Способы соединения

Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
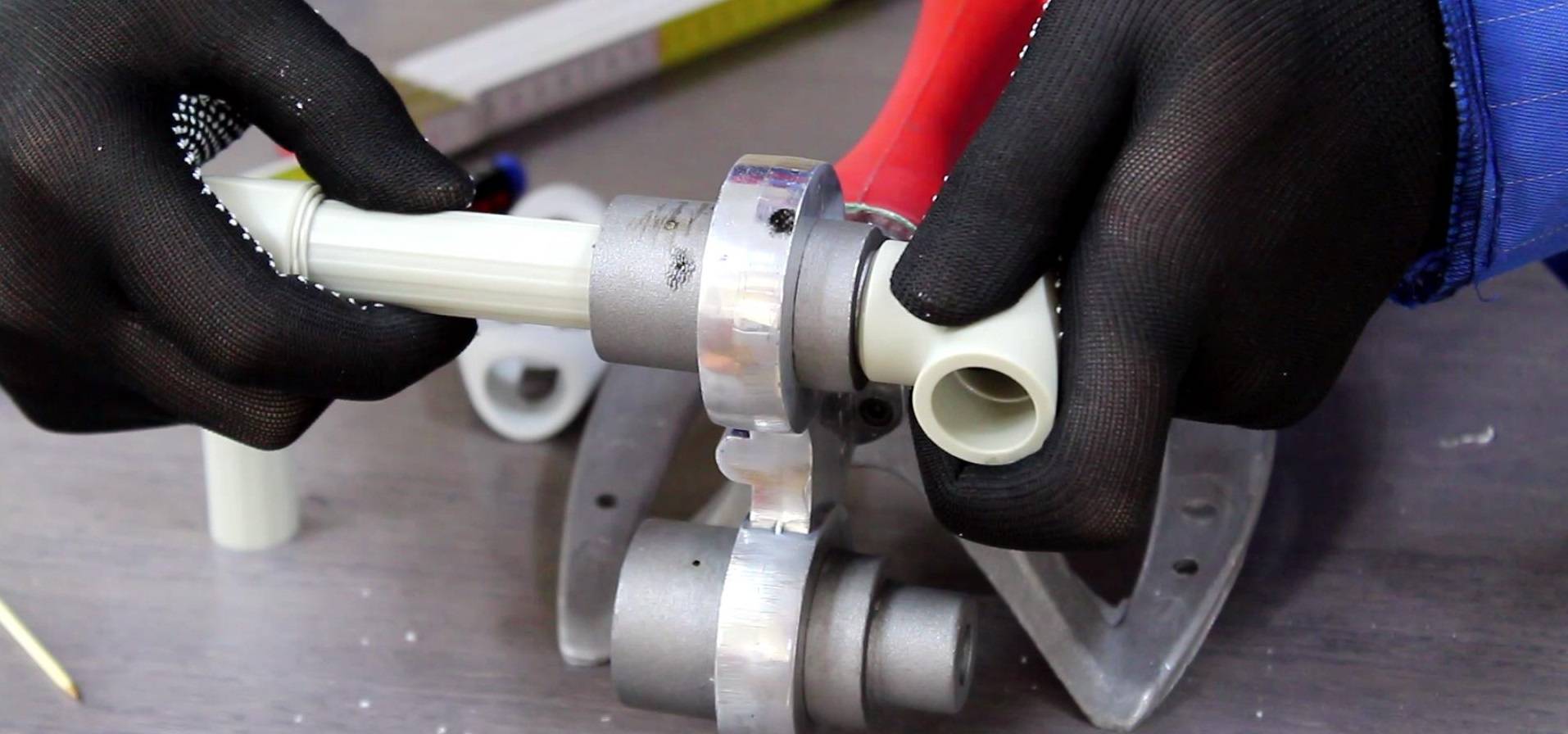
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Свариваемые враструб детали нельзя соединить друг с другом в холодном состоянии.
Утепление балкона изнутри: описание материалов, полная пошаговая инструкция как все сделать своими руками (40+ Фото Видео) +Отзывы
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Методы соединения ПП труб
Для того, чтобы смонтировать систему правильно, необходимо точно выдерживать технологию монтажа ПП труб. Целевое назначение проекта определяет последовательность сборки системы и то, как правильно сваривать (варить) полипропиленовую трубу.
Виды стыковки:
- муфтовое соединение – при этом оконечная часть ПП трубы сращивается с продолжающим отводом при помощи фитинга в виде муфты. В этом случае чаще всего применяется такая технология сварки полипропиленовых труб, когда разогреваются внешние поверхности полипропиленовых труб и внутренние поверхности стыковочной муфты, так называемая «раструбная» сварка. Результат – прочное, надежное и герметичное соединение, при соблюдении всех этапов сварки и температуры прогрева. Способ раструбной сварки полипропиленовых труб наиболее распространенный;
- соединение встык. Свариваемые поверхности – торцевые срезы ведущей ветки и ответной части полипропиленового трубопровода. Стыковая сварка чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Соединение обладает высокой прочностью. Если верно выбрана температура и усилие прижима, то соединение получается герметичным;
- соединение с использованием зажимных или само — фиксируемых фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеевых составов и быстро застывающих компонентов с высокой адгезией для создания прочных и герметичных швов.

