Стартовый этап: с чего начать?
Прежде всего нужно составить грамотный проект будущей системы. Под этим понимается выполненный в масштабе схематический план трубопровода, на который нанесены все особенности конструкции и указаны потребители. Для этого необходимо выполнить точные замеры, по которым впоследствии строится чертеж здания. После того, как он будет выполнен, выстраивается схема трубопровода.
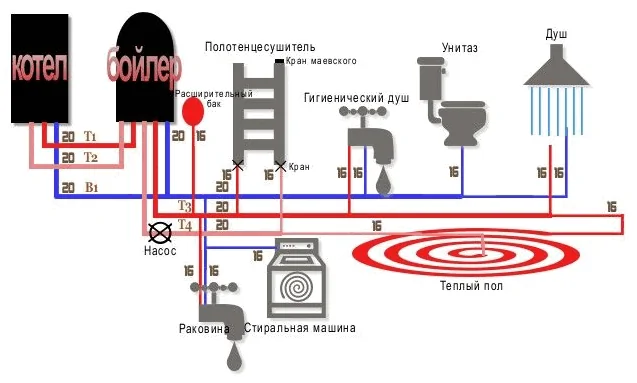
Для разводки водопроводных труб можно выбрать один из двух вариантов: тройниковый или коллекторный
При создании проекта рассматриваются разные варианты расстановки сантехники, и выбирается оптимальный. Кроме того в процессе разработки схемы нужно учесть несколько факторов. Первый – тип разводки.
Она может быть тройниковой или коллекторной. В первом случае точки водоразбора подключаются последовательно, одна за другой. С одной стороны это хорошо, поскольку требуется минимальное количество труб и, следовательно, небольшие затраты.
Однако давление в приборах-потребителях воды будет разным. Чем дальше от начала трубопровода, тем ниже напор. Это крайне неудобно, а в случае большого количества точек водоразбора и неприемлемо.
Коллекторная разводка предполагает наличие особого распределительного узла, который разделяет потоки воды и направляет индивидуальную ветку к каждому потребителю.
Для коллекторной сборки трубопровода из ПП изделий можно использовать готовый распределительный узел или самостоятельно собрать коллектор, используя соединительные детали
В этом случае потерь давления в системе практически нет, все приборы работают с одинаковым напором воды. Главный недостаток коллекторной разводки – большой расход труб и, соответственно, более высокая стоимость всей конструкции.
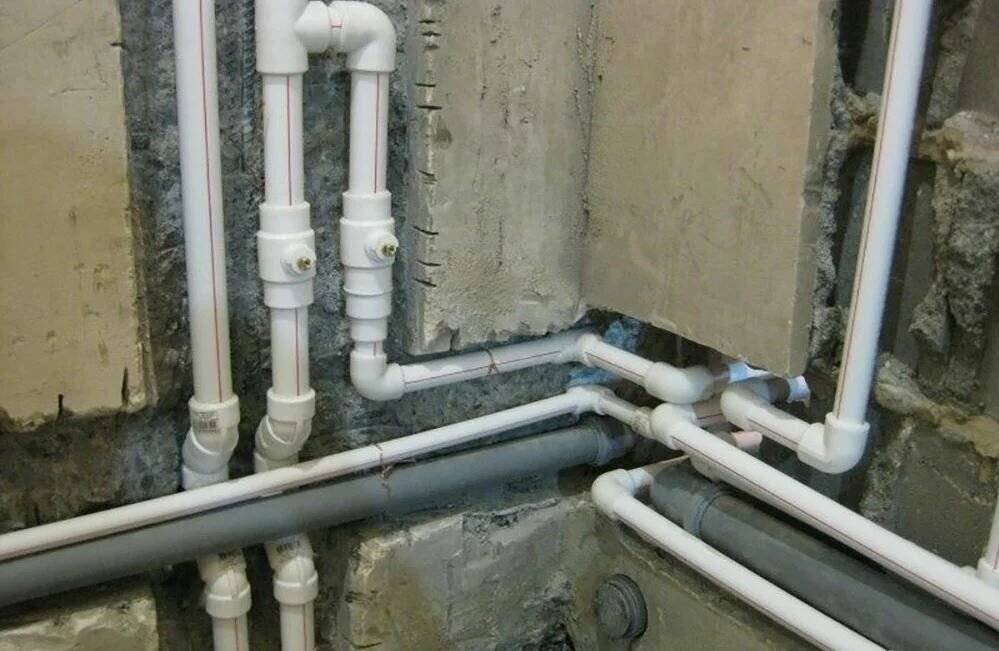
Второй важный момент – способ монтажа трубопровода. Сделать это можно открытым или скрытым методом. Второй более эстетичный и предполагает укладку труб внутри стен или перегородок.
