защитные очки.
Правильный выбор экипировки и оборудования для электросварки является залогом безопасности процесса. Для проведения сварочных работ потребуется:
Костюм из плотной ткани, полностью закрывающий тело, руки и ноги;
Для защиты глаз могут применяться специальные очки, но рекомендуем обратить внимание на маски. Они также защитят лицо и более безопасны при сварочном процессе;
Качественное оборудование для сварки;
Электроды;
Ведро воды для устранения возможных возгораний;
Правильно выбранное место для сварки
Предпочтительно разместиться на открытом воздухе и убрать все близлежащие возгораемые предметы.
Современный рынок представляет широкий выбор электросварочных аппаратов, разнообразие которых сводится к трем основным видам:
- Трансформатор, который преобразует переменный ток для сварочных работ. Данный вид сварочных аппаратов часто не дает стабильную электрическую дугу, но съедает много напряжения;
- Выпрямитель преобразует в постоянный ток из потребительской сети. Данные аппараты позволяют получить электрическую дугу высокой стабильности;
- Инвертор позволяет преобразовать ток из бытовой сети в постоянный для сварки. Данные агрегаты характеризуются легкостью при зажигании дуги и высокой производительностью.
Cварка для начинающих: видео уроки — смотрите и изучайте нюансы.



Новичкам рекомендуется выбирать электроды типа твердых стержней, которые покрыты плавящимся составом. Такими электродами начинающему сварщику будет проще сделать ровный шов. Размер стержней для новичка составляет 3 мм.
Что необходимо узнать и где
Для того, чтобы научиться сварке самостоятельно, необходимо узнать, как работать сваркой, как работать со сварочными аппаратами для начинающих, как научиться сваривать металл и другие секреты сварки.
Полезно посмотреть видео, где проводится мастер класс по сварке металла. Там можно наглядно посмотреть, как работать со сваркой для начинающих. Такие уроки сварки для начинающих помогут быстрее разобраться в том, как научиться варить сваркой. Наглядные уроки сварки окажут неоценимую услугу в том, как научиться самостоятельно сварке.
Пособие по сварке для начинающих поможет разобраться в том, как правильно научиться варить сваркой, а именно, как научиться варить сваркой с нуля.
Еще один способ, как научиться сварке – поработать вместе с опытным сварщиком, который укажет на возможные ошибки и даст советы по их исправлению.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
- Издает шум при работе
- «Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
- Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
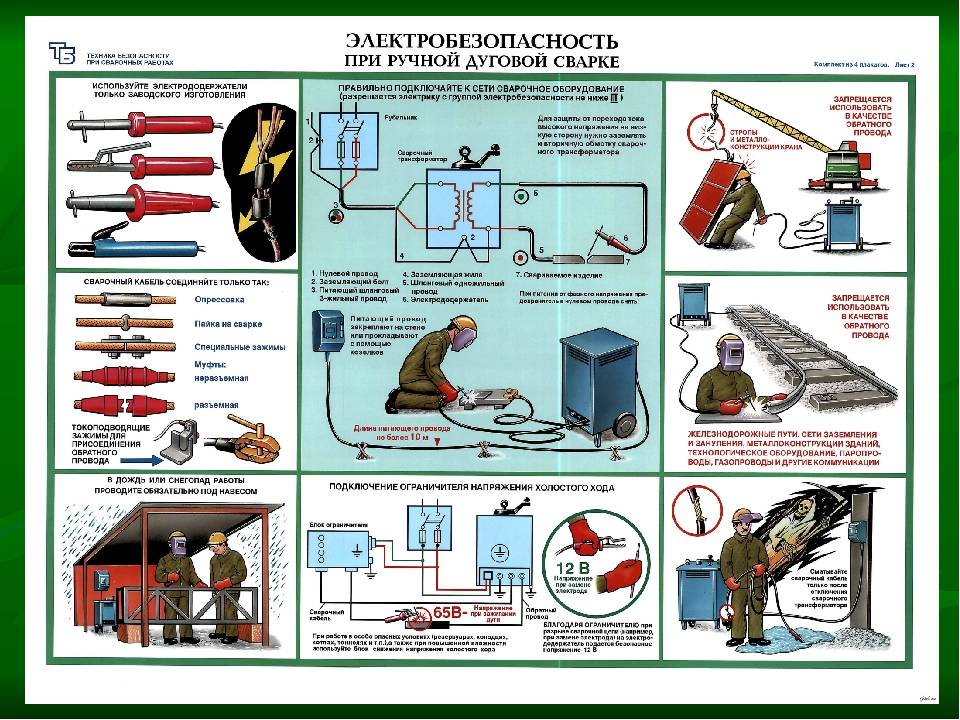
Нормативные документы
Помогают осуществлению такого сложного технологического процесса, которым являются сварочные работы, государственные и отраслевые стандарты, а также методические указания. В них имеются разделы, в которых регламентируются меры безопасности при проведении сварочных работ.