Трубы небольшого диаметра проще всего соединить при помощи фитингов
Холодная сварка позволяет решить задачу, как сварить полипропиленовую трубу для отопления в местах, где нет возможности задействовать электрооборудование.
Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
Тип изделия и соответствующая ему маркировка | Назначение | Температура среды, С | Рабочее давление, МПа |
PN10 | Для холодного водоснабжения и теплых полов | 20 для холодного водоснабжения, 45 для полов теплой системы | 1 |
| PN16 | Для холодного и горячего водоснабжения | До 60 | 1,6 |
PN20 | Для горячего водоснабжения | До 80 | 2 |
| PN25 | Для центральных отопительных систем, армированных изделий, систем горячего снабжения водой | До 95 | 2,5 |
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Это интересно: Пайка полипропиленовых труб, какое оборудование выбрать, в чем заключается технология соединения полипропиленовых изделий?
Виды труб и фитингов из полипропилена
Опытные мастера для пайки полипропиленовых труб своими руками рекомендуют применять материалы известных производителей. Мы не будем останавливаться на марках труб, наименование и виды их можно легко найти в интернете. Полипропиленовые трубы подразделяют в зависимости от их назначения, например:
- только для воздуховодов и холодного водоснабжения;
- для холодного и горячего водоснабжения;
- для отопления помещений и перекачки агрессивных веществ.
По видам трубы подразделяются на следующие.
Толстостенные полипропиленовые трубы. Их обычно маркируют (PPR). Такие трубы подходят для холодного и горячего водоснабжения, при температуре до 70 градусов и относительно невысоком давлении в системе. Такие трубы относительно недороги, легко соединяются методом пайки. Коэффициент расширения при температуре до 70 градусов составляет 1 см на 1 метр трубы. Это делает трубы малопригодными для монтажа системы отопления помещений.
Армированные алюминием полипропиленовые трубы. Их маркируют (PPR-AL-PPR) или (PPL-AL-REX внутренний слой этилен). Подходят для горячего водоснабжения (коэффициент расширения армированной трубы при температуре 70 градусов составляет 0,1 см на 1 метр). Армированные трубы используют при монтаже систем отопления помещений, благодаря низкому коэффициенту теплорасширения, такие трубы не искривляются под действием высоких температур, выдерживают температуру до 90 градусов и высокое давление в трубопроводе. Недостаток – при пайке фольгированных труб необходимо их зачищать, до снятия слоя алюминия специальным приспособлением — шейвером.
Армированные стеклопластиком полипропиленовые трубы. Их маркируют (PPR-FB-PPR). Принципиально не отличаются по видам практического применения от фольгированных, однако имеют чуть больший коэффициент расширения. Преимущество – нет необходимости использовать шейвер.
Фитинги – элементы соединения труб. Существует множество видов фитингов, которые подразделяются, например: для продления трубы, разветвления, соединения труб разного диаметра, присоединения водяных кранов, счетчиков, поворотов под различным углом, заглушки труб. Вот несколько видов фитингов:

Муфта. Используются для соединения двух труб. По виду цилиндр – внутренний диаметр, соответствует наружному.

Переходник. Предназначены для соединения двух труб разного диаметра. По виду напоминают цилиндр с разным диаметром на концах.

Уголок. Используют для поворотов труб. Свойства полипропилена позволяют гнуть трубы под углом, примерно до 45 градусов. Однако это портит вид конечной работы. Поэтому для полипропиленовых труб используют уголки, обеспечивающие поворот на от 15 до 165 градусов. Чаще всего используются 45 и 90 градусные уголки. Следует отметить, что практически все фитинги продаются в двух вариантах: без резьбы, для соединения двух полипропиленовых труб, и с резьбой, для подключения к стальным трубам или гибким шлангам.

Тройники и крестовины. Предназначены для разветвления труб. При этом возможно комбинированное разветвление пластиковых труб, переходящих в металлические и так далее.