Открытый метод прокладки предполагает, что трубы закрепляются поверх стены. Закрытый — укладываются в штробы, выполненные в основании
Помимо этого специалисты рекомендуют при проектировании трубопровода по возможности максимально сокращать его длину. Количество сгибов и стыков должно быть минимальным. Это объясняется тем, что именно на этих участках наиболее вероятна угроза протечки.
Повороты трубы под прямым углом снижают напор в магистрали, это тоже необходимо учесть. По готовой схеме подсчитывается необходимое количество материалов для прокладки водопровода.
Технические характеристики и обещанные производителями 50 лет безупречной службы труб ПП позволяет прокладывать ветки водопровода скрытым способом
Ввод коммуникаций в квартиру
После выбора схемы и труб необходимо продумать грамотный ввод инженерных систем в квартиру
Важно, чтобы коммуникации работали эффективно
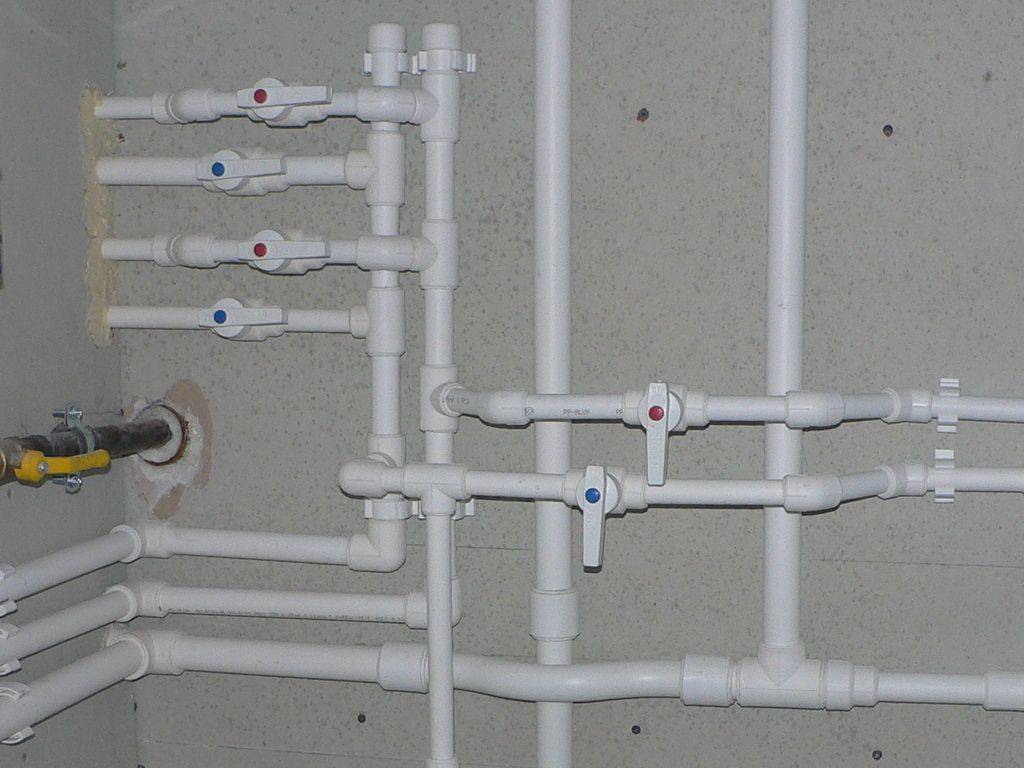
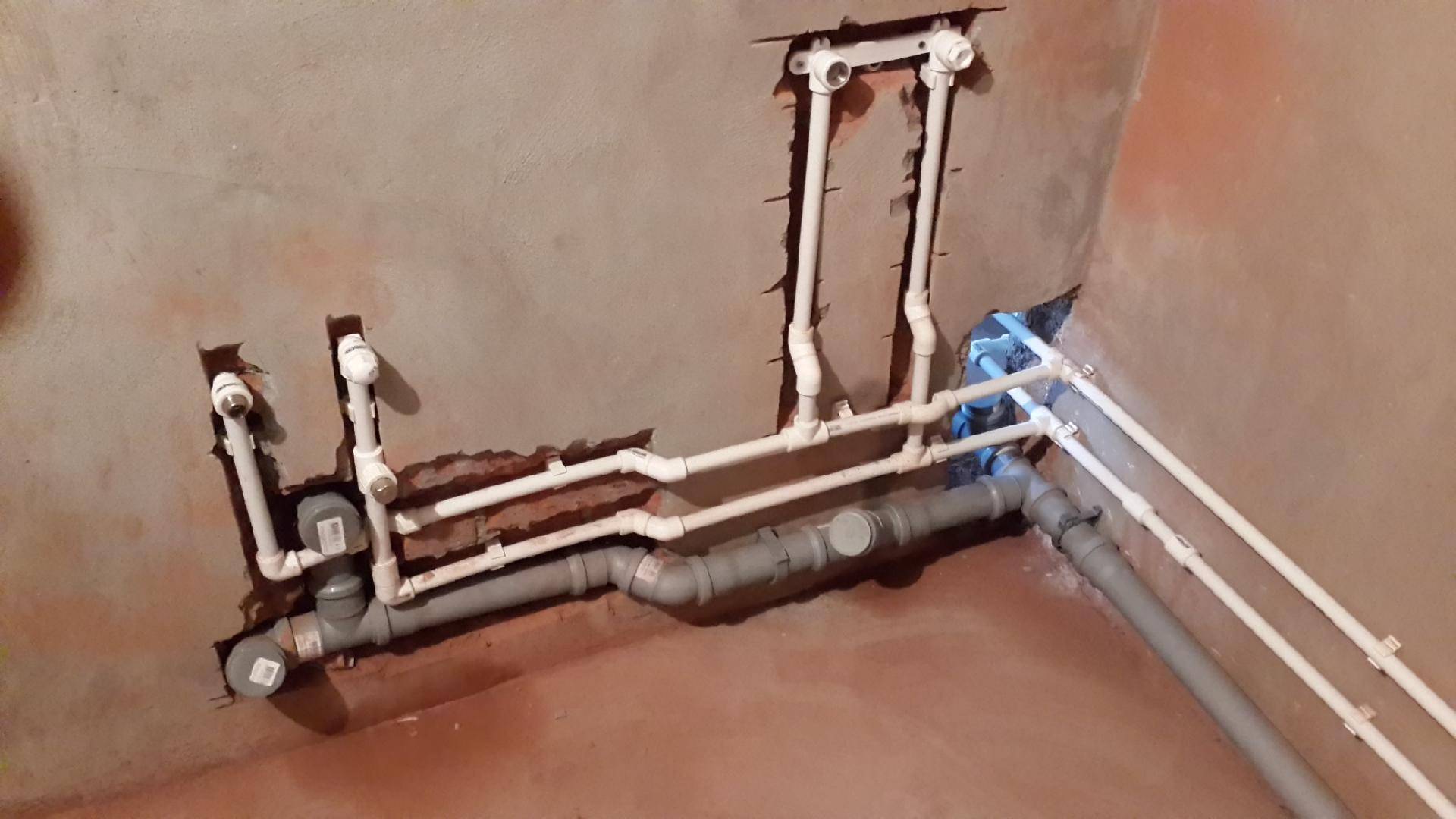
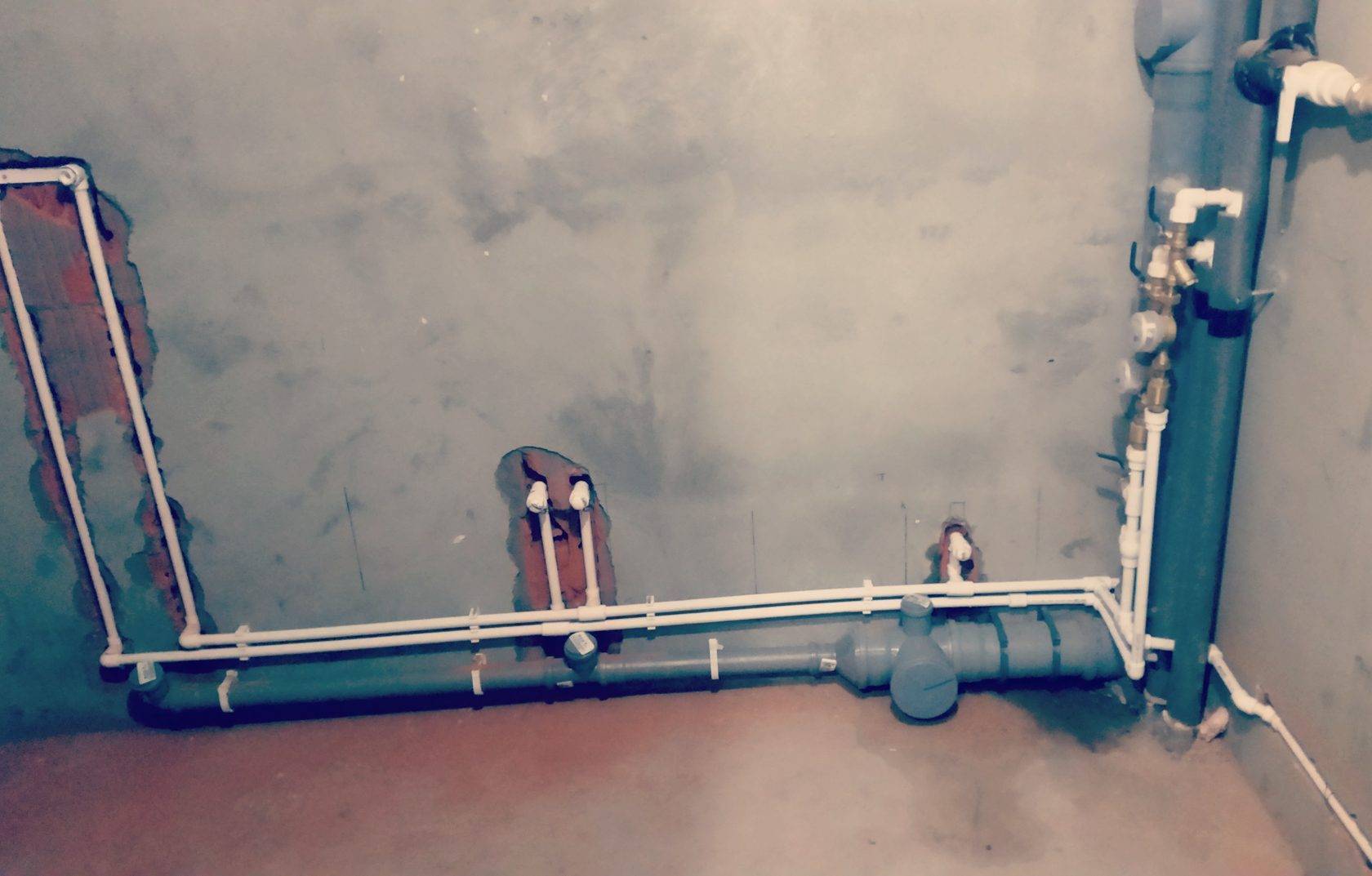
 Узел ввода водопровода в квартиру
Узел ввода водопровода в квартиру
При организации ввода обязательно устанавливаются запорные краны. С их помощью всегда можно перекрыть воду в трубопроводах горячего и холодного водоснабжения. При замене труб в ванной и туалете запорные краны уже могут стоять на вводах. В этом случае нужно проверить их работоспособность.
При установке новой арматуры рекомендуется отдавать предпочтение шаровым кранам от известных производителей. Независимо от марки необходимо плавно их открывать и закрывать.
В противном случае может произойти гидроудар. Он нередко становится причиной выхода из строя сантехнического оборудования.
После запорных кранов специалисты советуют выполнить монтаж специальной системы, которая перекроет водопровод при возникновении протечек. В ее состав входят запорные управляющие клапаны.
После защиты от протечек устанавливаются фильтрующие элементы самопромывного типа. С их помощью из воды удаляются грубые примеси. При установке фильтров удастся увеличить долговечность сантехнического оборудования.
Далее, выполняется монтаж счетчиков. Потом проводится установка регуляторов потока холодной и горячей воды. Такие приборы не являются обязательными.
Однако их лучше смонтировать на объекте, в водопроводных системах которого существуют сложности с напором. После установки всех обязательных элементов ввода выполняется монтаж выбранной схемы разводки.
Этап второй. Сварка полипропиленовых труб
Сварка полипропиленовых труб
Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.
Сварочный аппарат
Шаг первый. Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.
