Плюсы и минусы полипропиленовых труб
Достоинств у труб из полипропилена достаточно много. Основным из них является, конечно же, длительный срок службы при грамотной их установке и эксплуатации. В системах холодного водоснабжения этот период гарантировано может составить 100 лет, а для систем горячего водоснабжения – 50 лет. Можно обозначить еще несколько неоспоримых преимуществ:
- устойчивость к резким перепадам давления и температуры;
- великолепное звукопоглощение;
- низкая теплопроводность;
- отсутствие коррозии и каких-либо отложений;
- быстрота и простота монтажа;
- небольшая масса, позволяющая сократить трудозатраты;
- низкая стоимость;
- минимальные затраты на обслуживание;
- выносливость при отрицательных температурах;
- стойкость к химическим средам.
Недостатков полипропиленовые трубы практически не имеют. Единственным минусом можно назвать высокий показатель линейного расширения, который отвечает за изменение их длины при воздействии горячей воды. Но уменьшить проблемы поможет правильное использование вариантов труб для определенных температур теплоносителя, а также установка скользящих опор и компенсаторов.
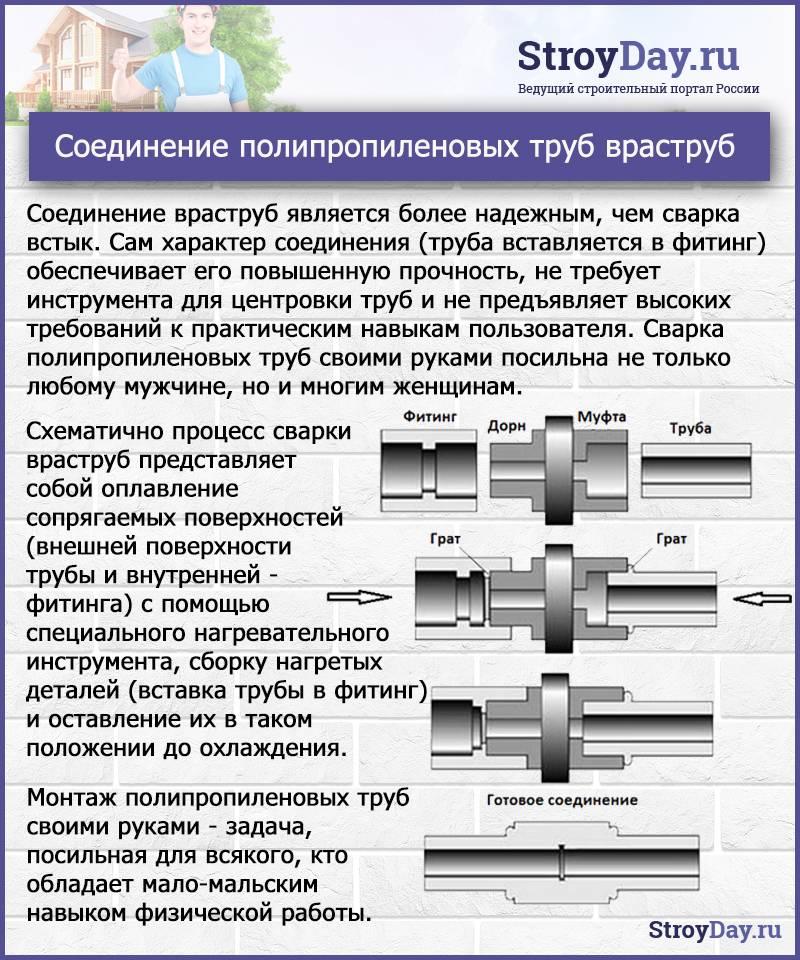
Особенности технологического процесса сварки
 Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
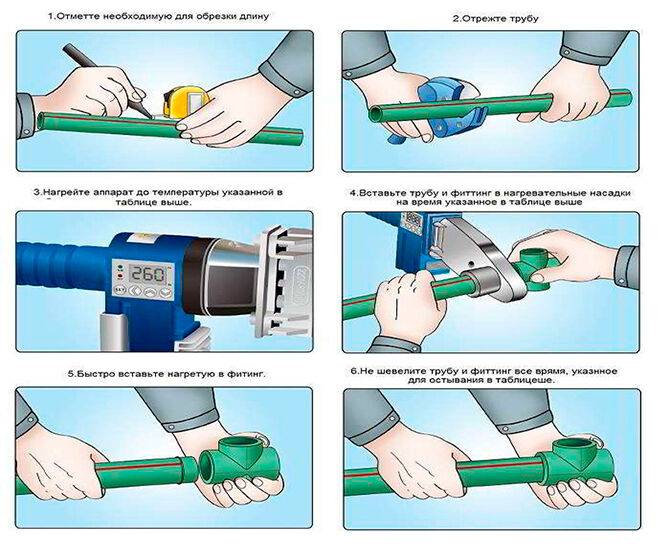
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
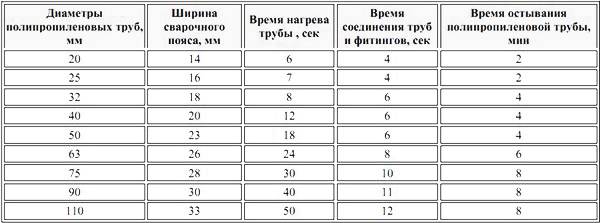 На фото таблица с данными для сварки полипропиленовых труб
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
 Труба и муфта в «утюге» фиксируются на строго заданное время
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
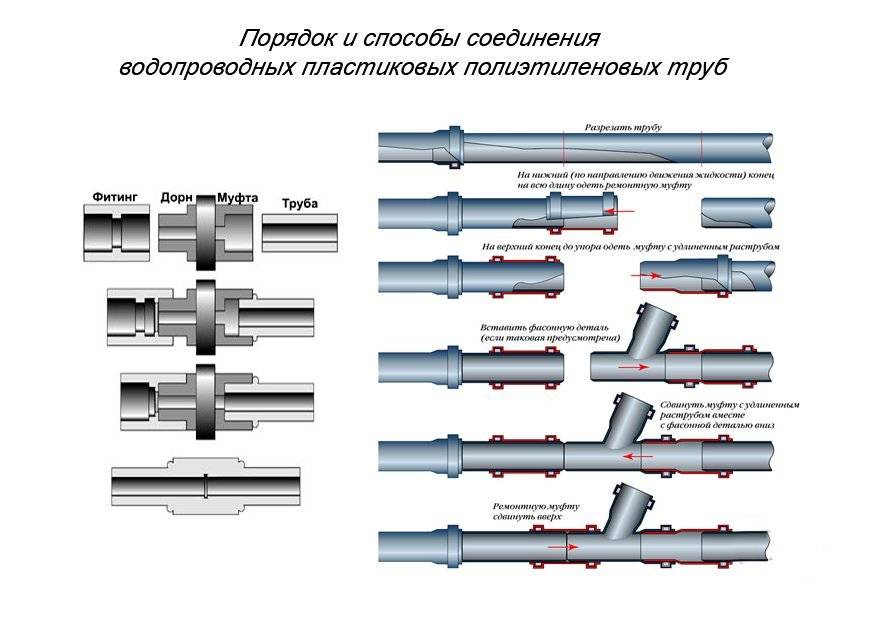
Монтаж трубопроводов из полипропилена
Соединяются полипропиленовые трубы при помощи термической сварки, или пайки. Для этого используют специальный паяльник. Чтобы шов получился качественным, необходимо потренироваться на недорогих трубах и муфтах или использовать для этого какие-либо обрезки. Дело в том, что процесс спайки происходит достаточно быстро и если не успеть свариваемые элементы жестко зафиксировать в правильном положении в течение нескольких секунд, то повернуть фитинг или трубу без повреждения шва уже не получится.