Неизмеримо важную роль это приобретает при осуществлении соединения металлических деталей на опасных объектах производственного направления. Следует руководствоваться требованиями нормативного стандарта ФНП, что подлежит расшифровке как «федеральные нормы и правила».
Этот нормативный документ содержит более подробные сведения о том, какие существуют и как необходимо выполняться правила техники безопасности при сварочных работах. В этом документе определены требования не только к работникам – непосредственным исполнителям сварочного процесса, но и к руководителям указанных работ.
Правила безопасности при сварочных работах регламентируют, что на производстве, занимающимся такими работами, необходимо быть в наличии требуемое количество грамотных работников. Сварщики, призванные выполнять конкретную работу, должны быть предварительно ознакомлены с технологической картой, в которой также имеется раздел, в котором регламентируются безопасность труда при сварочных работах. Составление технологической карты является обязанностью инженеров-технологов.
К сварочным работам могут быть допущены только те работники, которые закончили соответствующие курсы и получили об этом удостоверение, свидетельствующее о присвоении звания сварщика с указанием разряда. Независимо от того, какой разряд им присвоен, необходимо умение соблюдать требования безопасности при выполнении сварочных работ.
Одно из главных указаний ТБ при сварке – отсутствие медицинских противопоказаний у исполнителей этого процесса. Этому способствуют регулярные осмотры, в том числе для профилактики. Безопасность при сварочных работах является обязанностью руководителей этих процессов. Они должны обладать специфичными знаниями, подтвержденными выданными им документами.
В задачу руководителей сварочных работ входит подготовка к этому опасному виду деятельности, грамотный выбор подходящих исполнителей. Если возникнет чрезвычайная ситуация, то руководитель работ должен не откладывая принять срочные меры. Техника безопасности при работе со сваркой обязывает, что к этому виду работ могут быть допущены только те рабочие, которым уже исполнилось восемнадцать лет, прошедшие обучение и получившие удостоверение.
Независимо от квалификации перед тем, как приступить к работе, сварщик должен выслушать вводный инструктаж, который будет касаться особенностей данной работы. Если сварщик был допущен к работе, но почувствовал внезапное ухудшение здоровья или произошел несчастный случай, то об этом незамедлительно должен быть оповещен руководитель работ, который обязан срочно принять все необходимые меры.
Если возникла нестандартная ситуация, то следует немедленно отключить используемое оборудование. При загорании надо воспользоваться огнетушителем. Требования к проведению сварочных работ включают наличие вытяжной вентиляции, находящейся в исправности.
К одному из основополагающих нормативных документов для того, чтобы была обеспечена безопасность при сварке, также относится ГОСТ 13.3. 003-86. В нем изложены требования безопасности при проведении сварочных работ. К этим правилам можно также отнести требования, изложенные в главе 22 нормативного документа РД 153-34.0-03.301-00.
Частые ошибки новичков
Взяв впервые держак в руки, чайникам процесс кажется сложным и непознаваемым. Однако это лишь технологический процесс со своими законами. Наиболее частые ошибки, мешающие сваривать металл электродами для новичков:
- Плохая подготовка металла. Поверхностная ржавчина, окалина, загрязнения ухудшают процесс сварки. Даже опытному рабочему варить такой металл сложно. Поверхностные загрязнения удаляются металлической щеткой или зачистным диском в месте шва и контакта электрода. Очистка ускоряет розжиг дуги.