Ножницы для резки полипропиленовых труб
Шаг второй. Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий. С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.
Ошибки при сварке полипропиленовых труб встык
Шаг четвертый. ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).
Таблица технологической паузы
Шаг пятый. По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.
Процесс сварки полипропиленовых труб
Шаг шестой. На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.








Сварка полипропиленовых трубСварка полипропиленовых труб
Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший сварочный аппарат стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:
- термальную пасту для компьютеров;
- утюг старой модели;
- болт, шайбу к нему;
- электрическую дрель;
гильзу (насадку) нужного диаметра.
Последовательность действий должна быть следующей.
Шаг первый. С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй. Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий. Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый. Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология пайки идентична описанной выше.
Ошибки во время пайки, способы, позволяющие их избежать
Больше погрешностей при сваривании полимерных изделий появляется при отсутствии опыта. Но и у мастеров тоже случаются ошибки:
низкая точность размеров труб на этапе резки, в результате при соединении частей нет возможности правильно расположить трубопровод, что особенно важно, когда он проходит на участке сложной конфигурации;
изменение положения труб относительно друг друга при стыковке (когда не были учтены допуски), что приводит к увеличению напряжения на шовном соединении;
неравномерный нагрев: полипропилен быстро остывает, пока нагревается одна часть трубы, другая уже холодная, что не позволяет произвести пайку, в результате при повышении давления в трубопроводе нарушается герметичность шва, происходит затопление помещения;
нарушение правил нагрева: не учитывается длительность пайки, остывания, глубина сварки, что также не позволяет обеспечить высокое качество шовного соединения.
Правила, которые помогут предупредить появление ошибок:
- отсутствие зазора между деталями, которые стыкуются;
- выдержка времени пайки, иначе произойдет недостаточный нагрев материала, он не наберет достаточную вязкость, а при перегреве уменьшается внутренний диаметр;
- зона монтажа не более 1,5 м, т. к. иначе увеличится задержка при выполнении операций во время пайки;
- в неотапливаемом помещении полипропилен быстро остывает, чтобы выполнить сварку, необходимо предварительно прогреть воздух;
- нельзя допускать перепад температур между свариваемыми частями трубопровода.
После соединения полимерных изделий их нужно плотно удерживать, не меняя положения
Принимают во внимание длительность пайки – для разных видов труб значение этого параметра отличается. По истечении данного отрезка времени можно отпустить изделие, но не рекомендуется сразу же подавать воду в систему
Необходимо контролировать качество пайки. Стыки на каждом из участков должны быть одинаковыми (допускается минимальная погрешность). Иногда при перегреве внутренний диаметр трубы уменьшается в 2-3 раза. Обнаружить дефект можно только при проверке трубопровода – в данном случае уменьшится напор.
Виды маркировки труб.
Маркировка трубы по цветовым показателям:
В ходе производства на трубу наносится полоска с цветовым маркером для обозначения технического назначения. Трубы ПНД могут применяться для трубопровода напорного типа, в таком случае используются синие или желтые полосы, и для труб безнапорного типа, используемых для прокладки кабеля, ГНБ, самотечной канализации, цветовая маркировка не используется.
На рисунке наглядно видно назначение цветовой маркировки труб:
Буквенно-цифровая маркировка пэ труб
Такая маркировка трубы является своеобразным паспортом, с указанием «ФИО», «места рождения» и технических характеристик. Маркирование труб производится путем тиснения.
Расшифровка кода на полиэтиленовых трубах:
- Информация о предприятии, на котором изготавливалась труба. Может указываться либо название завода, либо нанесен товарный знак.
- ПЭ – сокращение, обозначающее, что трубы полиэтиленовые, и марка полиэтилена (В наше время в основном применяются ПЭ-100 и ПЭ-80). Цифры 63, 80,100, 100+ указывают на марку гранул сырья. Посмотреть размеры ПЭ — 80 и размеры ПЭ-100
- Номинальный диаметр трубы ПНД.
- Толщина стенок трубы.
- Показатель SDR. Значение этого показателя указывает на толщину полиэтиленового слоя и на нагрузку, которую можно применять для данной трубы, или возможное давление (как внутреннее, так и внешнее).
- Назначение трубы (техническая, питьевая).
- Стандарты производства — номер ГОСТ, в соответствии с которым была изготовлена полиэтиленовая труба.
