Сварка в нижнем положении | Тиберис

При сварке в нижнем положении существуют следующие разновидности соединений:
- Стыковые (применяется сварной шов стыкового соединения)
- Угловые (применяется сварной шов углового, нахлестного или таврового соединений).
3.1 Сварка стыкового соединения
Данный тип сварного соединения чаще всего используется для несложных конструкций обычного назначения. При двухсторонней сварке металла толщиной до 8 мм такое соединение будет достаточно прочным, стыковые соединения изделий толщиной не более 4 мм свариваются с одной стороны. Прочность сварных стыковых соединений определяется глубиной проплавления, а она зависит от диаметра электродов, от толщины свариваемых деталей, от величины сварочного тока и от зазора между деталями.
| Односторонние соединения без скоса кромок, выполняют электродами диаметром равным толщине металла, если она не превышает 4 мм. |
| Листы диаметром от 4 до 8 мм сваривают двусторонним швом. |
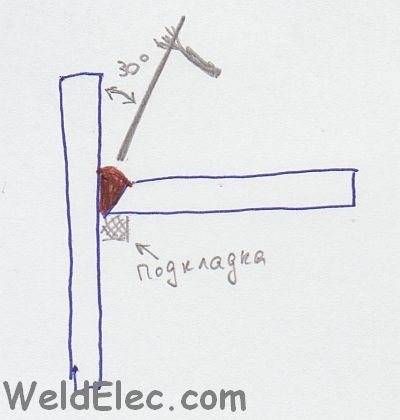
| Металл толщиной более 8 мм сваривают с разделкой кромок под углом около 30 градусов. Во избежании прожогов сварку ведут на съемных подкладках (медных или стальных) в несколько проходов. Для первого прохода рекомендуется использовать электрод толщиной не более 4 мм, для последующих — применять электроды с большим диаметром. На рисунке видно, что при первом проходе корневой шов заваривают электродом меньшего размера. Для первого шва важна достаточная глубина провара и его точность (проплавленный метал не должен выходить за кромки). При втором и последующих проходах используется больший по диаметру электрод, его нужно с небольшой скоростью продвигать вперед по шву, при этом делая колебательные движения электрода из стороны в сторону для полного заполнения выемки между кромок. |
3.2 Сварка углового соединения
Хорошие результаты при сварке угловых швов обеспечиваются установкой плоскостей соединяемых элементов «в лодочку», т.е. под углом 45 градусов к горизонтали (возможны варианты с меньшим радиусом угла). При этом достигается хорошее проплавление стенок и угла элементов, а опасность непровара или подреза невелика. Сварка «в лодочку» дает возможность наплавлять за один проход швы большого сечения. Оптимальный метод подбирается в зависимости от положения и места проведения сварки.
| Сварка в симметричную «лодочку» производится при высоких значениях сварочного тока (как обратной, так и прямой полярности) Сварку в симметричную «лодочку» при обратной полярности рекомендуется проводить на максимально короткой дуге. При таком методе меньше вероятность подрезов одной стенки и наплывов на другой, чем при несимметричной «лодочке» |
| Сварка в несимметричную «лодочку» осуществляется при наклоне под углом 60 и 30 градусов. Электрод должен направлять сварочную дугу прямо в корень сварного шва. Главное — чтобы сварочная дуга не вышла на поверхность пластины за пределами формирующегося шва. Не допускается наплавка слишком большого количества металла за один проход. Метод хорош при работе в труднодоступных местах за счет небольшой амплитуды движений электрода. |
Сварку в «лодочку» лучше всего применять при взаимном расположении свариваемых изделий под углом в 90 градусов при длине угловых швов 8 мм и более.
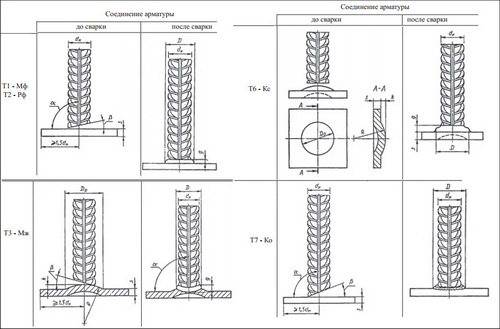
3.3 Сварка углового соединения (таврового типа)
Обычно при сварке тавровых соединений в нижнем положении нужно несколько проходов. Однопроходные угловые швы допустимы при сварке простых конструкций, но при этом они должны иметь стороны, образующие угол в 45 градусов при угловом сварном шве, и не превышать диаметр используемого электрода более чем на 1,5-3,0 мм.