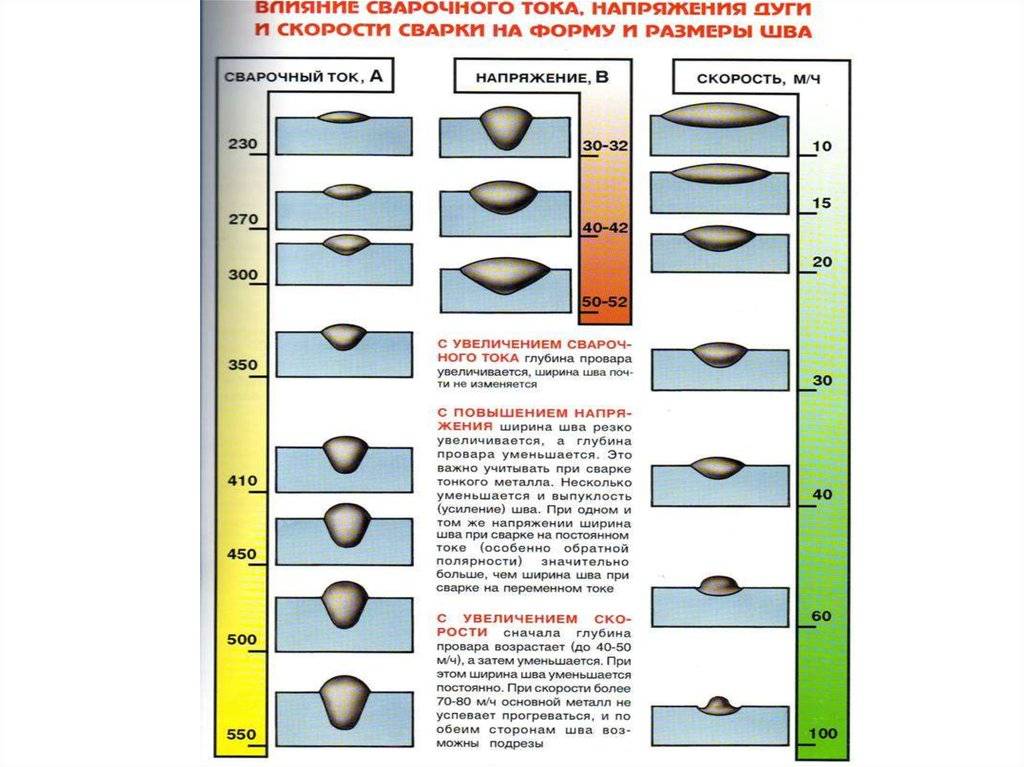
- Неправильная настройка сварочного аппарата. Ток инвертора определяется специальными таблицами, в зависимости от толщины металла и диаметра электрода. Изменяя напряжение, опытные сварщики выставляют чуть меньший ток, чтобы не повредить металл. Малый сварочный ток ведет к прилипанию электрода.
- Неправильное зажигание дуги. Существует 2 способа. В первом быстрое касание электродом поверхности меняется его отведением на расстояние 2—3 мм и удержанием образовавшейся дуги. Второй способ заключается чирканьем электродом по детали и отведением его на пару сантиметров, пока дуга не загорится.
- Неравномерное расстояние от электрода до заготовки. В идеале необходимо расстояние 5 мм. Такое расстояние формирует правильный шов.
- Неравномерность скорости перемещения. Она зависит от диаметра электрода. Опыт приходит со временем. Чрезмерно быстрая скорость не позволяет надежно соединить детали, медленная образует наплывы на сварочном шве. При правильной скорости расплав полностью заполняет сварочную ванну.
- Неправильный угол и движение электрода. При движении он образует наклон 70 градусов. Движение электрода бывает продольным, поперечным и колебательным.
- Сырые электроды. При хранении в пачке электроды защищены от сырости. При длительном хранении в поврежденной упаковке они отсыревают и не зажигаются. Перед работой просушиваются 30—60 мин при температуре 105—130 градусов. Сушить позволено в домашних условиях.
- Неправильный подбор толщины и типа электрода. Диаметр подбирается в зависимости от толщины свариваемого металла. Тип зависит от металла — железа, алюминия или нержавеющего материала.
Новички часто пренебрегают техникой безопасности электросварки, выбирают неправильные сварочные аппараты, работают «начисто», без пробных швов.
Какие опасности существуют на участке?
- Высокая температура дуги (около 4000 градусов), газового резака, иных предметов. Опасность представляют нагретые до высокой температуры вещи, которые внешне могут выглядеть как холодные.
- Вредные газы и аэрозоли. Сварочные аэрозоли представляют собой смеси различных химических веществ, выделяющихся в процессе сварки. Состав смесей различается в зависимости от вида и способа сварки. Наиболее вредными считаются цинк, хром, кремний, оксид азота. Аэрозоли могут вызвать отравление, поэтому места проведения сварки должны быть снабжены хорошей вентиляцией, а сварщик должен надевать специальную защитную маску или респиратор.
- Ультрафиолетовое, видимое и инфракрасное излучение могут вызвать ожоги кожи различной степени тяжести, воспаление глаз.
- Неровность поверхностей различных предметов и заготовок, острые заусенцы, шероховатости.
- Высокое напряжение электрического тока в цепи.
- Плохо работающая либо не работающая вовсе вентиляция.
- Большое скопление токсичной пыли, выделяемой при сварке. Окислы марганца, соединения хрома и кремния могут вызвать поражения нервной системы, печени, крови и легких.
- Интенсивный шум при использовании плазменно-дуговой резки.
- Лучистая энергия от дуговой сварки – видимое световое излучение, способное вызвать для незащищенных глаз сильную боль, течение слез.
- Возможность получения травмы от взаимодействия с техникой.