![[инструкция] пайка полипропиленовых труб | видео](https://aquic.ru/wp-content/uploads/6/7/0/6706d8519c17999307d8b4873cda940c.jpeg)





Обвод. Разные виды обводов используют для соединения труб идущих вдоль небольшого препятствия. Причем обводы бывают с наличием муфт на концах.

Существуют и иные виды фитингов, необходимость использования выявляется в процессе выполнения конкретной работы.
Подготовительные работы
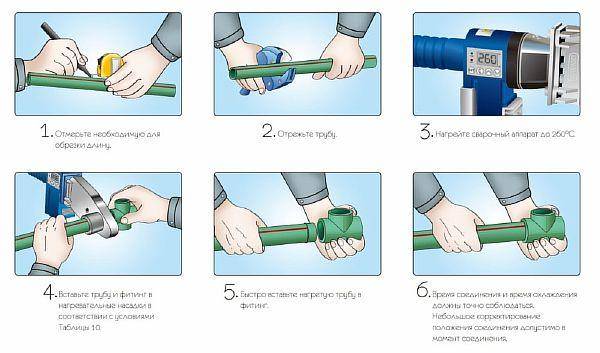
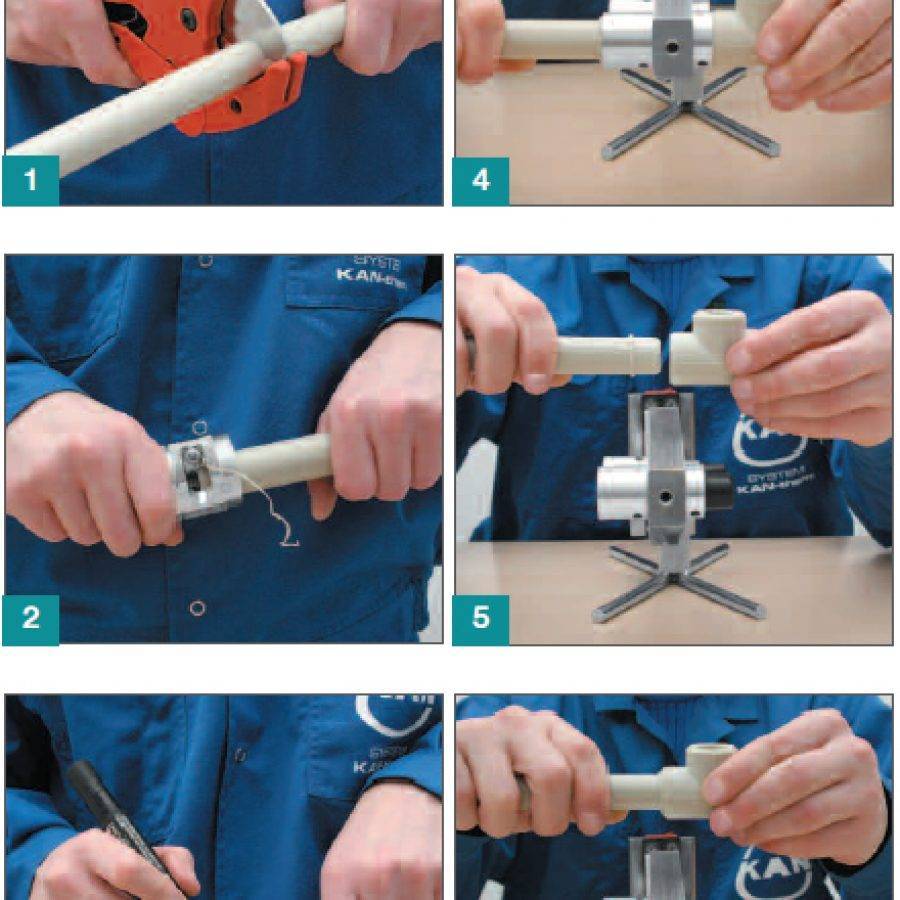
Просмотрев на видео несложную технологию пайки враструб, можно начинать практические мероприятия. На начальном этапе работы, рекомендуют визуально проверить трубные материалы на предмет присутствия дефектов или повреждений.
Если все в порядке, то сечение трубного сортамента нужно сверить с диаметром фитингов. Они должны точно отвечать друг другу.
Затем трубопрокат необходимо нарезать по нужным размерам. Разрез трубных изделий выполнять следует строго перпендикулярно. На армированных видах посредством шейвера зачищают поверхности. Далее с армированным материалом работают так же, как и с не армированным.
После разреза заготовки места будущего стыка нужно обработать, и избавиться от заусениц. Это можно сделать ножом.
Этапы монтажных работ
Тщательная подготовка и выполнение всех правил гарантируют создание качественной конструкции из полипропиленовых труб.
Рисуем схему
Перед началом работы следует сделать замеры и начертить схему. На ней каждая точка соединения расписывается, какой фитинг должен стоять, диаметр трубы и тип соединения. Длина отрезков труб указывается с точностью до 0,5 мм.
Необходимые инструменты

