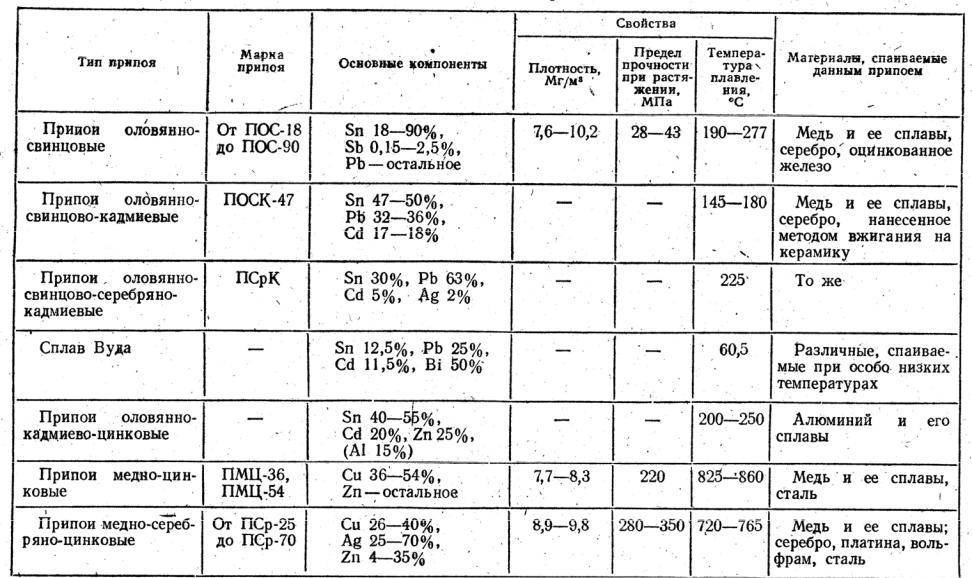
Классификация припоев
Припои
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
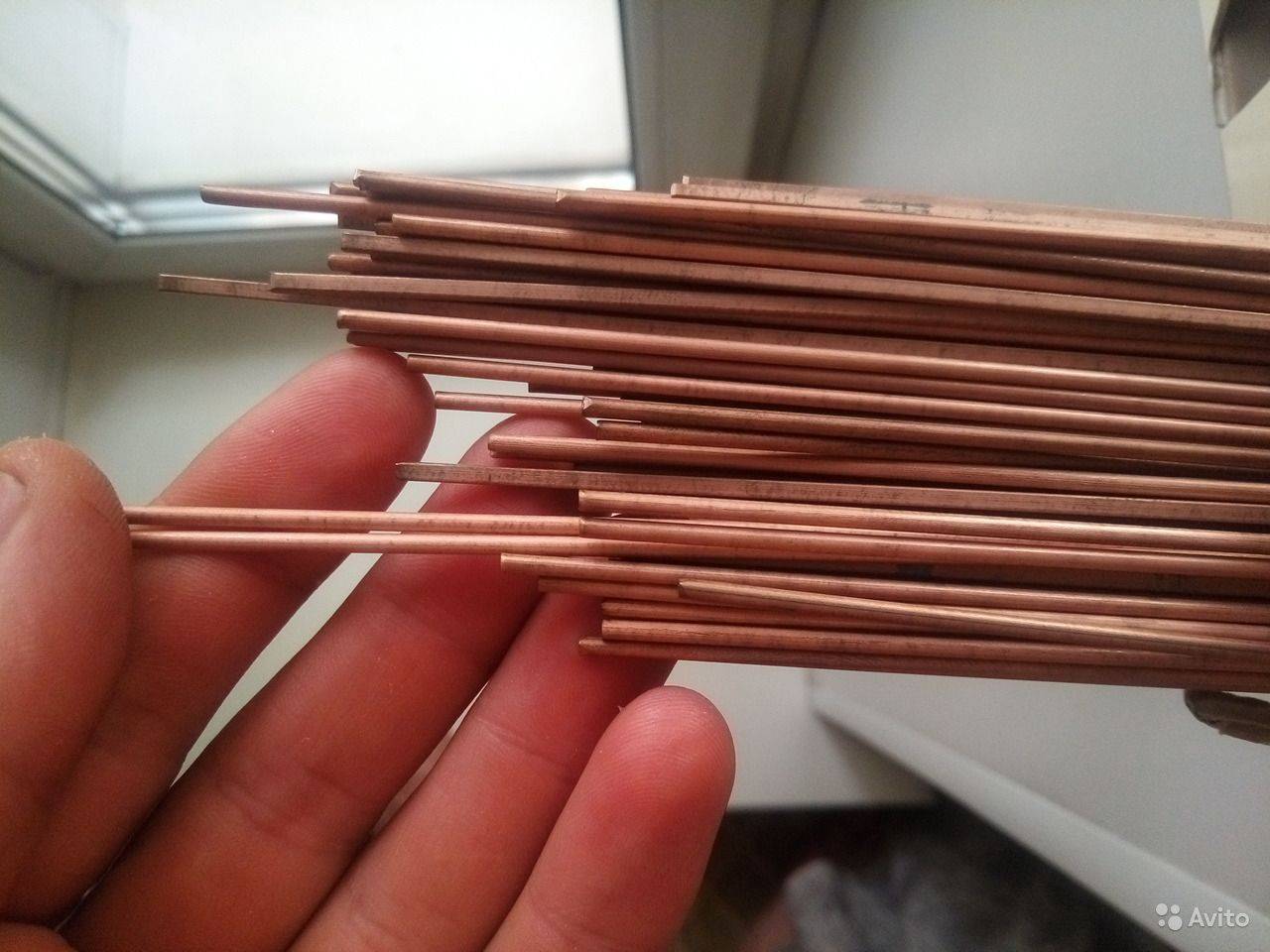
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% — олово и 5% — серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.
Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» — слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% — медь, 2% — серебро, 6% — фосфор.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Области применения
Чаще всего трубы из меди применяют для транспортировки газа и в качестве водопроводов. Производство газового оборудования, тормозных и гидравлических систем, автокондиционеров и теплообменников невозможно представить без медного трубопроката.
Тот факт, что медные трубы можно надежно соединить, не используя при этом сварку, делает их привлекательным вариантом для создания транспортных магистралей для вязких горючих сред. При этом речь идет не только о бытовых системах. К примеру, из меди довольно часто изготовляются топливопроводы для автомобилей.
Также следует отметить стойкость труб из меди к повышенному давлению (до 230 атм.), по сравнению с изделиями из пластика или стали. Особенно ценится их способность хорошо переносить замерзание. Изделия хорошо переносят воздействие хлора и обладают антисептическими свойствами.
Применение пайки твердыми припоями
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайку.
Пайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами. Припаивание последних обеспечивает достаточную прочность соединения и не оказывает отрицательного воздействия на твердость и геометрию режущих пластин.
Резцы
Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.









Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы. Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Пайка медных труб с применением медно-фосфорного припоя
вид пламени
Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
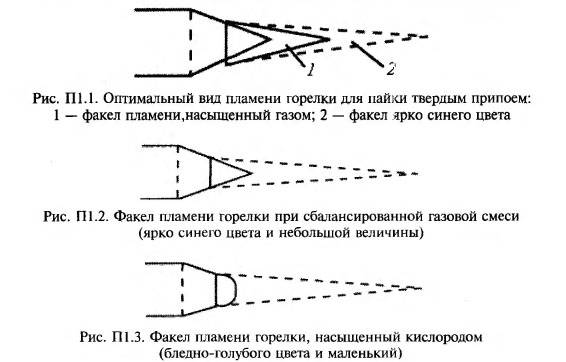
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
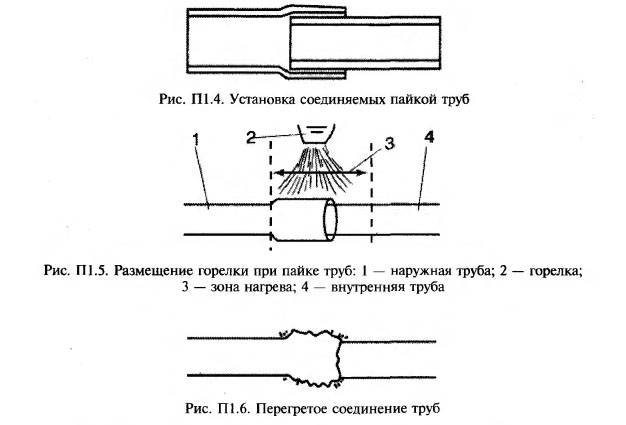
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
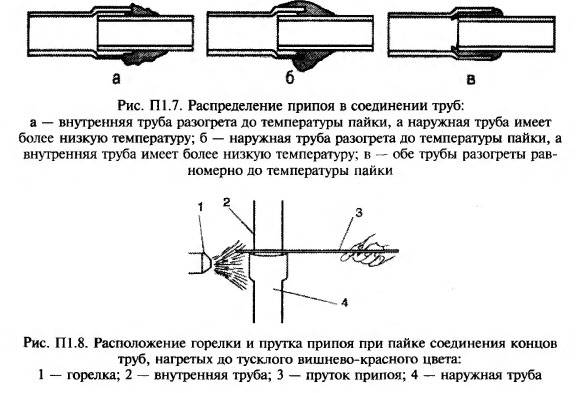
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Распределение по химическому составу
Современный материал для пайки может быть мягким, который легко плавится. Существуют также тугоплавкие расходники, обладающие твердой структурой.
Мягкие легкоплавкие
К этой группе относятся:
- Чистый свинец — температура плавления расходного материала составляет 180-230 °C.
- Олово — расплавляется при 220 °C и создает пластичное, но прочное соединение.
- Медь и олово в количестве соответственно 3% и 97%. Это самый популярный материал, позволяющий выполнить прочный шов с высокой стойкостью перед коррозией.
- Медь с серебром — количество этих металлов в припое составляет соответственно 95% и 5%. Такой расходный материал позволяет надежно соединить элементы трубопроводных систем.
Мягкие припои используются при монтаже труб с диаметром 6-108 мм. С их помощью создаются швы, у которых ширина составляет 7-50 мм. Они применяются во время обустройство разных коммуникаций за исключением газовых сетей.
Применение припоя
Твердые тугоплавкие
К этой группе относятся:
- Медно-серебряный с цинком, содержащий металлы в количестве соответственно 30%, 44% и 26%. Соединение получается прочным, коррозионностойким, с хорошей теплопроводностью и высокой степенью пластичности.