- Недостаточная либо наоборот, слишком яркая освещенность.
- Взрывоопасность.
- Осуществление сварки на высоте.
- Психические перегрузки.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.





Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
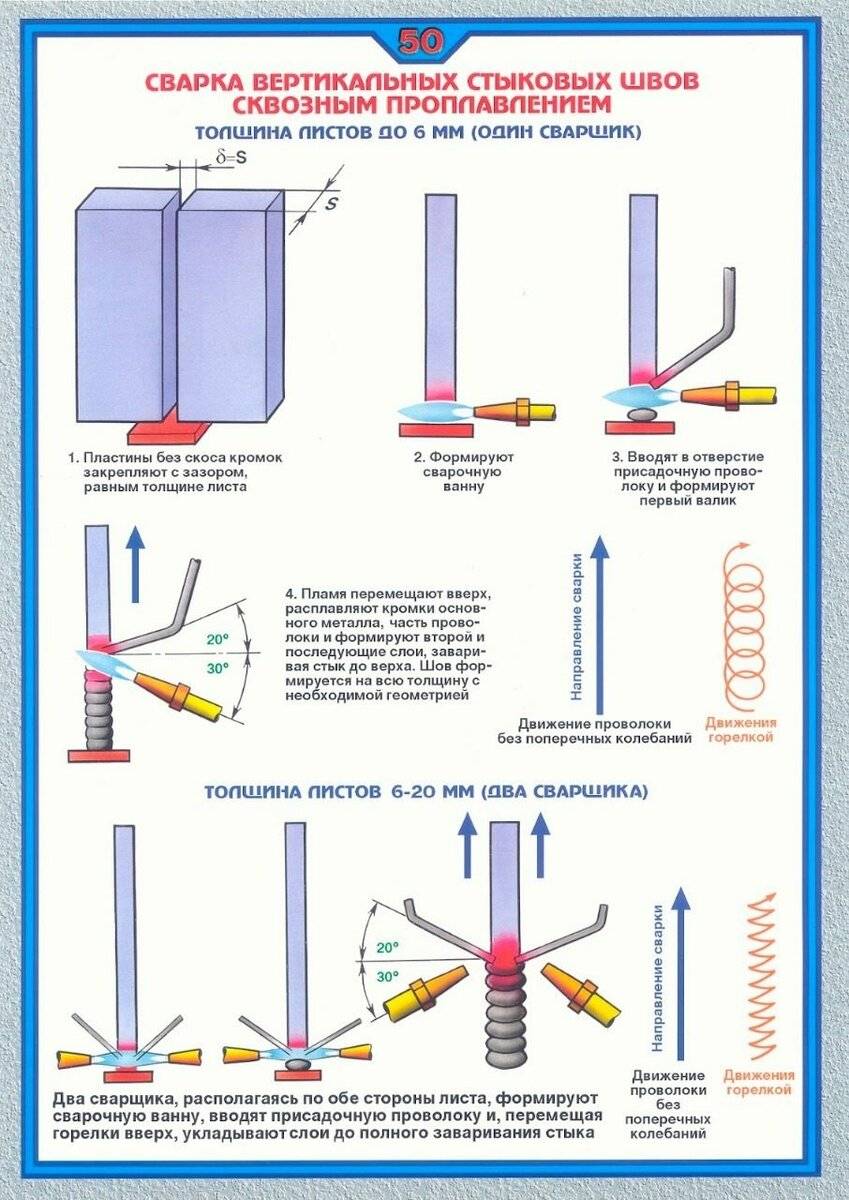