При многопроходной сварке угловых швов, первый проход всегда выполняется электродом большего размера, чем будут использоваться при повторных проходах. Диаметр электрода для первого прохода — 4-6 мм, шов наплавляется без каких-либо поперечных колебаний электрода. Последующие проходы электродами меньшего диаметра обязательно применяются поперечные колебания (движение электрода из стороны в сторону) Следует внимательно следить, чтобы размах этих колебаний не превысил допустимую ширину шва.
Важно – при сварке угловых соединений таврового типа дугу следует возбуждать на горизонтальной полке, а не на вертикальной.Все угловые швы без скоса кромок со сторонами образующими угол в 90 градусов и со стенками толщиной не больше 10 мм нужно выполнять в один слой поперечными движениями электрода треугольником с небольшой задержкой в корне шва.
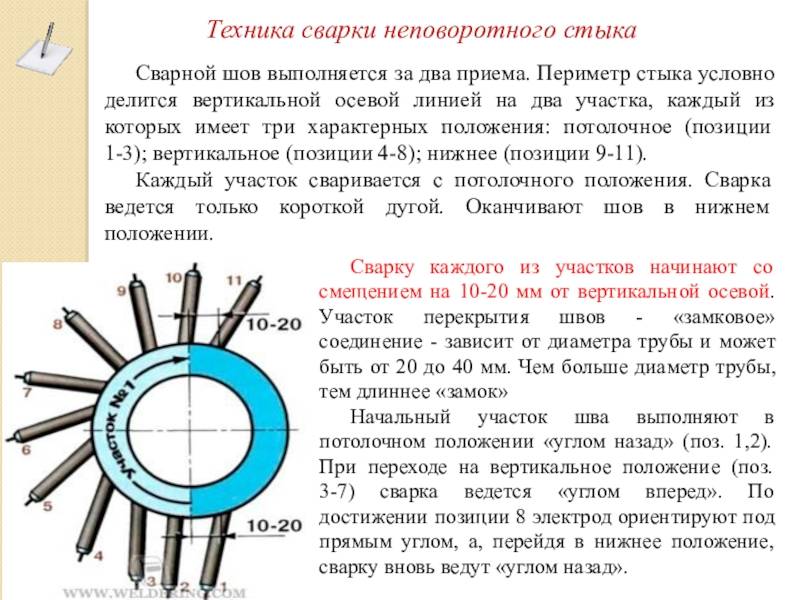
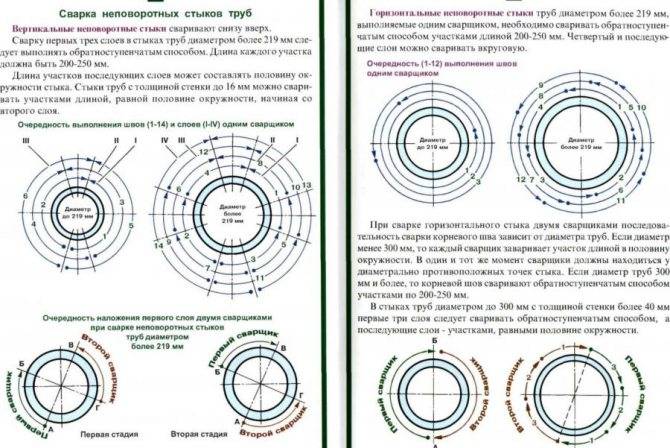
Сварка вертикальных стыков
Процесс начинается с потолочного положения и заканчивается на нижнем положении. Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, чтобы получить равномерный обратный валик с усилением 1-3 мм на внутренней поверхности шва. Первый слой сваривают при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Это позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1-1,5 мм на его внутренней стороне.
При этом на свариваемые кромки не должны попадать крупные брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1-2 мм. Перекрытие начала и конца смежного слоя должно составлять 20-25 мм. Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5-6 см, и так каждый последующий слой относительно начальной точки сварки предыдущего.
Электрод при сварке второго и последующих слоев должен иметь поперечные колебания от края одной кромки к краю другой кромки. При сварке поверхность каждого должна быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва, особенно при потолочной сварке может быть причиной непровара. Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхности шва от шлака.