- Медно-фосфорный с содержанием металла соответственно 94% и 6%. Во время его применения не нужно использовать флюс. Расходник позволяет получить надежное соединение, способное потерять эластичность, если у воздуха понизится температура.
- Серебряный, не использующийся без флюса. С помощью этого материала создаются пластичные, коррозионностойкие, надежные швы. Он продается по более высокой цене по сравнению с другими.
Твердый припой для меди Расходниками с высокой температурой плавления паяют трубопроводы, включая газопроводы, диаметром 12-159 мм. С их помощью также можно соединить трубы отопления и водопровода. Диаметр таких коммуникаций может составлять не менее 28 мм.
Соединение медных труб с цанговыми и пресс-фитингами
Рис. 41. Соединение медных труб пресс-фитингом
Еще один вид неразъемного соединения медных труб делается на обжимных пресс-муфтах (рис. 41), по аналогии с пресс-фитингами полимерных труб и фитингами для пайки медных труб с заложенным в них припоем. Это как бы гибрид двух конструкций: пресс-фитинга и фитинга для капиллярной пайки. Внешне пресс-фитинг для медных труб очень сильно напоминает фитинг для капиллярной пайки (рис. 39), а технологическая разница заложена во внутреннем содержании фитинга. Припой, заложенный в капиллярный поясок фитинга, здесь заменили на уплотнительные кольца из эластичных полимеров, похожих на резину. Технология соединения медных труб на пресс-фитингах сводится к простым операциям: отрезать и очистить трубы от грата, откалибровать их, вставить в пресс-фитинг и сжать соединение пресс-клещами (рис. 42).