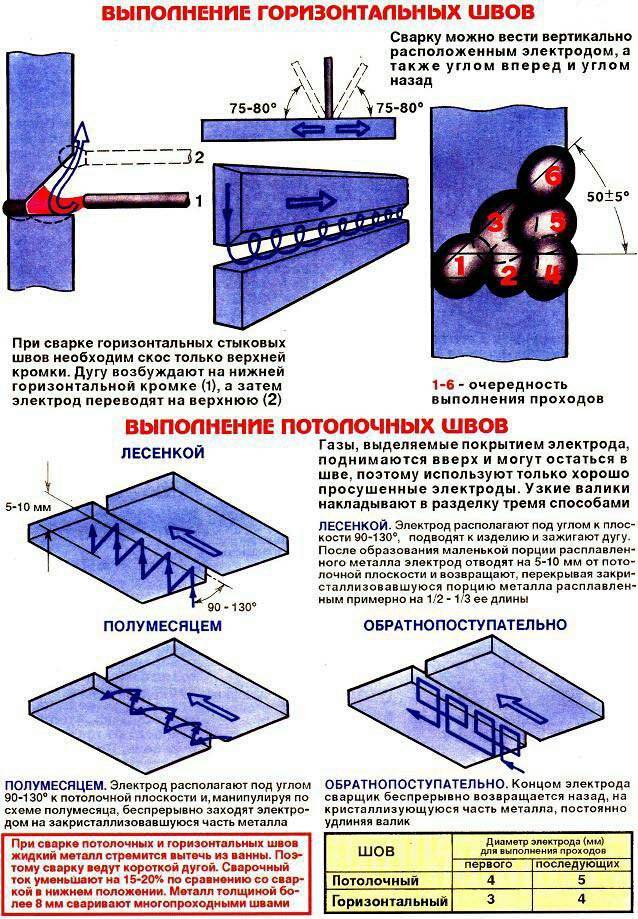
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
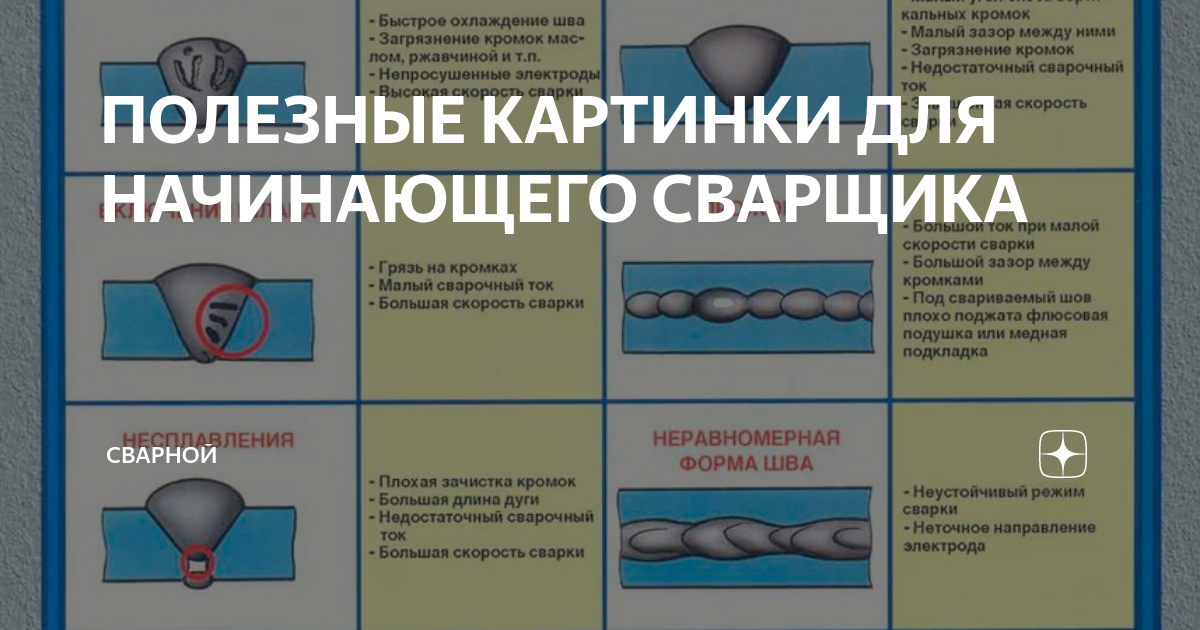
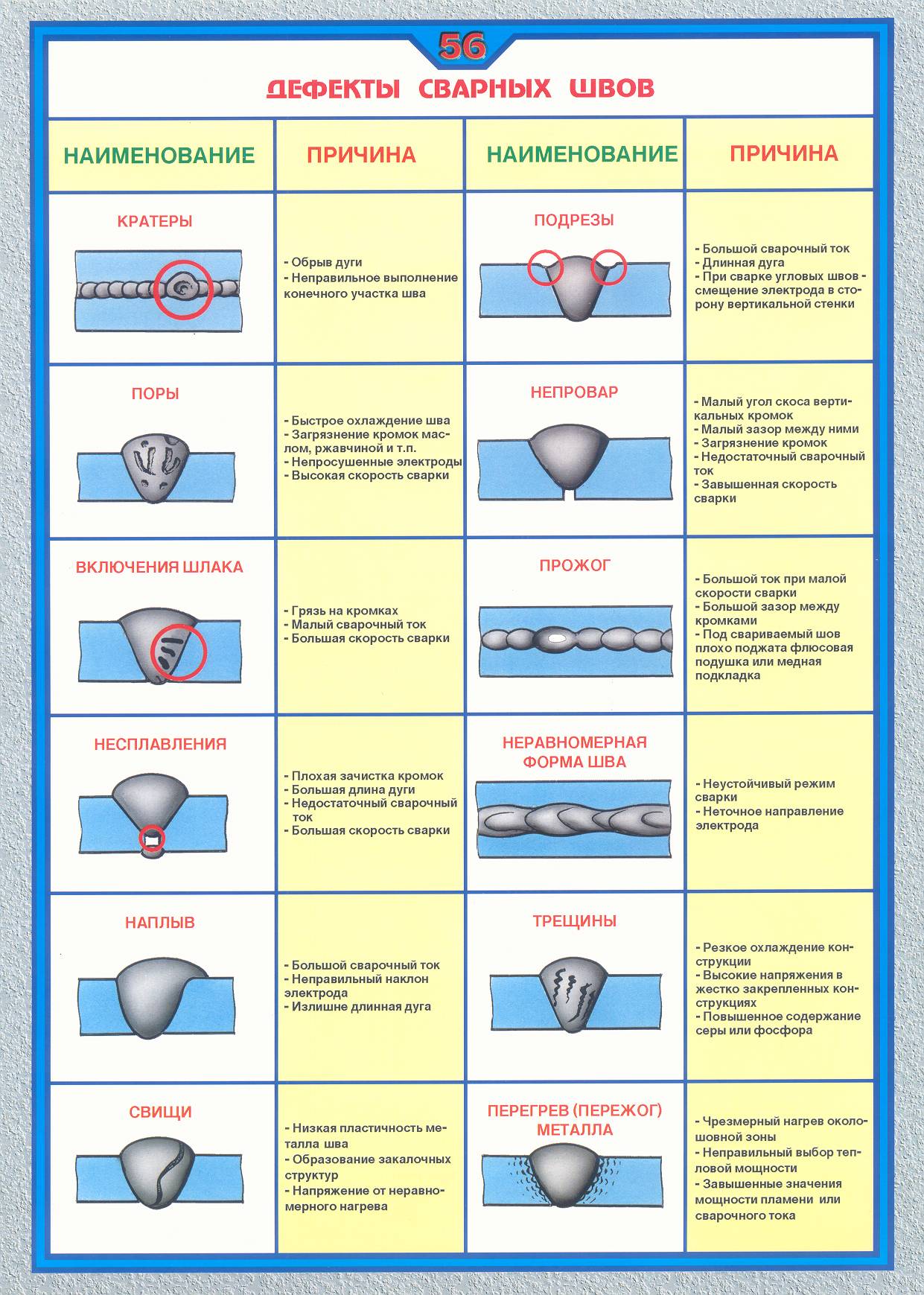
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
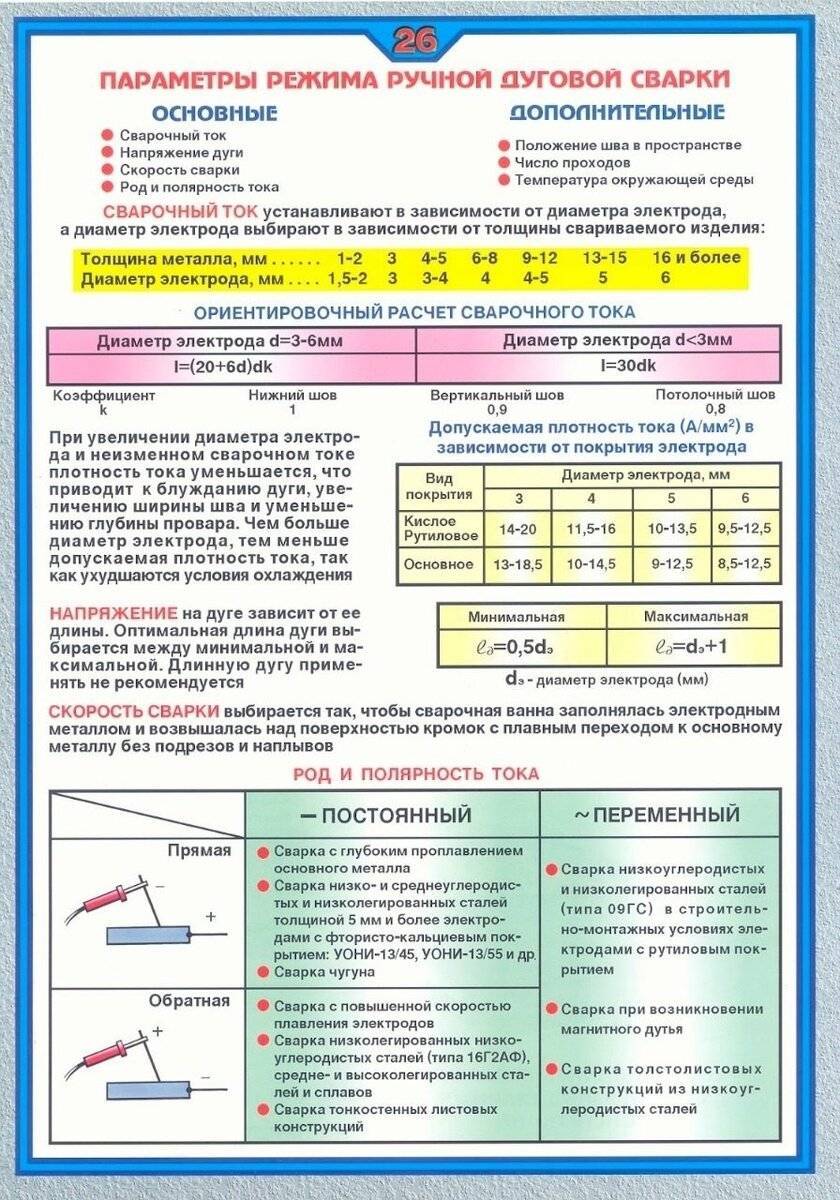
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика. Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Зажег дуги
Сварка для начинающих, прежде всего, предполагает умение зажигать дугу, также правильно отрывать электрод от детали после этого. Самоучитель по сварке рекомендует два способа зажигания дуги. Первый из них осуществляется касанием, а второй чирканьем.