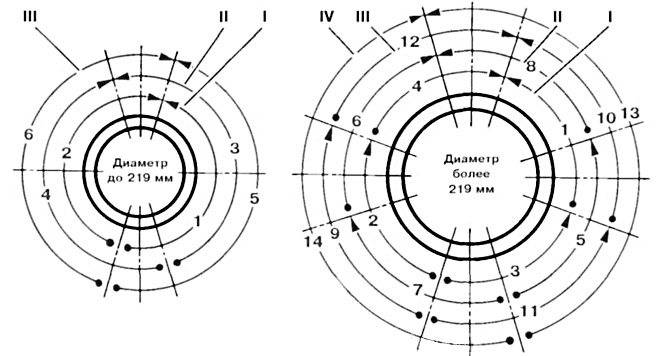
Последний слой выполняют высотой 2-3 мм и шириной на 2-3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному. Порядок наложения вертикальных неповоротных стыков показан на рис. 3.
При сварке труб диаметром 600 мм и более после сварки корня шва рекомендуется выполнить подварку корневого слоя изнутри трубы. Подварочный шов не должен иметь мелкочешуйчатую поверхность, плавно сопрягающуюся с внутренней поверхностью трубы без подрезов и других дефектов. Усиление подварочного шва должно составлять не менее 1 и не более 3 мм. Подварку выполняют электродами основного типа диаметром 3-4 мм.
Сварку труб большого диаметра могут выполнять одновременно несколько сварщиков. Если их двое, то сварка должна выполняться снизу от надира вверх по периметру в противоположные стороны. Если больше то каждый сварщик выполняет сварку на своём участке, которые расположены диаметрально противоположно.
Рекомендации
Если сваривать тавровым соединением тонкую и толстую пластину, то угол наклона электрода относительно толстой пластины будет примерно 60 градусов. Чтобы больше металла “стягивать” с толстой части на тонкую.
Также желательно просушить свариваемые поверхности для лучшего качества сварного шва.
Сварка труб
Опираясь на ГОСТ16037-80, который распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой, правильно будет сказать, что в нем таврового соединение нет. Все швы, которые называют тавровыми, относятся к угловым. Однако, когда к торцу трубы приваривается заглушка из пластины или фланец, это будет являться тавровым соединением. По большому счету, что бы не спорить по этому поводу, необходимо понимать, что тавровое соединение деталей труб или любого другого металлопроката выполняется угловым швом и техника сварки трубопроводов сводится к технике сварке угловых швов.

Прежде всего нужно остановиться на подготовке труб перед сваркой таврового соединения. Трубы должны соответствовать всем требованиям и не иметь дефектов, загрязнения и ржавчины, после чего можно выполнять сварку.
Следует выполнить прихватки, для труб диаметром до 300 мм хватит 4 равномерно расположенных прихваток . Для более широких труб прихватки выполняются с одинаковым интервалом по всему диаметру. Торец одной трубы необходимо выкроить определенным образом что бы он плотно прилегал к боковой поверхности другой трубы. Для труб с небольшим диаметром сделать это не очень сложно при помощи нескольких манипуляций болгаркой. Другое дело, когда предстоит работа с трубами больших диаметров. В данном случае, как правило, при разметке применяются различные шаблоны и развертки.
Видео
Полезные ролик о том, как можно резать трубы для приваривания их торцом к боковине.
Далее выполняется сборка деталей на прихватки или в сборочно-сварочном приспособлении. Сварка соединения труб может выполняться как в поворотном положении (есть возможность вращения стыка вокруг своей оси) так и в неповоротном (нет возможности вращения стыка вокруг своей оси). Сваривая трубы, сварной шов приходиться выполнять по криволинейной поверхности, что несколько усложняет процесс. Необходимо стык разделить на участки и выполнять сварку за несколько приемов.
Сварной шов в зависимости от толщины стенки трубы выполняется за один или несколько проходов
Следует обратить внимание на состав труб и подобрать подходящие электроды. Сварной шов на трубах должен быть идеальный, в обязательном порядке проверяется наличие дефектов
Если дефекты имеются, то их исправляют.
Профильные трубы используются для ограждений, каркасов, различных металлических конструкций.
При тавровом соединении профильных труб так же выполняются прихватки. Электрод ведется под углом колебательными движениями снизу вверх. После сварки зачищается шлак.
Видео
В вертикальном положении
При тавровом соединении в вертикальном положении сварочный ток устанавливается более высоким для хорошего проплавления, сварку нужно выполнять снизу вверх с отрывом дуги.