Рис. 42. Закрепление фитинга пресс-клещами
Помимо неразъемных существуют и разъемные соединения медных труб на обжимных (цанговых) фитингах. Есть два основных типа цанговых соединений: первый для соединений твердых и полутвердых и второй для соединения мягких и полутвердых труб.
Если повнимательней взглянуть на первый тип фитингов, то увидим, что они почти полностью повторяют обжимные фитинги для металлопластиковых труб, с единственной разницей, что в фитингах для меди нет штока, на который насаживается металлопластиковая труба. В остальном первый тип фитингов для медных труб, практически полностью повторяет конструкцию фитингов для металлопластика: такие же накидные гайки, такое же уплотнительное О-образное кольцо, тот же метод затяжки (рис. 43).
Рис. 43. Соединение медных труб компрессионными фитингами первого типа
Подготовительные операции состоят в подборе фитинга походящей размерности. Далее, как обычно, следует аккуратно отрезать трубу, удалить грат, с помощью оправки-калибра проверить срез на предмет отсутствия овальности и, при необходимости, восстановить исходную геометрию трубы. Затем труба вводится в фитинг до упора. Как правило, зажимная гайка сначала заворачивается рукой. После того, как труба зажата компрессионным кольцом до такой степени, что рукой невозможно повернуть ее относительно фитинга, гайка доворачивается ключом на 1/3 или 2/3 оборота с тем, чтобы слегка деформировать трубу и обеспечить требуемое усилие зажима. Теоретически такое соединение труб можно разбирать и собирать вновь, практически — его лучше не трогать. Если соединение не течет, то и оставьте его в покое, если оно подтекает, то нужно слегка довернуть гайки.
Обжимные фитинги первого типа придуманы для твердых медных труб (рис. 43), однако ими можно соединять и мягкие трубы, и твердые с отожженными концами. Для того, чтобы при затяжке гаек трубы не деформировались, внутрь их помещают обрезок трубы — опорную втулку. После добавления этого элемента фитинг практически полностью повторяет конструкцию обжимного фитинга для металлопластиковых труб.
Компрессионные соединения второго типа основаны на раструбном сплочении труб через уплотнительные конусы. В этих фитингах затягиванием гайки конус прижимается к внутренней поверхности развальцованного края трубы, а верх трубы зажимается уплотнительным кольцом. В конструкции узла использованы свойства мягкой меди: под давлением «притираться» к той поверхности, к которой ее прижимают. Соединение не ново, с ним знакомы достаточное количество мужчин, разбирающихся в тормозной системе своего автомобиля или с системой питания дизельных двигателей. В трубной разводке сантехнических систем соединение слегка видоизменено, но сам принцип сплачивания остается прежним, на его основе вам могут встретиться и другие виды фитингов.
Рис. 44. Соединение мягких медных труб компрессионными фитингами второго типа
Технология сборки узла (рис. 44) такая же простая, как и все описанные выше сборки. После резки труб, устранения заусенцев (грата) и неровностей на трубу надевается зажимная гайка и оправкой развальцовывается конец трубы. Далее в раскрытую часть вставляется прижимной конус, после чего монтажный узел собирается. Предварительная затяжка, как и в случае со всеми компрессионными фитингами, производится рукой, а затем дотягивается ключом, как правило, на один оборот.
Для медных труб больших диаметров применяется фланцевое соединение. В принципиальную конструкцию заложены сварка фланца с раструбом трубы или высокотемпературная пайка, значительно реже, компрессионное соединение.










Подготовка паяльника к работе
В быту используются «обычные» электрические паяльники. Есть, работающие от 220 В, есть — от 380 В, есть — от 12 В. Последние отличаются небольшой мощностью. Используются, в основном, на предприятиях в помещениях с повышенной опасностью. Можно их применять и в бытовых целях, но нагрев их происходит медленно, да и мощность маловата…
Выбрать надо тот, Который удобно «лежит» в руке
Выбор мощности
Мощность паяльника выбирается в зависимости от характера работы:
- Для работы с электронными элементами — 40-60 Вт.
- С толщиной спаиваемых деталей до 1 мм — 80-100 Вт.