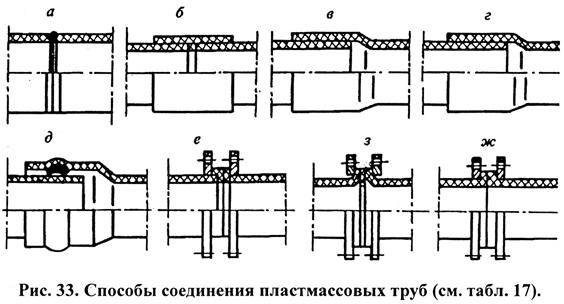
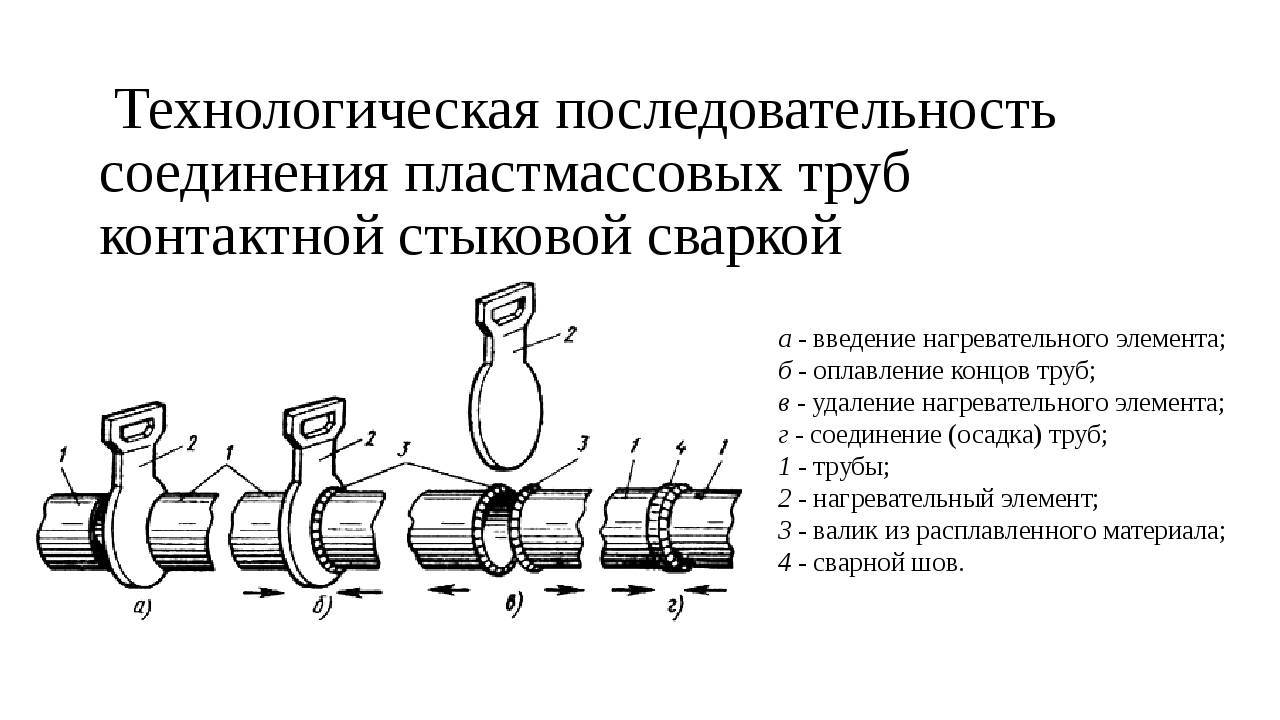
В настоящее время выполняют три типа сварки, в результате которых получается однородный шов:
- полифузную, или муфтовую, – для труб диаметром до63 мм;
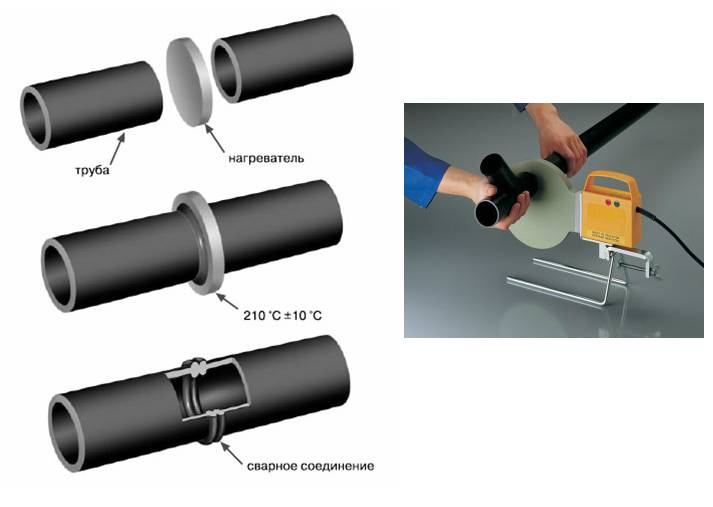
- стыковую, или фланцевую, – для труб диаметром более63 см;
- с использованием электрофитингов.