Паяльник следует проверить на исправность, закрепить
Ножницы и другие инструменты должны лежать в зоне доступности вытянутой руки.
Первый стык
Водопровод следует монтировать от источника поступления воды:
- вход холодной воды в дом;
- водонагреватель;
- отопительный котел.
Соединение источника с трубой делается в последнюю очередь, когда конструкция заняла свое место.
Собираем секции на столе
Ориентируясь на эскиз, сложную конструкцию удобно собирать отдельными узлами на столе. Предварительно следует прочертить осевые стыковые линии, особенно в сложных пространственных конструкциях.
Затем крепятся на стене узлы разводки и другие. Паяются длинные трубы, соединяющие секции.
Свариваем участки в неудобных условиях
Последними, паяются участки в труднодоступных местах, которые невозможно сварить не на месте. Производится очистка и подготовка деталей, проверяется глубина посадки. Насадка нужного диаметра переставляется в крайнее отверстие утюга.
Инструмент следует установить и закрепить максимально близко к соединению. После этого приступать к работе.
В продаже имеются специальные паяльники для угловых и труднодоступных стыков. Ими пользуются профессионалы. Приобретать инструмент любителю ради пары соединений в труднодоступных местах, не стоит.
Подготовка к сварке полипропиленовых труб
Чтобы конструкция из полипропиленовых труб служила долго, необходимо с большой ответственностью подойти к вопросу сварки и монтажа, для этого понадобятся следующие инструменты:
Аппарат для сварки полипропиленовых труб (специальный паяльник).
Сварочные тефлоновые насадки. Размер насадки зависит от функционала будущей конструкции. Они соединяют элементы конструкции, предварительно расплавляя внутренние и внешние части деталей.
Резак или ножницы для резки полипропиленовых труб.
Обезжириватель.
Измерительная рулетка и карандаш.
Напильник.
Перчатки и ветошь.
Соединительные фитинги
При их выборе стоит обратить внимание на диаметр труб, так как раструбные фитинги применяются при сварке труб диаметром менее 63 мм, а стыковые — для труб большего диаметра.
Следует определиться, каким методом сварки будет происходить соединение: либо это будет раструбная пайка (она подходит для труб, диаметр которых не превышает 40 сантиметров), либо это стыковая или муфтовая сварка (соединяет трубы диаметром более 50 см и с толщиной стенки трубы более 4 мм). Сварка седел представляет собой Т-образную конструкцию, где седло с раструбом прикрепляется к цилиндрической поверхности трубы, далее к седлу присоединяется вторая труба. Эти методы технологически разные, но общие черты присущи каждому из них:
трубы должны быть одного диаметра;
перед началом сварки концы труб должны быть очищены и обезжирены;
следует обратить внимание на погодные условия, такие как прямые солнечные лучи, наличие ветра;
во время самого процесса варки механическое воздействие на конструкцию должно быть полностью исключено;
необходимо соблюдение противопожарных мероприятий и норм, место проведения работ должно быть оборудовано с учетом этих предписаний.
Перед процессом сварки необходимо провести осмотр труб на предмет брака и отсутствие трещин, у фитингов проверить резьбу посредством скручивания их друг с другом. Следует удалить посторонние элементы с труб и обезжирить участки сварки. При наличии армирующего слоя труба зачищается до полного его удаления. Паяльный инструмент также необходимо подготовить: изначально закрепить насадку с помощью шестигранника, затем нагреть до температуры 240−260 градусов и очистить ветошью рабочую поверхность.
Разновидности аппаратов для монтажа полипропиленовых труб
Аппарат для сварки представляет собой корпус, на котором расположен нагревательный элемент, насадки разных диаметров. В магазинах представлены два вида сварочного оборудования.
- Аппарат для муфтового соединения. Это наиболее распространенный вид для сварки полипропилена. Его конструкция очень проста, а работа с ним происходит в ручном режиме. Сварка полипропиленовых труб своими руками ручным прибором может пройти качественно и быстро.
- Прибор для стыкового соединения. В быту применяется редко из-за высокой стоимости и сложности управления, но при его помощи можно легко сварить две трубы диаметром более 40 мм. Аппарат полностью механизирован. Он оборудован ножом для резки, нагревательного диска, устанавливаемого между двумя деталями, и после окончания времени нагрева убирается. Сжатие также происходит автоматически.
При выборе оборудования необходимо обращать внимание на то, что входит в набор для сварки полипропиленовых труб, а именно достаточное ли количество насадок разных диаметров в нем находится. Еще один немаловажный параметр для выбора сварочного аппарата — это его мощность, которой должно быть достаточно для нагрева свариваемых труб до требуемой температуры и быть в пределах 0,7-1 кВт
Профессиональные мастера советуют обращать на страну изготовителя комплектов сварочного оборудования для полипропилена. Лучшим оборудованием признано европейское. Уступает по качеству, срокам эксплуатации, цене турецкое и китайское оборудование (он может сразу выйти из строя или использовать для набора опыта, таким образом, новичкам можно остановить свой выбор на этих производителях).
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Что потребуется для сварки полипропиленовых труб
Инструкция по самостоятельной сварке полипропиленовых труб подразумевает и правильный выбор комплектующих. В зависимости от типа трубопровода можно выбрать следующие трубы:
- PN10 — для холодной воды или систем теплого пола (при температуре транспортируемой среды +20 или +45 градусов соответственно), диаметром 20-110 мм, рабочее давление в пределах 1 МПа;
- PN20 — для систем холодного и горячего водоснабжения, диаметром 20-110 мм, выдерживают температуру воды до +80 градусов и давление до 2 МПа;
- PN25 с армированием алюминиевым слоем, стекловолокном или композитом может использоваться в системах горячего водоснабжения и отопительных магистралях. Температура — до 95 градусов, давление — до 2,5 МПа.
https://youtube.com/watch?v=fKf2kG7gHvw