Движение электрода выполняют петлями, уголками, дуговыми колебаниями и т.д., положение электрода должно быть 45 градусов, иногда сварку выполняют сверху вниз. Разжигая дугу, электрод держим перпендикулярно к свариваемой поверхности, такая техника сварки не удобна и нужно тщательно контролировать сварочную ванну. Для контроля ванны необходимо снизить сварочный ток, что бы не перегревать металл, электроду необходимо задать правильное положение, что бы давление дуги поддерживало жидкий металл, а не способствовало его стеканию в низ. Сварка производится на короткой дуге что бы расстояние между торцом электрода и деталью было минимальным.








В нижнем положении
Выполняя сварку в нижнем положении результата сварщик может достигнуть более высокого качества, ток должен быть выше, если полярность прямая и ниже, если полярность обратная.
Соединение вертикальное с разделкой кромки, шов в нижнем положении
Положение электрода направлено в корень сварного соединения, длина дуги меньше при сварке на обратной полярности, вести электрод нужно равномерно, не упуская сварочную ванну.
Ошибки в сварной обработке труб
Поскольку на практике просветная сварка труб сложная работа, у начинающих сварщиков часто происходит забраковка деталей. Избавиться от нее без практики и наработки личного опыта невозможно.
Ускорить обучение может разбор теории сварочного дела и стандартов по сварке на просвет.
Далее будут приведены ошибки в просветной обработке труб и способы их предотвращения.
И именно наработка опыта позволит предотвратить появление непроваров в будущем.
Опыт и интуиция важны в просветном сваривании, однако изучение техдокументации к заданию существенно облегчит выполнение работы.
Еще пара советов для предотвращения типичных ошибок:
- Несмотря на сложность, сваривание производится при короткой длине сварной дуги. Даже если хочется облегчить задачу, нельзя менять длину дуги. Сварка уже на среднем значении ухудшит качество соединения.
- В процессе сваривания пруток не отрывается. Отрыв присадочного прутка производится только при необходимости его обновления.
- От детали к детали нужно следить за настройками силы тока.
- Не стоит игнорировать подготовительный этап. Правильная зачистка и разделывание кромок облегчает работу.
- Работа проводится только сухими присадочными прутками.
- Не стоит проводить процесс сварки на просвет во время непогоды.
- Качество оборудования и дополнительных элементов тоже имеет вес в надежности результата.
Техника безопасности
Различные типы сварки (электричеством, газом и тому подобные) должны осуществляться на подготовленных площадках с установленным специализированным оборудованием. К нему можно отнести щиты для защиты от влияния электрической дуги и специальные ширмы. Подобные устройства защиты должны находиться в таком положении, чтобы люди, присутствующие при работе, но не участвующие в процессе, были также защищены от воздействия сварки.
Если производится процесс сварки трубы с большим сечением и массой свыше 20 килограммов, то в наличии должны быть транспортно-подъемные машины. Ширина подхода к месту должна быть не менее одного метра. Температура в здании, где производится сварка труб, должна составлять не менее +16 градусов Цельсия. К тому же, в помещении нужна вентиляция и достаточный уровень освещения на месте для работ по сварке.
Рабочие должна быть оснащены специальной защитной формой. Процесс сварки требует заземления частей устройства из металла, корпус и рабочий стол также обязаны быть заземлены. На всех проводах и кабелях изоляционный материал должен быть защищен от температурных и механических повреждений, не иметь дефектов.
Все элементы оборудования должны быть произведены из материала, устойчивого к высоким температурам. В случае неисправности в электрической цепи ремонтные работы может проводить исключительно электрик-профессионал при отключенном рубильнике.

Теперь приведем данные, как можно рассчитать массу и объем наплавленного металла.
Если брать в расчет общую длину электрода 47 сантиметров и площадь поперечного сечения шва, равное половине сантиметра, а также удельные объем наплавленного материала за 7,8 граммов на сантиметр, то объем вещества равен произведению удельного объема на сечение и на длину.
Если сечение обозначить буквой S, длину буквой L, а удельный объем Vуд, тогда общий объем наплавленного вещества равен произведению S, L и Vуд и равен 1880 граммам.
Масса наплавленного вещества равна произведению коэффициента наплавленного металла на объем и равен 1,88 кг/м3, если при работе применяются электроды вида ВСП-1 с коэффициентом 10.