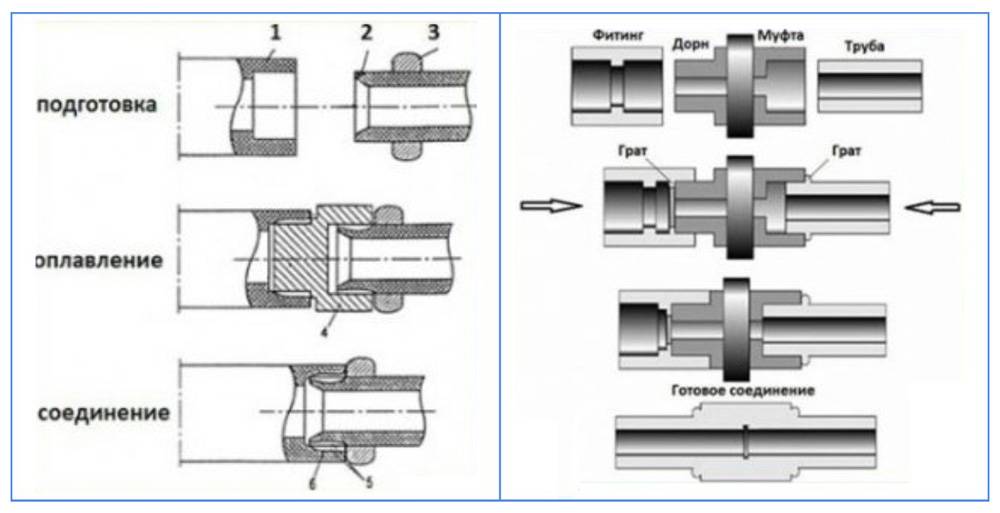
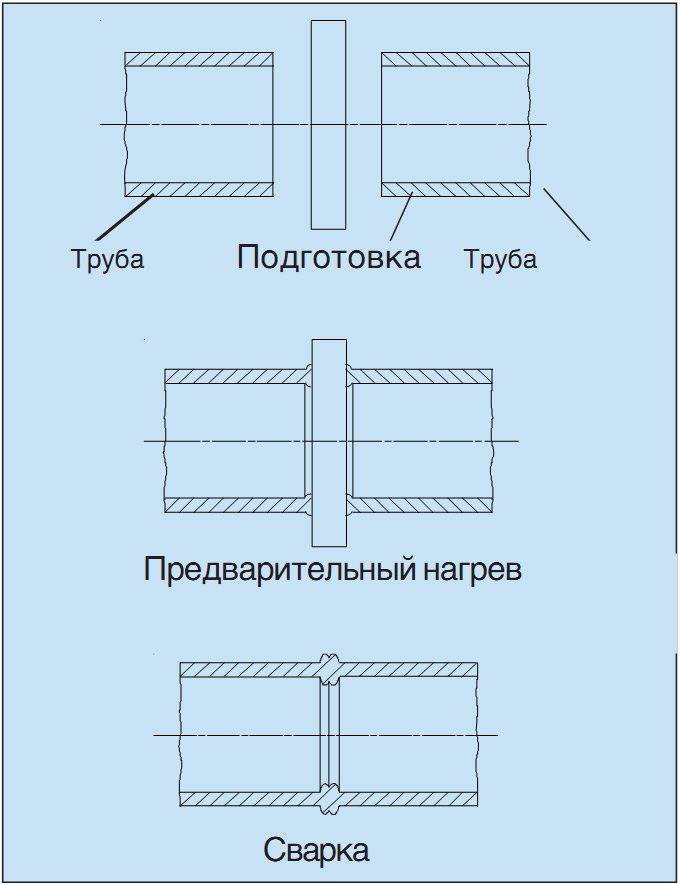
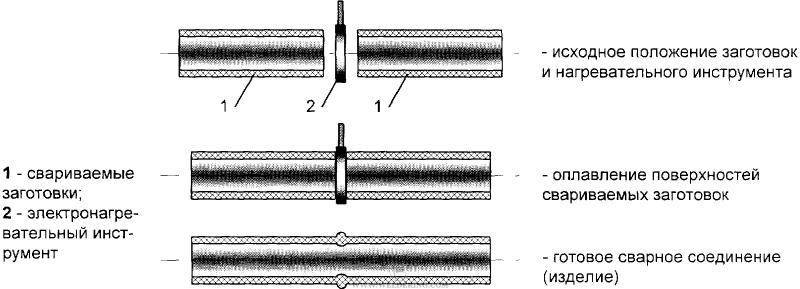
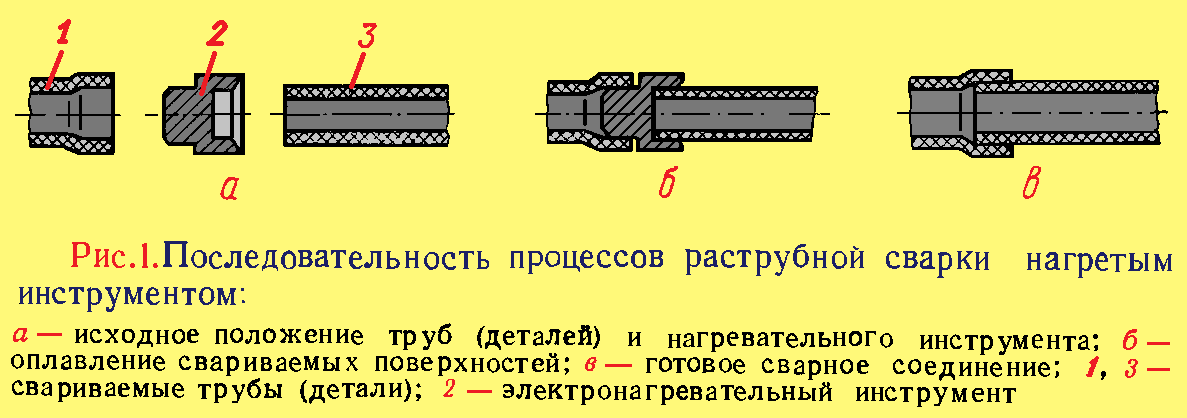
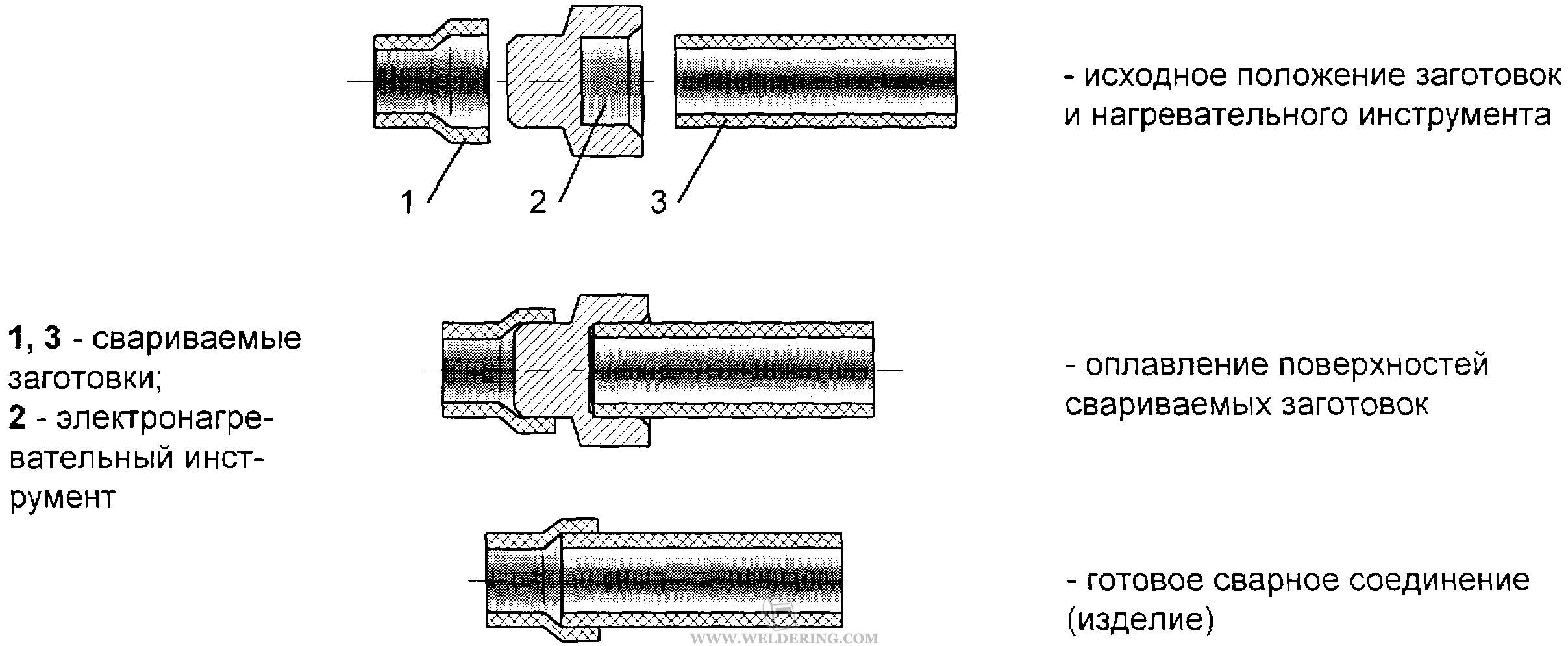
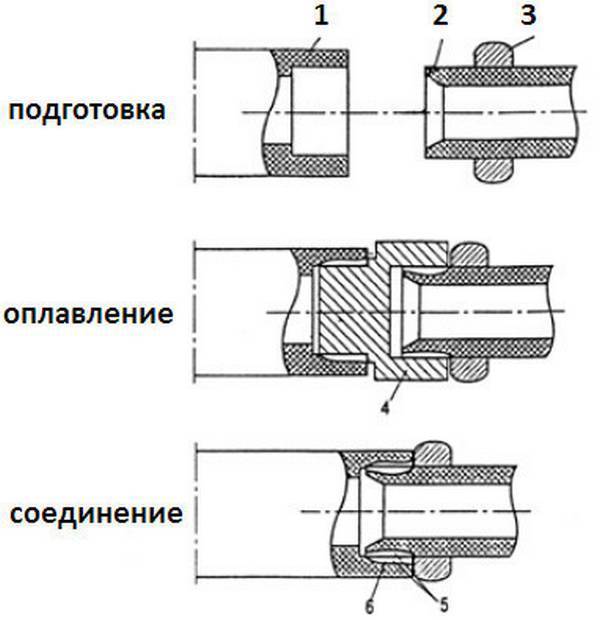
Любая сварка позволяет получить неразъемный шов, сделанный путем прогрева соединяемых участков до стадии оплавления полипропилена. В первом случае на помощь придет аппарат для раструбной сварки, а во втором – устройство с прижимным гидравлическим механизмом.
Паяльники комплектуются насадками различного диаметра с тефлоновым покрытием, которые используются для оплавления внутренней поверхности раструбной части или муфты и наружной поверхности торца трубы.
- Трубу под прямым углом обрезают специальными ножницами или ножовкой по металлу.
- На паяльник устанавливают насадку нужного размера и включают прибор для нагрева до требуемой температуры в 250-270 градусов. Следует отметить, что время разогрева составляет 15-20 минут.
- Раструб фитинга с одной стороны аппарата надевают на дорн, а с другой – торец трубы вставляют в гильзу до отметки глубины сварки.
- После нагрева обоих элементов, их снимают с насадки и уверенным движением соединяют друг с другом, соблюдая взаимную соосность. Необходимое время нагрева зависит от диаметра трубы.
- Время охлаждения сварного шва составляет несколько секунд, в течение которых поворот или изгиб делать не допускается. Неправильное соединение исправлению не подлежит, оно просто вырезается.
Важно знать, что при недогреве стык будет ненадежным, а при перегреве потеряется форма изделия, а шов получится деформированным. Как правильно сваривать полипропиленовые трубы, можно посмотреть на видео:
Как правильно сваривать полипропиленовые трубы, можно посмотреть на видео:
Для соединения с металлическими или металлопластиковыми трубами используют фитинги с резьбовыми вставками с одной стороны, дополнительно применяя различные уплотнители.
Стоит отметить, что полипропиленовые трубы могут изменять свои размеры при нагреве, поэтому при использовании их в системе горячего водоснабжения монтаж производят с применением скользящих опор и различных компенсаторов – круглых, Г- и П-образных.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.




Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
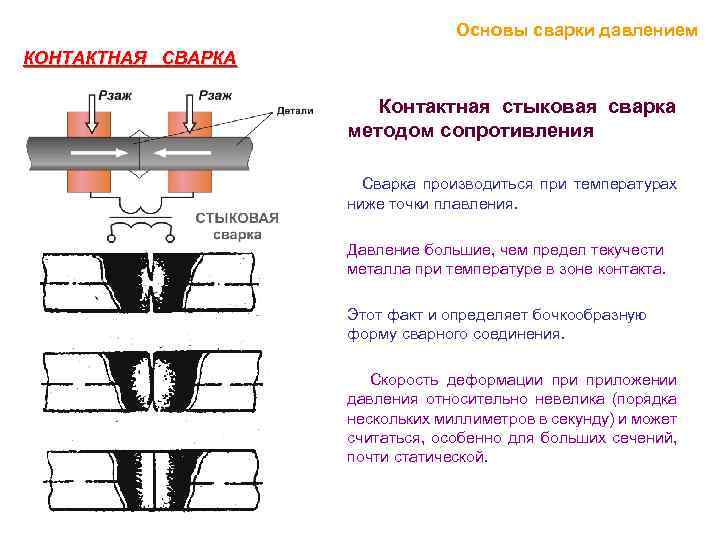
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото — фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото — стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Основные химические свойства

Если вы планируете приобрести какие-то изделия из полипропилена, температура плавления данного материала вам должна быть известна. О ней ведется речь в статье. Из нее вы сможете узнать и другие химические свойства. Например, материал химически устойчив, а в органических растворителях он лишь незначительно набухает. Если температура повысится до 100 °С, то в ароматических углеводородах материал растворится. В данном случае речь идет о толуоле и бензоле.
По той причине, что в полипропилене содержатся третичные углеродные атомы, он устойчив к воздействию кислорода при влиянии ультрафиолета и повышенных температурах. Это обуславливает склонность к старению по сравнению с полиэтиленом. Под воздействием агрессивных сред полипропилен не столь сильно, как полиэтилен, подвергается растрескиванию. Он способен претерпевать испытания на растрескивание даже под напряжением.
Алюминиевое армирование
Различают сплошное и перфорированное армирование алюминиевой фольгой.
Сплошное армирование алюминиевой фольгой является наиболее экономичным вариантом армированной трубы.
При этом тонкий слой алюминия находится между слоями пропилена, за счет чего существенно усиливается конструкция трубы. Но такие виды изделий, как, впрочем, и другие, отличаются рядом ограничений в эксплуатации:
- температура воды не должна достигать +60 °C, иначе труба при избыточном нагревании может деформироваться и лопнуть;
- все стыки перед пайкой следует вычистить, благодаря чему вы существенно сократите время, потраченное на монтаж системы;
- температура, при которой промерзают трубы, армированные алюминием, составляет всего -5 °C. Следовательно, при использовании данного вида полипропиленовой трубы в частном доме категорически запрещается отключать отопление;
- специалисты не рекомендуют использовать такие виды изделий для подачи горячей воды, поскольку из-за постоянных перепадов температуры алюминиевый слой может со временем разрушиться.
Под алюминиевой перфорацией подразумевается сетка с маленькими отверстиями. В процессе экструдирования полипропиленовых труб вязкий материал попадает в перфорацию, обеспечивая тем самым сцепление полимера и металла.
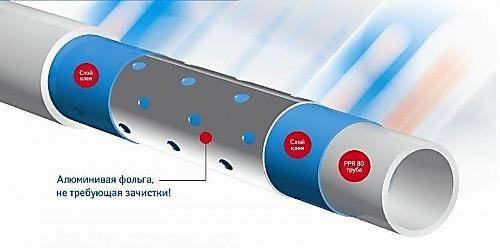
Благодаря армированию алюминием существенно понижается коэффициент теплового расширения. Тем не менее при этом могут возникнуть некоторые затруднения в процессе монтажа инженерных систем. При раструбной сварке предварительно удаляют алюминиевую оболочку и внешний слой полимера, а также зачищают трубу на величину, которая соответствует глубине ее вхождения в фитинг.
Различают виды полипропиленовых труб, которые не требуют удаления внешнего слоя в процессе монтажа. Они, в свою очередь, также отличаются некоторыми недостатками:
- к фитингу прикрепляют только наружный слой изделия, равный половине толщины стенки;
- необходима насадка для сварочного оборудования;
- после того, как вы отрежете трубу, ее будет необходимо торцевать.
Армирование стекловолокном
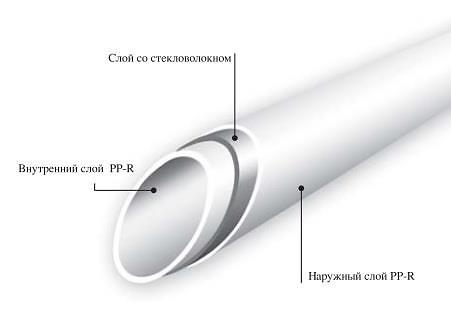
Виды труб с маркировкой PPR-FB-PPR состоят из двух слоев полипропилена, между которыми располагается стекловолокно, поэтому данное изделие называют «стеклопластиковой» трубой.
Труба, армированная стекловолокном, выгодно отличается от изделия с алюминиевым армированием:
- монтаж не требует калибровки и зачистки;
- материальные и временные затраты сокращаются за счет того, что процедура пайки схожа с соединением цельных пластиковых труб или других зачищенных полимерных изделий;
- труба, армированная стекловолокном, не расслаивается, поскольку обладает однородной структурой;
- за счет стекловолокна увеличивается жесткость труб.
Минус стеклопластиковой трубы заключается в том, что ее термическое расширение на 6 % превосходит подобные показатели изделий с алюминиевым армированием.
Внутреннее армирование полипропиленом
Данные виды изделий по сути представляют собой металлопластиковые трубы, внешний слой которых выполнен из полипропилена. Такие трубы отличаются устойчивостью к высоким температурам.




Недостатки данного вида полипропиленовых труб характеризуются:
- многослойностью – наличием клеевых соединений двух различных материалов;
- креплением к фитингу только внешнего слоя изделия;
- возможностью контакта армирования с транспортируемой средой.