- Толстостенные элементы — со стенкой 2 мм — требуют мощности от 100 Вт и выше.
Паяльники бывают разной мощности, работают от разного напряжения
В домашнем хозяйстве достаточно иметь два паяльника — один маломощный — 40-60 Вт, и один «средний» — около 100 Вт. С их помощью можно будет покрыть около 85-95% потребностей. А пайку толстостенных деталей все равно лучше доверить профессионалу — тут нужен специфический опыт.
Подготовка к работе
Когда паяльник включается в сеть первый раз, часто он начинает дымить. Это выгорают смазочные материалы, которые были использованы в процессе производства. Когда дым перестает выделяться, паяльник выключают, ждут пока он остынет. Дальше надо заточить жало.
Сначала надо выжечь смазку
Заточка жала
Далее надо подготовить к работе жало. Это цилиндрический стержень, сделанный из медного сплава. Фиксируется при помощи прижимного винта, который находится в самом конце термокамеры. В более дорогих моделях жало может быть слегка заточено, но, в основном, заточки нет.
Как подготовить паяльник к работе
Изменять будем самый кончик жала. Использовать можно молоток (сплющивать медь как вам нужно), напильник или наждак (просто стачивать ненужное). Форму жала выбирают в зависимости от предполагаемого типа работ. Его можно:
- Сплющить в виде лопатки (как у отвертки) или сделать плоской с одной стороны (угловая заточка). Этот тип заточки нужен, если паяться будут массивные детали. Такая заточка увеличивает плоскость соприкосновения, улучшает передачу тепла.
- Сточить край жала в острый конус (пирамидку) можно, если предполагается работа с мелкими деталями (тонкие провода, электродетали). Так проще контролировать степень нагрева.
- Тот же конус, но не такой острый подойдет для работы с проводниками большего диаметра.
Более универсальным считается заточка «лопаткой». Если ее сформировать при помощи молотка, медь уплотняется, корректировать наконечник надо будет реже. Ширину «лопатки» можно делать больше или меньше, подрабатывая ее по сторонам напильником или наждаком. С этим типом заточки работать можно с тонкими и средними паяемыми деталями (поворачивать жало в нужное положение).
Лужение паяльника
Если жало паяльника не имеет защитного покрытия, его необходимо залудить — покрыть тонким слоем олова. Это защитит его от коррозии и быстрого износа. Делают это при первом же включении инструмента, когда дым перестал выделяться.
Первый способ лужения жала паяльника:
- довести до рабочей температуры;
- прикоснуться к канифоли;
- расплавить припой и растереть его вдоль всего жала (можно деревянной щепкой).
Второй способ. Смочить тряпку раствором хлористого цинка, нагретое жало потереть о тряпку. Расплавить припой и куском поваренной каменной соли растереть его по всей поверхности жала. В любом случае медь должна покрыться тонким слоем олова.
Что нужно иметь для пайки меди
Никакого дорогостоящего оборудования для пайки меди или особых расходных материалов не нужно, все очень просто.
Для пайки медных труб для домашнего пользования понадобится следующее:
- Нагревательный элемент в виде газовой горелки для нагрева и расплавления припоя.
Чаще всего используется пропан с регулируемым давлением. Можно использовать паяльник помощнее или строительный фен также с приличной мощностью. - Специальный резак для медных изделий.
Медь – металл весьма мягкий, поэтому резать ее нужно с нежностью из-за риска помять стенки. Такие резаки называются труборезами, они отличаются огромным разнообразием – на любой вкус. Модели на рынке предлагаются во всем многообразии, включая устройства для резки в самых труднодоступных местах. - Фитинги для пайки, если предполагаются сгибы не отожженных трубок.
- Расширитель для труб – также специальное устройство для увеличения диаметра медной трубы перед нагреванием, если это необходимо.
Такая возможность чрезвычайно важна, когда стыкуются изделия с размерами, немного не совпадающими по своим размерам. - Так называемый «фаскосниматель» — устройство, где название говорит само за себя.