Методика работы с горизонтальным стыком
Методика действий с неповоротными стыками трубопровода в горизонтальном положении отличается тем, что разделывать кромки полностью не обязательно. Осуществлять эти действия необходимо средней дуговой сваркой. Можно сохранить лишь несущественную разделку в 10 градусов. Такие действия обеспечивают улучшение процесса соединения металлических частей и сохранности их качества на прежнем уровне. Варить горизонтальные стыки трубопровода лучше обособленными неширокими слоями. Первым валиком проваривается корень шва, при этом используются электроды 4 миллиметра в диаметре. Лимит силы по закону Ома должен быть установлен в диапазоне от 160 до 190 А. Электрод получает движение характерное возвратно-поступательному, в то время как внутри стыка должен появиться нитевидный валик 1-1,5 мм высотой. Покрытие прослойки №1 подлежит тщательной зачистке. Прослойка №2 проделывается таким образом, чтобы он закрывал предыдущую прослойку, когда электрод движется возвратно поступательным образом и когда происходит его практически незаметное покачивание между краями верхней и нижней кромок.
Таблица соотношения сварочных токов в зависимости от различных показателей
Направление второго слоя не отличается от первого. Перед выполнением третьего слоя силу тока необходимо увеличить до 250-300 А. Чтобы сделать процесс соединения металлических элементов более производительным, нужно использовать электроды диаметром 5 миллиметров. Направление варки третьего слоя осуществляется противоположно направлениям предыдущих двух слоев. Третий валик рекомендуется выполнять на более высоких режимах. Скорость нужно выбрать такую, чтобы валик был выпуклым. Варить необходимо под «углом назад» или под прямым углом. Третий валик должен заполнять две трети ширины валика №2.
Выполнение четвертого валика следует вести на режимах, используемых при выполнении третьего. Угол наклонения электрода — 80-90 градусов от поверхности трубы, которая расположена по вертикали. Направление четвертого валика остается прежним.
Технология выполнения электросварки с горизонтальными стыками при наличии более 3-х прослоек имеет свою особенность: третья прослойка со всеми последующими выполняются в направлениях, каждый из которых противоположен предыдущему. Трубы, достигающие диаметра в 200 мм, как правило, подлежат сварке сплошными швами. Обратно-ступенчатый способ характерен для сварочного процесса стыков трубопровода диаметром более 200 мм. Каждому участку рекомендуется быть примерно 150-300 мм длиной.
Виды угловых швов (положения сварки)
Соединения классифицируют по множеству признаков. В первую очередь, это способ установки заготовок. В зависимости от требований к прочности готовой конструкции шов делают одно- или двухсторонним.
Во втором случае шов получается надежным, дольше держит форму. При односторонней сварке конструкция может деформироваться.
Нижние
При работе таким способом одна деталь находится в горизонтальном положении, другая — в вертикальном. Шов формируется в прямом углу между поверхностями.
Если толщина заготовки не превышает 12 мм, разделка кромки не требуется, однако нижнюю часть установленного перпендикулярно листа срезают так, чтобы расстояние между краями было менее 2 мм. При работе с толстыми деталями делается V-образная разделка.
Пример углового шва.
Вертикальные и горизонтальные
При сваривании деталей, расположенных вертикально, расплав стекает вниз. Исключить образование капель помогает уменьшение длины дуги, для этого наконечник электрода приближают к обрабатываемой области.
Сварка шва имеет такие особенности:
Вертикальный сварочный шов и схема движения электрода.
- Металл подготавливают с учетом типа соединения и толщины заготовок. Детали закрепляют в нужном положении, накладывают короткие прихватки. Это препятствует смещению конструкции во время работы.
- Шов формируют как снизу-вверх, так и в обратном направлении. Первый способ считается более удобным. Под воздействием дуги сварочная ванна смещается вверх. Шов получается более качественным.
- Вести угловую сварку в вертикальной позиции можно с отрывом дуги. Во время перерыва расплав успевает остывать. При этом используют те же движения электрода, что при сварке без отрыва: в разные стороны, вкруговую или петлей.
- При сварке сверху вниз стержень устанавливают под прямым углом по отношению к поверхности заготовки. После возбуждения дуги прогревают деталь, отпускают наконечник и ведут сварку в этом положении. Способ не совсем удобен, поскольку требует постоянного контроля. Однако шов приобретает требуемые характеристики.