Касаются или чиркают поверхность детали, предназначенной для сварки. Можно вначале потренироваться делать это неподключенным к сварочному аппарату электродом. Касание должно быть легким, после чего следует быстро отводить электрод назад. Чирканье напоминает всем известное добывание огня с помощью спичек и спичечного коробка.
Если поджиг дуги производится касанием, то электрод по отношению к поверхности следует держать максимально перпендикулярно, а приподнимать его наверх всего на несколько миллиметров. Быстрое отведение является гарантией того, что электрод не прилипнет к поверхности изделия. Если эта неприятность все же случится, то надо оторвать прилипший электрод, резко отклонив его в сторону. После этого зажигание дуги следует продолжить.
Сварка для чайников рекомендует использовать для зажигания дуги второй способ – чирканьем. Для этого достаточно использовать воображение, представив себе, что чирканье происходит не электродом, а обыкновенной спичкой. В труднодоступных местах этот способ является неудобным, но к начинающим сварщикам это отношения не имеет, поскольку учиться они будут пока на простых соединениях.
К розжигу дуги придется возвращаться еще не раз после того, как электрод полностью сгорит и предстоит его замена на новый.
Поскольку начальная часть шва будет выполнена, то при повторном зажигании придется применить некоторые правила. Вначале сварочный шов надо освободить от шлака, образовавшегося при работе предыдущим электродом. Зажигать дугу следует непосредственно за кратером.



Подготовка к сварке не закачивается розжигом дуги. Затем предстоит формирование сварочной ванны. Для этого электродом придется сделать несколько раз оборот вокруг точки, из которой планируется начать сваривать шов.
Сварочные работы и их обучение включают в себя умение держать дугу после того, как она будет зажжена. Чтобы тренировка прошла удачно, ток на сварочном аппарате следует установить величиной 120 Ампер. Это не только облегчит разжигание дуги, но и снизится вероятность затухания пламени, а также будет обеспечен контроль заполнения сварочной ванны.
Понять, каким образом может происходить контроль ванны, можно, постепенно понижая значение тока. При этом надо увеличить расстояние между концом электрода и деталью для того, чтобы не возникло его прилипание к ее поверхности.
Начинающему сварщику следует быть готовым к тому, что при увеличении длины дуги также увеличится разбрызгивание металла. При сварке длина используемого электрода по мере его сгорания будет неизменно уменьшаться, поэтому для сохранения величины дуги следует его приближать к поверхности изделия на соответствующее расстояние.