Речь о снятии фасок с торцевых сторон трубок. Дело в том, что после обрезки на торцах могут образоваться металлические заусеницы. Они вовсе небезобидные, а даже наоборот — не дадут сформировать прочное и красивое стыковое соединение. Фаскосниматели бывают двух видов: в виде карандаша или круглые по форме. Предпочтительнее и удобнее в работе круглые: с их помощью можно убирать заусеницы с мягких медных изделий с диаметром вплоть до 36-ти мм. - Щетки и ершики со стальной щетиной для подготовки медных деталей: удаления грязи и оксидной пленки.
- Расходный материал для самого припоя.
Припои для пайки медных труб могут быть из двух видов проволоки: медная проволока с высокой температурой плавления, которая содержит небольшую долю в 6% фосфора. Второй вариант – проволока из олова, у которой температура плавления значительно ниже – около 350°С. - Пасты и специальные флюсовые смеси для защиты металла от образования дефектов в виде воздушных пузырей и лучшего сцепления между медью деталей и припоем.
Дополнительными вещами к основным инструментам для пайки медных труб будут неспецифические инструменты:
- измерительная лента или рулетка;
- строительный уровень;
- маркер и кисточка;
- молоток.
Перед началом пайки трубок необходимо решить принципиальный технологический вопрос: каким именно припоем будет вестись пайка? Твердым припоем в виде медной проволоки, который чаще используется в работах с кондиционерами и холодильникам?
Или использовать оловянную проволоку, которая отлично работает с трубами для отопления или водопроводной системой?
Низкотемпературные
С мягкими припоями работать легче, но образующийся шов механически не очень устойчив. Для эксплуатации в системах водоснабжения и отопления при стабильном давлении бывает вполне достаточно.
Существует множество видов припоев с оловом в качестве базового компонента, обеспечивающих хороший результат.
Содержание основного металла в применяемых сплавах достигает 95-97 %. Остальные компоненты – это сурьма, медь, серебро, висмут, селен. Вот несколько примеров:
- Отличные качества демонстрирует двухкомпонентный сплав с серебром в количестве 3 %. Стоит он больше, чем остальные составы. Совсем небольшое содержание серебра, тем не менее, сказывается на ценообразовании.
- Хорошие свойства у двухкомпонентного сплава с концентрацией меди 3 %. Это вполне понятно, припой, содержащий медь в заметном количестве, не может быть плохим по определению.
- Приемлемый результат дает трехкомпонентная композиция из металлов с преобладанием олова, 3,8 % серебра и 0,7% меди. Оправданность применения последнего сплава – вопрос открытый. Стоит он из-за серебра дороже, а качества несколько хуже, чем у припоя без включения благородного металла.
Это основные составы, применяемые для мягкой пайки. Теоретически можно использовать композиции из олова и свинца, но в связи с токсичностью последнего элемента в водопроводах такой припой не применяют.
Для успешного проведения мягкой пайки нужен флюс. Благо, проблем с этими средствами нет никаких. Удачный вариант – флюсовая паста для пайки медных изделий, состоящая из хлорида цинка, канифоли и вазелина.







Мягкая пайка проводится при обеспечении большой площади контакта труб. Поэтому соединяются они прочно.
Если предполагается эксплуатация трубопровода при высоких температурах (больше 110 ℃), то проводить процесс при низких температурах никак нельзя.
В принципе, через такое соединение можно пропускать горячую воду короткий период времени почти при температуре кипения, но тогда давление в системе не может превышать 6 атм. Это никого устраивать не может.
Спаивание труб из меди
Припои, предназначенные для спаивания медных труб, прекрасно справляются с медью в чистом виде, а также с другими дополнительными сплавами. С помощью флюса можно быстро и без проблем удалить окисление, поэтому процесс значительно упрощается. Другие металлы образуют оксиды, которые флюсы растворить практически не в состоянии, поэтому стоит позаботиться о решении данной проблемы. При спаивании медных труб необходимо использовать вариант с нахлестом, чтобы конструкция была максимально прочной, а срок эксплуатации стал долгим. Чтобы соединение стало качественным и прочным, необходимо делать нахлест не меньше 5 мм. Швы здесь делаются любой толщины, причем от этого не зависит качество соединений. Во время спаивания остаются мелкие зазоры, чтобы припой одинаково втянулся в отверстие и стал герметичным.