Горизонтальные соединения также можно формировать в разных направлениях. Метод выбирают с учетом предпочтений сварщика
Ванна также смещается вниз, поэтому угол наклона электрода увеличивают, принимая во внимание скорость сварки и силу тока. При стекании расплава делают более быстрые движения, периодически отрывают дугу
За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно










При стекании расплава делают более быстрые движения, периодически отрывают дугу. За эти перерывы металл остывает, капли не образуются. Можно попробовать изменить напряжение. Эти методы используют поэтапно.
Горизонтальный сварочный шов.
Потолочные швы
Это самый сложный способ формирования соединений. Он требует наличия опыта, постоянного контроля обрабатываемой области. В процессе сварки электрод удерживают перпендикулярно потолку.
Длина дуги минимальная, скорость движения неизменная. Стержень ведут круговыми движениями, расширяющими область расплавления.
Сварка потолочных швов.
В лодочку
Угловые стыки нередко приходится проваривать с обеих сторон. Для правильного ведения процесса заготовки устанавливают так, чтобы их плоскости находились под одинаковым наклоном. Такой способ называется сваркой «в лодочку». Это упрощает выбор движений электрода, улучшает качество шва.
Сварка в лодочку.
Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Видео:
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Подготовка к сварочным работам
Качественная ручная сварка труб определяется, помимо самого сварочного аппарата, ещё и правильным выбором электродов:
- Для труб большого диаметра следует выбрать электроды с целлюлозной плёнкой;
- Для сваривания угловых швов и т.н. «прихваток» необходимо взять электроды с рутиловым покрытием;
- Для сложной варки применяются комбинированные (целлюлозно-рутиловые) электроды.
Для дугового сваривания труб в бытовых условиях потребуются, помимо собственно сварочного аппарата, ещё и трансформаторы-выпрямители, а лучше взять их более продвинутую версию – инверторы. Эти устройства потребуются для преобразования переменного тока в постоянный.
При выборе сварочных аппаратов отдайте предпочтение модели с несколькими режимами работы, адаптированными под особенности применения «целлюлозных» и «рутиловых» электродов, а также способных работать с конкретной маркой стали и толщиной трубопровода.
Еще раз подчеркнём: качество сварочных работ определяет не конкретная модель сварочного аппарата, а электрод необходимого диаметра и правильно выставленные сила и напряжение тока.
Большая Энциклопедия Нефти и Газа
Поворотный стык — труба
Поворотные стыки труб диаметром до 200 мм включительно сваривают без разбивки на участки. После выполнения первого слоя второй и последующие слои смещают на 30 — 40 мм по отношению к предыдущему слою, а затем ведут сварку в направлении, обратном направлению сварки предыдущего слоя.
Поворотные стыки труб в зависимости от диаметра и толщины стенки сваривают следующими способами: автоматической сваркой под флюсом основного и плакирующего слоя; автоматической сваркой под флюсом основного слоя и ручной сваркой покрытыми электродами или аргонодуговой сваркой плакирующего слоя; сваркой в среде СО2 основного слоя и аргонодуговой сваркой плакирующего слоя.
Поворотные стыки труб диаметром 1420 мм с толщиной стенки до 17 мм необходимо выполнять двусторонней сваркой. Торцы труб проходят механическую обработку с одновременным нанесением риски на внутренней поверхности для автоматического направления внутренней сварочной головки по стыку. Сборку выполняют с помощью самоходного центратора, вращение обеспечивается поворотными роликами стенда. Автоматическую сварку внутреннего шва под флюсом выполняет оператор, который наблюдает за процессом по приборам.
Сварку поворотных стыков труб без подкладных колец выполняют со значительным смещением головки от вертикальной оси стыка под углом 30 — 60 ( рис. 17) и поперечными колебаниями поперек стыка.
Сварка поворотных стыков труб из углеродистых и низколегированных сталей Поворотным называют стык, сварку которого выполняют в наиболее удобном ( обычно нижнем) положении, а трубный узел при этом вращают ( поворачивают) вокруг оси, перпендикулярной к плоскости сечения стыка.
Швы поворотных стыков труб из легированных сталей выполняют преимущественно автоматической сваркой в защитных газах, причем первый проход шва сваривают неплавящимся ( вольфрамовым) электродом, а последующие — плавящимся.