- Дополнительно могут быть указаны номер партии или линии.
Давайте рассмотрим пример маркировки:
Информация, которую дает эта маркировка:
Техническая труба полиэтиленовая, изготовленная на заводе из полиэтилена низкого давления ПЭ – 100, диаметром 50 мм с толщиной стенки 4,6 мм, предназначена для водопровода в т.ч. питьевого назначения и изготовлена по ГОСТ 18599-2001.
Все трубы ПНД водопроводные представленные в нашем ассортименте идут с проставленной маркировкой в соответствии с указанной выше информацией.
Рассмотрим каждый показатель, участвующий в маркировке труб ПНД:
ТИП МАТЕРИАЛА:
Для производства ПНД труб используется полиэтилен марок ПЭ 63, 80, 100 и 100+.
Труба пэ 80 ( при маркировке будет прописано ПЭ-80) техническая является одним из самых дешевых материалов для обустройства безнапорных канализационных систем, коммуникационных сетей. Производится из вторично переработанного полиэтилена. На заводе труба изготавливается из полиэтилена низкого давления гранул марки ПЭ80
Данный материал отличается меньшей прочностью по сравнению с трубами, изготовленными из ПЭ-100, и считается несколько устаревшим, но привлекает к себе внимание более низкой ценой
Труба ПЭ 100. Наиболее используемая марка полиэтилена, так как является более усовершенствованной, качественной. Труба данной марки не растрескивается, может использовать в напорной системе трубопроводов.
РАЗМЕРНЫЙ РЯД ТРУБНОЙ ПРОДУКЦИИ
На маркировке труб обязательно указывается диаметр. Размеры наружного сечения варьируются от 16 до 1200 мм и формируются согласно международному стандарту ISO 161-1.1996.








КОЭФФИЦИЕНТ SDR
SDR ( перевод с англ. Standart Dimension Ratio – стандартный размерный коэффициент) – это характеристика полиэтиленовой трубы по значению и рассчитывается из отношения наружного диаметра трубы к толщине её стенки и является величиной обратно пропорциональной толщине стенки.
SDR = НАРУЖНЫЙ ДИАМЕТР ТРУБЫ : ТОЛЩИНА СТЕНКИ ТРУБЫ
Благодаря маркировке значений SDR на трубах ПНД можно выбрать трубу необходимой прочности, в зависимости от её назначения.
Исходя из определения данного понятия, видно, что при большем значении индекса SDR, толщина стенки будет тоньше, а при меньшем SDR – толще. Таким образом, изделия с меньшим значением SDR будут прочнее и могут использоваться для работы под внешним и внутренним давлением, переносят внешние механические воздействия и, наоборот, чем выше цифра, тем менее прочными будут трубы. На сегодняшний день полиэтиленовые трубы выпускаются следующих значений SDR:
| SDR – 6 | SDR – 11 | SDR – 17,6 | SDR – 33 |
| SDR – 7,4 | SDR – 13,6 | SDR – 21 | SDR — 41 |
| SDR – 9 | SDR – 17 | SDR – 26 |
ВАЖНО! Выбирая полиэтиленовую трубу, смотрите на маркировке трубы не только значение SDR, но и на марку полиэтилена, который был использован для изготовления трубы. Трубы с одинаковым значением стандартного размерного коэффициента, но разными марками полиэтилена будут отличаться по прочности и устойчивостью к механическим воздействиям
К примеру, ПЭ 100 SDR 11 может применяться для напорных работ, в отличие от ПЭ 80 SDR11.
СТАНДАРТЫ ГОСТ можно посмотреть подробно в статье.
Выбираем полипропиленовую трубу: на что обратить внимание
Первоочередный параметр, на который следует обращать внимание при выборе труб из полипропилена – это диаметр. Все потому, что в каждой системе показатели давления разные, соответственно, и трубы должны быть подходящими для каждого конкретного случая
Исходя из размеров внутреннего сечения, пп трубы для отопления бывают:
- до 16 мм– по своим параметрам они оптимальны для теплых полов, а для компенсации недостаточной гибкости изделий можно использовать переходники;
- 20 –25 мм– превосходно подходят для монтажа отопительных систем частных домов или квартир, при этом следует учитывать, что для простой отопительной системы подойдут трубы сечением 20 мм, в то время как для стояков следует подбирать трубы сечением 25 мм;
- 25 –32 мм– оптимальны для установки централизованных отопительных систем в многоквартирных домах;
- от 200 мм– находят свое применение в системах отопления больших магазинов, больниц, школ и других социально значимых объектов с достаточно большой численностью посетителей.