Металлополимерные полипропиленовые трубы
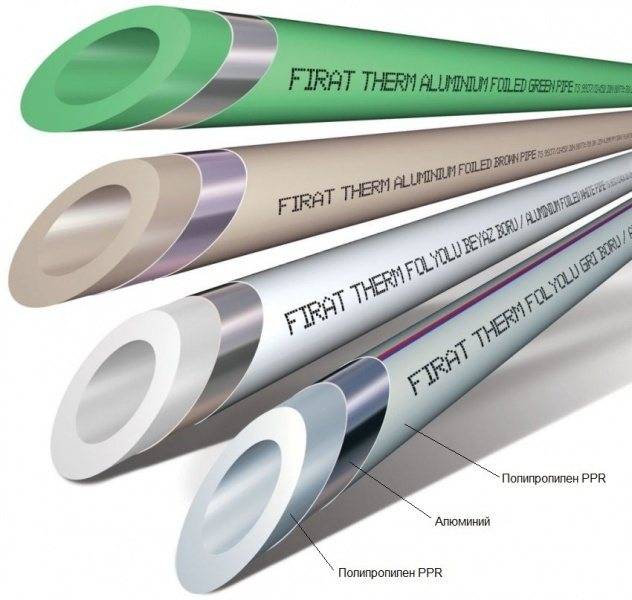
Современные виды полипропиленовых труб отличаются классической пятислойной металлополимерной конструкцией, изображенной ниже на рисунке:

Данный вид полипропиленовых труб применяется для систем подачи воды и отопительных систем.
Современные полипропиленовые изделия имеют многослойную конструкцию, так же как и металлопластиковые изделия. Отличие заключается только в том, что для классической металлопластиковой трубы используют PEX или PE-RT полиэтилен в качестве полимера, а не полипропилен.
Ниже представлена небольшая таблица, которая поможет вам разобраться в технических характеристиках всех видов полипропиленовых труб и в особенностях их применения:
| Виды армирования | Технические характеристики | ||||
| Максимальная температура, °С | Минимальная температура, °С | Термическое расширение, деформация | Максимальное давление, атм | Сфера применения | |
| Цельный алюминий | 60 | 5 | Среднее | 1 | Система холодного водоснабжения |
| Перфорированный алюминий | 70 | 10 | Среднее | 1.5 | Отопление открытого типа |
| Стекловолокно | 90 | 20 | Низкое | 2 | Система горячего водоснабжения, отопление, теплый пол |
| Композит | 95 | 20-30 | Отсутствует | 2,5–3 | Любая |
Наиболее характерные ошибки при сварке
В процессе монтажа полипропиленовых труб, особенно при отсутствии опыта, допускаются ошибки, которых можно избежать, если следовать определённым правилам.
- Недостаточный нагрев паяльника, что вызывает понижение температуры и некачественную сварку, которая, со временем, даст протечку. Избежать этого просто. Перед первой пайкой паяльник должен прогреться при достижении номинальной температуры не менее 5 минут и не отключаться от сети до окончания всех сварочных работ
- Так же некачественная сварка будет иметь место, если не выдержать необходимое для плавления полипропилена время разогрева, в соответствии с таблицей
- Передержка так же вредна, как и недодержка. В этом случае полипропилен сильно размягчается, что вызывает деформацию сварного соединения, и отверстие может оказаться, полностью перекрыто
- Слишком длительное, по времени, состыковывание элементов. Они успевают остыть и сварного соединения не получится
- Использование дефектных комплектующих изделий. На фитингах могут быть трещины или геометрические нарушения формы. Это так же приводит к некачественному соединению
- Нельзя повторно использовать фитинг, если первая пайка не получилась, и изделия свободно разъединяются. Конец трубы так же нужно отрезать
- Не рекомендуется использовать комплектующие изделия от разных производителей, поскольку полипропилен может использоваться разных марок и иметь разную температуру плавления
- Сварка полипропиленовых труб и их монтаж, в принципе, несложный процесс и овладев нужными навыками можно вполне обойтись без услуг сантехников, что позволит сэкономить средства из домашнего бюджета, а так же приобрести новую специальность, которая может стать источником дополнительного заработка.
Почему и как стоит использовать «холодную сварку»
Особенности «холодной сварки»
- Для работы используется клей, специально предназначенный для соединения труб и соединительных деталей (фитингов), изготовленных из хлорированного поливинилхлорида (ХПВХ).
- Клей растворяет поверхности соединяемых деталей на одну треть толщины, т.е. осуществляется холодная диффузионная сварка.
- На такой процесс, как пайка труб ПВХ, оказывают влияние различные условия:
- влажность воздуха;
- температура.
- Работы по склеиванию труб можно проводить при широком диапазоне температур воздуха: 5–35°С. Использование морозостойкого клея делает возможным проведение работ при температуре до –17°С. При жаркой погоде склеивание следует производить как можно быстрее, во избежание высыхания клея до завершения монтажа.

Количество соединений, которое можно произвести при помощи 1000 мл клея
- По своим свойствам клей должен быть:
- текучим;
- с однородной консистенцией;
- без посторонних включений.
Емкость с клеем следует плотно закрывать крышкой в перерывах между непосредственным проведением работ, чтобы избежать испарения летучих компонентов.
Технология клеевого соединения труб
Спайка труб ПВХ в раструб производится в несколько этапов:
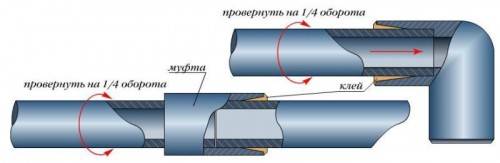
Схема «холодной сварки» труб из ПВХ
- Ровно отрезать необходимый кусок трубы. Для этого могут быть использованы:
- ножовка по металлу, имеющая мелкие зубцы;
- труборез;
- специальные ножницы.
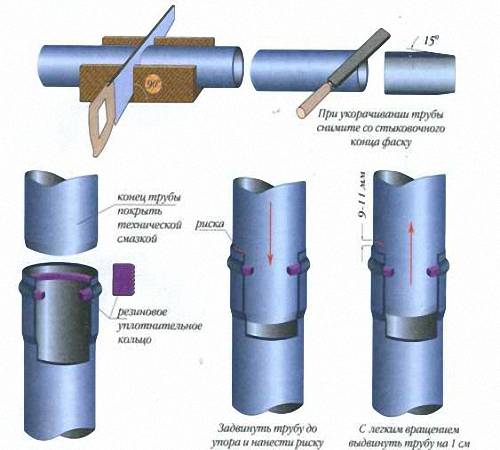
- Снять фаску на конце трубы, соблюдая угол в 15 градусов, используя фаскосниматель. Следует избегать появления заусенцев.