Сварка поворотных стыков труб расщепленным электродом позволяет получать сварные соединения высокого качества; технологические возможности дуги по сравнению со сваркой колеблющимся электродом значительно расширяются. При а90 глубина проплавления наименьшая, а ширина шва наибольшая, что позволяет без прожогов сваривать участки стыка со значительным зазором или со смещенными кромками. Расположение электродов вдоль стыка ( а0) способствует получению шва наименьшей ширины, но с глубоким проваром.







Большинство поворотных стыков труб и деталей, выполняемых в трубозаготовительных цехах и мастерских, сваривают наиболее простым и удобным швом в нижнем положении. Сварка неповоротных стыков значительно сложнее и требует высокой квалификации сварщика. Вид сварки, порядок контроля, режимы и способы термической обработки сварных стыков устанавливают соответствующие производственные инструкции за исключением случаев, специально оговоренных в проекте.
Для сварки поворотных стыков труб применяют автомат АСП-60. Автомат позволяет сваривать трубы диаметром от 426 до 1220 мм — без подкладных колец.
Автоматическая сварка поворотных стыков труб двумя электродными проволоками, расположенными вдоль оси шва на расстоянии 4 — 6 мм друг от друга.
Для сварки поворотных стыков труб , приварки фланцев и других элементов трубопроводов используют универсальные сварочные манипуляторы с применением переносных роликоопор или других приспособлений. Свариваемый узел закрепляют в патроне планшайбы манипулятора, устанавливают в удобное для сварки положение ( рис. 205) и при ручной сварке периодически поворачивают на некоторый угол.
При заварке поворотных стыков труб первый слой должен обеспечить полное проплавление притупленных кромок. Очередность сварки стыка показана на рис. VI-12, а, б, в. Высота первого слоя шва должна составлять 40 — 60 % от толщины стенки, второго вместе с первым 70 — 90 %; третий слой должен полностью заплавить разделку и создать необходимое усиление.
Типы соединений элементов с помощью сварочных аппаратов
Нередко виды сварных конструкций требуют предварительной обработки поверхностей, которые будут соединяться. Даже в большинстве технологических процессов заложены всевозможные пазы и освобождения, позволяющие обеспечивать надежность сварного шва. Детали необходимо правильно фиксировать и располагать в пространстве, чтобы быстро и качественно сварить между собой.
Шлифовальные процедуры позволяют получить гладкие и ровные поверхности на соединяемых элементах.
Обработка может коснуться одной детали, а другая сохраниться в первоначальном виде, и тогда несколько экономится металл. Существует и односторонняя и двусторонняя сварка, и поэтому нужно подбирать виды обработки поверхностей. Сварщики обычно работают с угловыми, тавровыми или сваривают встык.
Правильный способ сваривания корня шва
При правильном сваривании корня газом и электричеством необходимо зачистить конец и начало под нож после варки, чтобы скрыть след от перехода на следующий электрод. Сварки корня вторым электродом нужно начать с уже защищенных и проваренных мест, покрывая их следующим слоем. Сварка корня, произведенная по этой технологии, позволяет создать очень надежный шов.
Во время сварки нередко можно обнаружить внутренние и наружные дефекты различного вида. К наружным дефектам относят брызги, пары микротрещины, вогнутый корень и тому подобные.
Некоторые из них можно исправить, но изначально стоит продумать денежную целесообразность подобного ремонта.
Осуществление сварки трубопровода под 45-градусным углом
При выполнении такого вида сварки сварной шов располагается под определенным углом. Он образуется только при проведении существенного количества действий с электродом: изменение направления сварки; изменение угла наклона. В этом состоит основная особенность данного вида сварки, что, в свою очередь, требует от исполнителя определенного уровня профессионализма и универсальных навыков. Это требование в особенности касается трубопроводов с высокими требованиями к герметичности сварных элементов
Важно запомнить, что выбор технологии сварки трубопровода под углом 45 градусов напрямую зависит от диаметра свариваемых труб:
- «Варить» газовые трубы до 200 мм диаметром нужно несколькими слоями подряд. С этой целью в процессе работы трубу плавно проворачивают по мере заполнения сварочного шва.
- При работе с другими видами труб до средних размеров в диаметре, их окружность делят на 4 сегмента и производят их последовательную проварку. После наплавления металла первых двух сегментов, трубопровод поворачивают на пол оборота, после чего работы продолжаются.
- Окружность трубы следует разделить на большее количество сегментов, если работы ведутся с трубой значительного размера (от 50 см). Размер сегментов должен быть от 150 до 300 мм.
[Всего: 3 Средний: 4/5]