Итак, согласно маркировке, выделяют следующие виды полипропиленовых труб для отопления:
- PN10 – для них предельно допустимым является давление в 1 МПа при температуре теплоносителя 20ºС для систем горячего водоснабжения, и 45ºС для теплого пола. Из-за достаточно тонких стенок (до 10 мм) их не рекомендуют использовать для отопительных систем жилых помещений;
- PN16 – для данной разновидности предельно допустимое значение давления составляет 1,6 МПа при температуре теплоносителя в 60ºС. Толщина стенок этих труб, как правило, более 3,4 мм, однако резкие повышения температуры теплоносителя могут значительно снизить их срок эксплуатации. В связи с чем, гораздо надежнее будет установить более прочные трубы для отопительной системы в доме или квартире;
- PN20 – указывает на возможность использования в системах с давлением в 2 МПа при температуре теплоносителя 80ºС. Если толщина стенок подобных труб будет в пределах 16 –18,5 мм, их можно смело выбирать для организации горячего водоснабжения;
- PN25 – могут использоваться в системах с предельно допустимым давлением в 2,5 МПа, выпускаются только с армированным слоем и имеют прекрасные характеристики. Следовательно, являются самыми оптимальными для монтажа различного рода отопительных систем.
После того, как вы изучили рейтинг полипропиленовых труб, и удалось определиться с тем, какая полипропиленовая труба для отопления лучше всего подойдет, можно переходить к непосредственной установке и монтажу системы. Далее подробно рассмотрим процесс создания своими руками систем отопления в домах и квартирах.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Особенности монтажа отдельных узлов
При необходимости собрать сложное соединение из полипропилена, его монтаж лучше проводить отдельно, на твердой поверхности, где достаточно места для работы. Готовый узел проще вставить в трубопровод, чем паять каждую деталь на весу.
Для монтажа спаянного узла в готовый трубопровод потребуется помощник. Трубы следует обрезать с учетом размера устанавливаемого узла и зачистить. Пайку начинают с более труднодоступной стороны.
Сварка узла на весу производится также при помощи помощника, поскольку одному мастеру невозможно удержать правильное направление при соединении деталей.
Сварка полипропиленовых труб в углах производится с помощью специальных заготовок среза трубы под углом 90℃ или с применением переходников, уголков. Нагрев соединяемых частей производится одновременно с одной стороны сварочного полотна. Для упора инструмента потребуется помощник.
Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.










| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек | Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Типичные ошибки и как их избежать
Ошибки в работе вполне возможны. Чтобы предотвратить неприятную ситуацию стоит узнать, какими бывают самые распространенные ошибки, чтобы постараться их не допустить. Все ответвления трубопроводов вблизи точек водоразбора должны заканчиваться муфтами с наружной резьбой, которая используется для подключения сантехники. Это справедливо для всех устройств, кроме смесителя для ванной.
Здесь потребуются фитинги с внутренней резьбой. Об этом часто забывают, и приходится или покупать новые муфты или ставить футорки. Много ошибок связано с пайкой труб.
Если в процессе совмещения труба введена в фитинг не до упора, то между его внутренней частью и торцом детали останется небольшой промежуток. Он представляет собой участок с меньшей толщиной стенки и большим внутренним диаметром, чем собственно труба.
По этой причине на этом участке эксплуатационное давление будет ниже, чем в остальной системе. Еще одна проблема может возникнуть при чрезмерном усилии, которое прикладывается при соединении двух деталей.
В этом случае бурт, образующийся в процессе сжатия, будет слишком высоким. Он станет препятствием на пути движения воды по трубопроводу. Аналогичный эффект дает и перегрев элементов.
От качества пайки полипропиленовых труб зависят эксплуатационные характеристики нового водопровода. Недогрева или перегрева деталей быть не должно
Внутреннее сечение деталей уменьшается, причем внешне это совершенно незаметно. Опасен и недостаточный разогрев элементов.
Соединение будет выглядеть абсолютно нормальным, но при этом оно будет крайне ненадежно и достаточно быстро даст течь
Чтобы это предотвратить, важно всегда обращать внимание на температуру паяльника и снимать разогретые детали только тогда, когда погаснет контрольная лампочка