- Очистить раструб фитинга и трубу от грязи и пыли, удалить влагу.
Для эффективной очистки соединяемых деталей можно использовать очиститель для труб ХПВХ. Он хорошо подготовит поверхности для склеивания.
- Нанести клей. Работа производится кистью аккуратно по поверхности трубы и раструба.
- Вставить в раструб трубу сразу же после нанесения клеевого слоя.
- Для того чтобы клей равномерно распределился по склеиваемым поверхностям, повернуть фитинг на 90 градусов относительно трубы.
- Зафиксировать детали на 20–30 секунд. Не производить повторного поворачивания соединенных деталей после их фиксирования! Весь процесс склеивания должен быть закончен в течение 1 минуты.
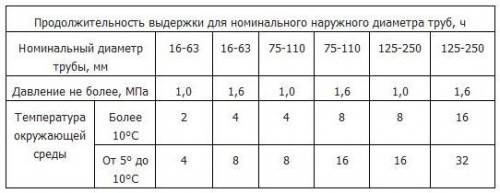
Время выдержки соединения до пробной подачи транспортируемой жидкости или газа
- По окончании склеивания проверить наличие равномерного слоя («валика») клея по окружности.
- При необходимости убрать избыточный клей при помощи мягкой ткани.
Более наглядно увидеть технологию склейки вы можете на видео, представленном ниже.
Монтаж системы отопления из металлопластиковых труб
Главное удобство работ в отсутствии сварки, все элементы собираются на фитинги. Если правильно подобрано сечение элементов для контура, подготовлена льняная подмотка, болгарка, то формирование системы не доставит хлопот.

Особенности обустройства контуров отопления:
- Чтобы подмотка из льняной нити на резьбовых стыках не горела, не подмокала, ее нужно пропитывать быстросохнущей краской.
- Куски труб нарезаются только болгаркой или ножовкой по металлу. Применять обычный нож нельзя, он оставляет неровности и заусенцы.
- Края деталей обязательно зачищаются, калибруются и затем снимается фаска – лучше шейвером, так получается ровнее, стыки не дадут течи.
- Чтобы не регулировать весь стояк отопления в многоэтажке, нужно поставить перемычки перед шаровыми кранами, дросселями для отсекания радиаторов. Но можно обойтись без перемычек, если система отопления формируется в частном доме – в этом случае можно быстро скорректировать интенсивность подачи теплоносителя.
- В процессе подтягивания гайки компрессионного фитинга корпус агрегата нужно держать вторым ключом. Если не придерживать корпус, можно нарушить герметичность соединений.
- Гнуть трубу нельзя, поэтому для поворотов и изгибов применяются специальные уголки. Если радиус изгиба большой, труба занимает много пространства, малый радиус грозит поломкой сердечника.
- Для обустройства подводки и радиатора используются американки с накидной гайкой. Детали помогут быстро демонтировать элементы при необходимости замены или ремонта.
Выбирая фитинги для совмещения конструкций, нужно знать, какие именно фасонные изделия подходят для каждого индивидуального случая. Поэтому рассмотрим все фитинги для контуров из металлопластика.
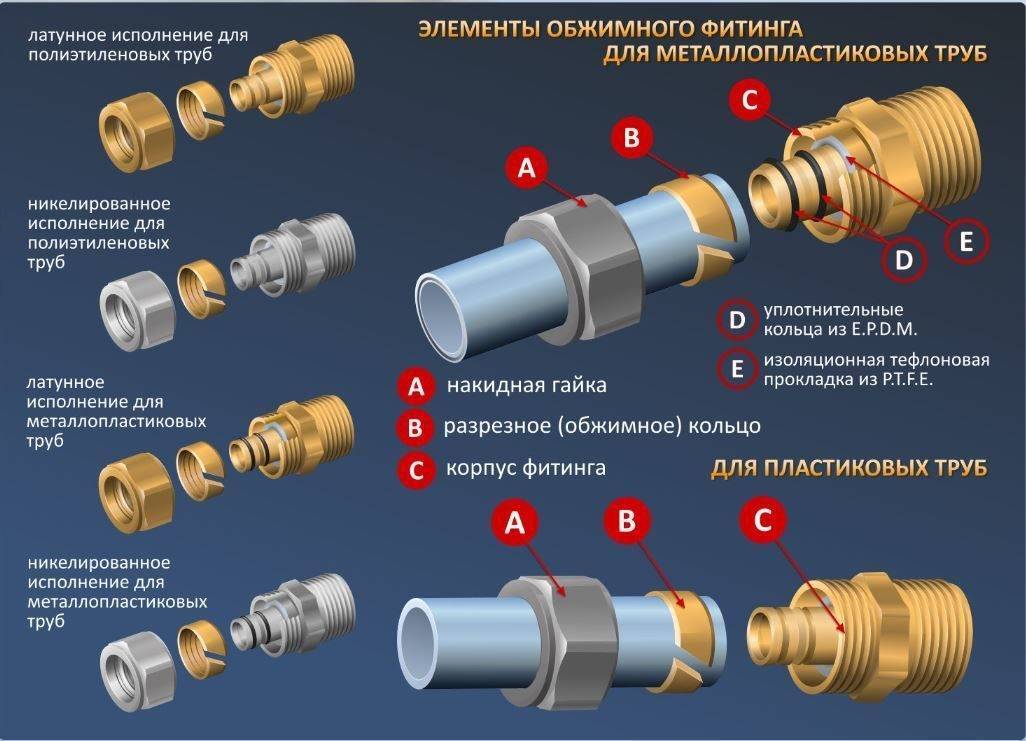
Разновидности фитингов и варианты их применения
Фитинги могут быть цанговыми (разборными), компрессионными (условно разборными) и встречаются неразборные пресс-фитинги.

Как выбрать и куда устанавливать элементы:
- Цанговые можно собирать и разбирать, встречаются разборные резьбовые фитинги. Корпус латунный, крепление на трубе на прокладку с обжимным кольцом. Чтобы собрать фитинг, на откалиброванный конец трубы накрутить гайку, надеть кольцо и до упора натянуть фитинг. Потом снова кольцо и гайка – ее сначала подкрутить пальцами, а потом притянуть ключом. Срок службы разборных фитингов до 3-х лет, потом они дают течь. Можно подтянуть гайку, но лучше заменить элемент на новый.