Виды припоев для медных труб
- 1S является припоем мягкого типа. В его состав входит серебро. Он прекрасно подойдет не только для медных труб, но и для заготовок из бронзы и латуни, которые часто используются для водоснабжения. В данном припое отсутствует флюс, поэтому его необходимо приобретать дополнительно.
- Припой Rosol 3 относится к материалам мягкого типа, при его использовании необходимо приобретать флюс. Плавится он при температуре 240 градусов по Цельсию. Именно поэтому он замечательно подходит для спаивания тонких изделий. После спаивания замечательно держится при низких и высоких температурах.
- Припой Rolot 94 является твердым. Этот материал самого высокого качества применяется для работы с медными изделиями, красной бронзы и латуни. Обычно его используют для спаивания труб капиллярным методом. Температура плавки его достигает 730 градусов по Цельсию, поэтому не рекомендуется его применять для работы с изделиями с тонкими стенками.
- Припой Rolot 2 является ненормированным припоем твердого типа. В нем имеется некоторое содержание серебра, поэтому материал прекрасно подходит для спаивания изделий стандартного типа.
Читать также: Контактор с катушкой на 380 вольт
Необходимо отдельно отметить припои для спаивания меди пищевого типа. Они должны быть полностью безвредными для здоровья человека. Такие припои также имеют несколько типов:
- Оловянно-медный припой включает в себя цинк и серебро. Такой припой используется для спаивания труб из меди при высоких температурах, который способен обеспечить пластичное и высококачественное соединение, которое устойчиво к коррозиям и имеет долгий срок эксплуатации;
- Серебряно-медный припой является низкотемпературным материалом, расплавляется очень быстро и образует прочное соединение, устойчивое к коррозиям;
- Медно-фосфорный припой является высокотемпературным материалом, при его применении нет необходимости приобретать дополнительный флюс. Шов получается эластичным и качественным;
- Медно-серебряный припой является высокотемпературным. Швы получаются очень прочными и пластичными. При его применении необходимо приобретение дополнительного флюса. Стоимость его довольно высокая, поэтому подходит не каждому.

Какие инструменты и материалы нужны
На промышленном производстве применяются различные технологии соединения медных деталей. Однако это процедуру можно выполнить в домашних условиях. Для этого нужно заранее подготовить инструменты и оборудование:
- флюс;
- набор кистей, металлическая щётка;
- припой;
- ручной или автоматический аппарат для разрезания труб;
- паяльник, газовая горелка.
Виды расходных материалов
Флюс необходим для защиты места соединения деталей от образования оксидной плёнки. Дополнительно к этому флюс помогает припою растекаться по месту будущего шва. В качестве припоя, чаще всего, используется олово, поскольку он имеет низкую температуру плавления.
Хорошим соединительным материалом для пайки является серебро, но оно имеет высокую стоимость. Из-за этого мастера разбавляются его с оловом, небольшим количеством меди. Среди используемых припоев выделяют два вида материалов: мягкие и твердые составы.
Мягкие
Такие расходные материалы используются для соединения водопроводов. При этом диаметр труб, которые нужно соединить может достигать 10 см. Пайка меди мягким припоем применяется в тех случаях, когда соединённые детали не будут нагреваться выше 130 градусов по Цельсию. К мягким расходным материалам относятся:
- сплавы свинца и олова;
- соединения с малым процентным содержанием олова;
- специальные составы.
По мнению покупателей, самым популярным считается сплав олова и меди. Он отлично подходит для соединения медных изделий. Кроме того, он экономично расходуется.
Твердые
Пайка меди твердыми составами возможна, если необходимо сделать прочный шов, который будет выдерживать воздействия факторов окружающей среды. К ним относятся:
- сплав меди и цинка;
- однородная медь;
- соединение меди и фосфора.
Существует два типа твердых составов: тугоплавкие и легкоплавкие. Чтобы сделать крепкое соединение, рекомендуется использовать многокомпонентный состав.