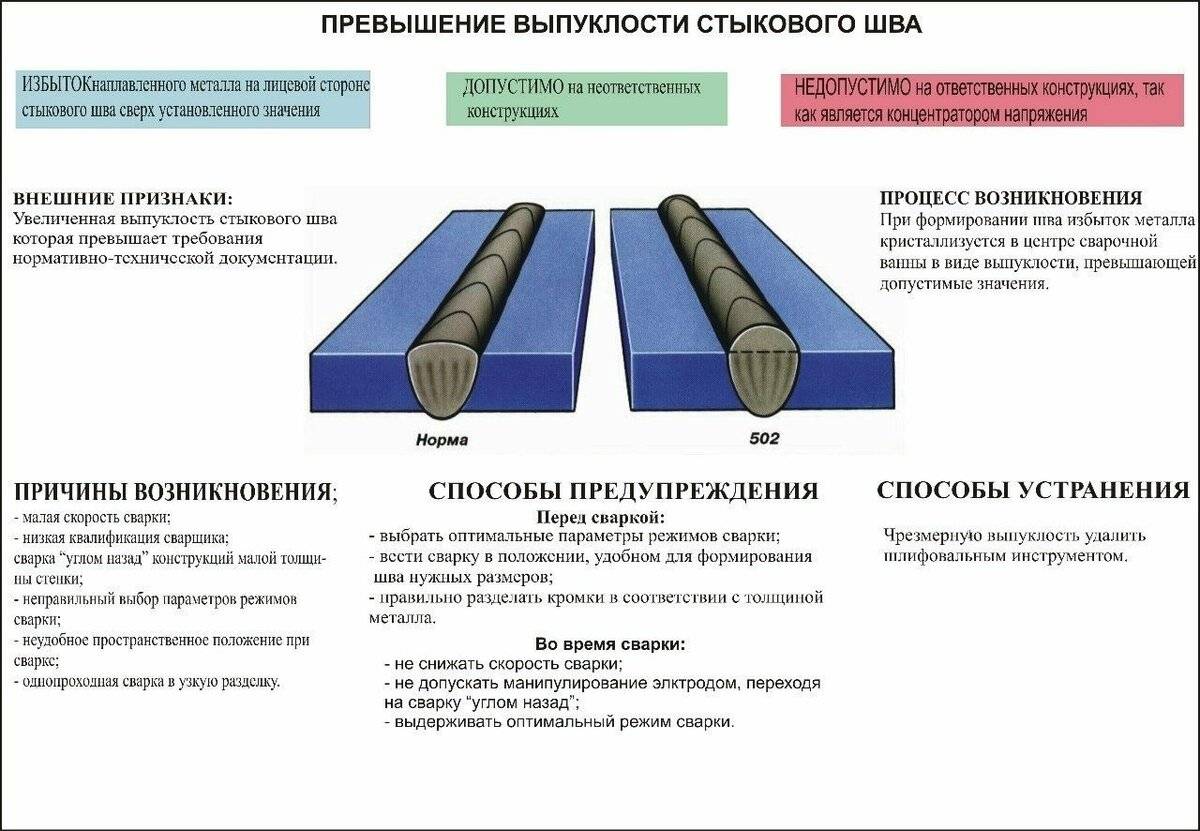
Если расстояние станет недостаточным, то металл будет прогреваться плохо и шов получится слишком выпуклым, а края его останутся непроплавленными.
Однако нельзя делать это расстояние и слишком большим, поскольку в этом случае возникнут своеобразные подскоки дуги, что приведет к образованию некрасивого шва с бесформенной формой.
Технология сварочных работ для получения удовлетворительного результата требует выбор правильного расстояния между электродом и изделием. Существует подсказка – оптимальной длиной дуги будет ее размер, не превышающий диаметр электрода, включая его покрытие обмазкой. В среднем это равняется трем миллиметрам.
Совет третий
Доверяй, но проверяй. Это значит, что все надо проверять на практике. Другое дело, что не всегда могут быть такие возможности. Если вам наставник посоветовал держать электрод под определенным углом, то вы должны делать именно так, но при этом попробовать и другие варианты и после решить для себя как лучше. Мне приходилось иметь дело с начинающими сварщиками и я рад, если мой опыт и знания им пригодились. Но меня удивляет их состояние памяти и способности к обучению. Показываешь ему, как зажигать автоген, но он не запоминает простых действий, или другому объяснял, каким диаметром электрода варить какой металл. Такое ощущение, что общаешься с кошкой или собакой. Можно дрессировать, но нельзя научить. Я связываю это с тем, что состояние их организма весьма плачевное из-за систематического потребления продуктов, напичканных химией. Не все еще понимают, какие масштабы приняла «химизация» продуктов питания.
Это интересно: Сварка неповоротного стыка с отрывом — в общих чертах
Подведем итоги
Электросварка является полезным навыком в быту и строительстве. Овладеть ей возможно самостоятельно. Подобное обучение будет строиться на:
- понимании теории сварочного процесса, необходимой для верной настройки сварочного аппарата и проведения работ по сварке металла;
- соблюдении правил безопасности при сварке, сводящейся к использованию защитного костюма, очков или маски, проведению сварки вдали от легковоспламеняющихся предметов;
- практическом опыте, который начинается с умения зажигать дугу и наваривать валики.
Не стоит отчаиваться, если первые опыты электросварки не порадуют вас красивыми швами. Поверьте, подобные сварочные скелеты есть у каждого опытного сварщика. Умение создавать не только качественные, но и внешне привлекательные швы придет вместе с опытом и частой практикой сварки.