- Условно разборные компрессионные фитинги представляют собой штуцер с накидной гайкой, крепление на трубе обжимным кольцом. Для установки потребуются 2 ключа, можно брать разводные, срок эксплуатации изделий до 2-3 лет.
- Неразборные пресс-фитинги считаются самыми лучшими, обеспечивают должный уровень герметичности стыков. Если все узлы собирать с пресс-фитингами, то течи в системе не будет – магистраль выдержит перепады давления и температуры. Установка неразборного фитинга требует применения пресс-машины, оборудование дорогое, но можно взять в аренду. Герметичный контур можно прятать в стены или стяжку пола – с пресс-фитингами утечка не появится очень долгое время.
Особенности монтажа труб из металлопластика
Зная технические характеристики металлопластиковых труб для отопления, необходимо ознакомиться с правилами установки:
- Показатель нагрева теплоносителя в +70 С считается рабочим, не требует корректировки. Допустимые пиковые кратковременные нагрузки до +110 С.
- Чтобы быстро отрегулировать нагрев, рекомендуется оснастить систему терморегуляторами.
- Трубы не имеют большого линейного расширения, поэтому при понижении температуры до минусовых показателей магистраль порвется. Это накладывает определенные ограничения – в открытых зонах систему нужно качественно изолировать или сделать переход на металлические трубы.
- При использовании в доме твердотопливных котлов систему из металлопластика применяют только если есть теплоаккумулятор. Теплоноситель в таких котлах прогревается до +110 С, а это пиковая нагрузка для трубы из металлопластика, долго в таком режиме система не проработает.

Во всех остальных случаях материалы можно применять без ограничений в теплосистемах, раздаче ГВС, ХВС. Монтаж стандартный, количество крепежей, запорной арматуры и фасонных изделий зависит от схемы и типа контуров.


Быстрый монтаж трубопроводов
Привлекательной особенностью труб и фитингов из полипропилена является быстрота и легкость их монтажа. В индивидуальном строительстве с ним могут справиться жильцы, без привлечения профессионалов. Однако в сложных случаях, а также при централизованном напорном водоснабжении и отоплении монтаж правильнее доверить сертифицированным специалистам. При этом несложные и неответственные работы можно выполнять самостоятельно. Например, канализационные отводы от раковин и ванн, монтаж насосного летнего водопровода и другие подобные работы.
Даже если потребуется какое-то изменение в системе, то это у специалиста занимает 10—30 минут, короче по времени, чем изменения соединений металлических труб. Существует специальный набор инструмента для сварки труб и фитингов.
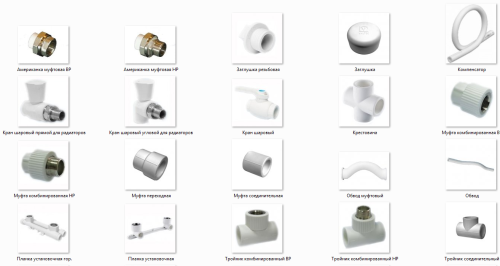
Виды полипропиленовых фитингов.
Трубопровод монтируют минимум два человека: специалист с навыками работы с паяльником и его помощник. Пайку проводят в проветриваемом помещении. Работают в перчатках, так как при пайке можно нечаянно коснуться горячих деталей сварочного аппарата.
Полипропиленовые фитинги и трубы соединяют следующим образом: отрезают трубу нужного размера и зачищают торец у армированной трубы. Разогревают сварочный аппарат, установленный на специальных ножках, затем берут нужные детали, расплавляют аппаратом внутреннюю часть фитинга и наружную трубу при температуре 260°C. Соединяют, вставляя трубу в фитинг на глубину 15—19 мм, и удерживают неподвижно в течение 2—4 секунд. Соединение готово. После охлаждения оно выдерживает все рабочие нагрузки. Вертикальные фрагменты трубопровода сваривают, удерживая руками детали на весу. Детали при пайке плавят не более 6—9 секунд, затем соединяют и удерживают еще на 2—4 секунды. Таким образом, на одно соединение уходит 10—20 секунд. Мгновенно, по сравнению с металлическими резьбовыми соединениями.
Сегодня полипропиленовые фитинги имеются на рынке в огромном ассортименте: это муфты, тройники, угольники, всевозможные переходники, компенсаторы и многое другое. Большой ассортимент имеется и у запорной и регулирующей арматуры: краны, счетчики воды, вентили, заглушки. Имеются переходные фитинги с металлическими резьбовыми вставками для монтажа с металлическим оборудованием. Это разнообразие позволяет быстро комплектовать любой трубопровод, и только трубу будет необходимо нарезать нужной длины. Специальными ножницами это делается очень быстро, при их отсутствии полипропиленовую трубу режут обычной ножовкой с мелким зубом. На длинные, более двух мов, пролеты ставят компенсаторы термического удлинения — кольца или П-образные.
К стенам трубопровод крепится с помощью специальных клипс. Сначала крепится клипса, затем в нее защелкивается труба. Если есть присоединяемое оборудование, монтаж всего трубопровода происходит очень быстро.
Несколько иначе происходит соединение канализационных труб и фитингов из полипропилена. Соединение раструбом сохраняется, но герметизация происходит за счет уплотняющего резинового кольца. Труба вставляется в раструб до упора, а затем выдвигается обратно на 10 мм. Это обеспечивает компенсацию температурного удлинения. Трубы фиксируют хомутами на стенах и поддерживающих конструкциях.
Армирование при помощи стекловолокна
Маркировка PPR-FB-PPR указывает на то, что в состав такой трубы входят два полипропиленовых слоя, разделенные между собой стекловолоконной прокладкой. Такую трубу еще называют стеклопластиковой.
Стекловолоконное армирование обладает некоторыми преимуществами:
- Во время монтажа нет нужды в калибровке и зачистке.
- Пайка здесь такая же, как и когда соединяются пластиковые цельные или любые защищенные из полимера трубы. Это способствует увеличению скорости работы и снижению ее стоимости.
- Благодаря стекловолокну расслаивание полипропиленовых труб не наблюдается. Виной тому однородность ее структуры, ведь центральный стекловолоконный слой буквально вплавлен в полипропиленовую структуру.
- За счет стекловолокна изделия становятся более жесткими.