Также для сварки понадобятся фитинги. Они могут быть монохромные (полностью полимерные) или комбинированные (дополненные металлической вставкой с резьбой). Последние используются в случае, когда полипропилен нужно соединить с металлом. Также создание трубопроводов предусматривает и использование запорной арматуры (кранов).
Сварка полипропиленовых труб своими руками также подразумевает использование следующего инструмента:
- рулетка;
- карандаш;
- ножницы для резки труб;
- специальный сварочный аппарат;
- приспособление для зачистки — шейвер (если в трубах предусмотрен армированный слой).
Как правило, сварочный аппарат комплектуется и ножницами для резки, и специальными тефлоновыми насадками, которые следует использовать при работе с различными диаметрами трубопровода. Стоимость такого комплекта не слишком высока, но если вы планируете разовые работы, то инструмент можно и арендовать.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Преимущества применения полиэтиленовых труб
Сварка полиэтиленовых труб сделанная своими руками отличается от аналогичной работы с полипропиленовыми материалами.
Полиэтиленовые материалы имеют ряд весомых преимуществ:
- прежде всего, это гибкость, которая дает возможность прокладывать узлы по изогнутой линии без стыков между прямыми отрезками;
- малый вес, возможность сворачивания при транспортировке;
- материал совершенно инертен, не вступает во взаимодействие ни с какими веществами, находящимися в земле;
- не выделяет токсичных элементов;
- не лопается на морозе.
Полиэтиленовые трубы ПНД могут применяться для водопроводов и канализационных систем. Такие детали не изнашиваются, не подвергаются коррозии, не зарастают, не боятся контакта с агрессивными веществами и, главное, могут изменять свою длину на 7%, не теряя при этом эксплуатационных характеристик. Пропускная способность такого вида водопровода на 30% выше, чем у металлического аналога с таким же сечением, благодаря идеальной гладкости стенок.
 Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Выполнение точечной сварки своими руками включает в себя несколько этапов, которые необходимо выполнять в строгой последовательности.
Как правильно починить автомобиль при помощи сварки? Узнайте об этом в нашей статье.
Если вы планируете профессионально заняться газовой сваркой, то для начала необходимо тщательно подготовиться. Подробнее по https://elsvarkin.ru/materialy/materialy-dlya-gazovoj-svarki/ ссылке.
Альтернатива сварке
Иногда в труднодоступных местах выполнять сварочные работы невозможно. В качестве альтернативы сварке можно использовать органический растворитель. Он отличается выраженными размягчающими свойствами. При этом состав имеет высокую летучесть.
Пропиленовые трубы пользуются большой популярностью и применяются для сооружения систем отопления и водоснабжения. Для соединения разных элементов необходимо пользоваться паяльником. Чтобы получить крепкую и надежную конструкцию, нужно четко придерживаться инструкции по применению этого инструмента.
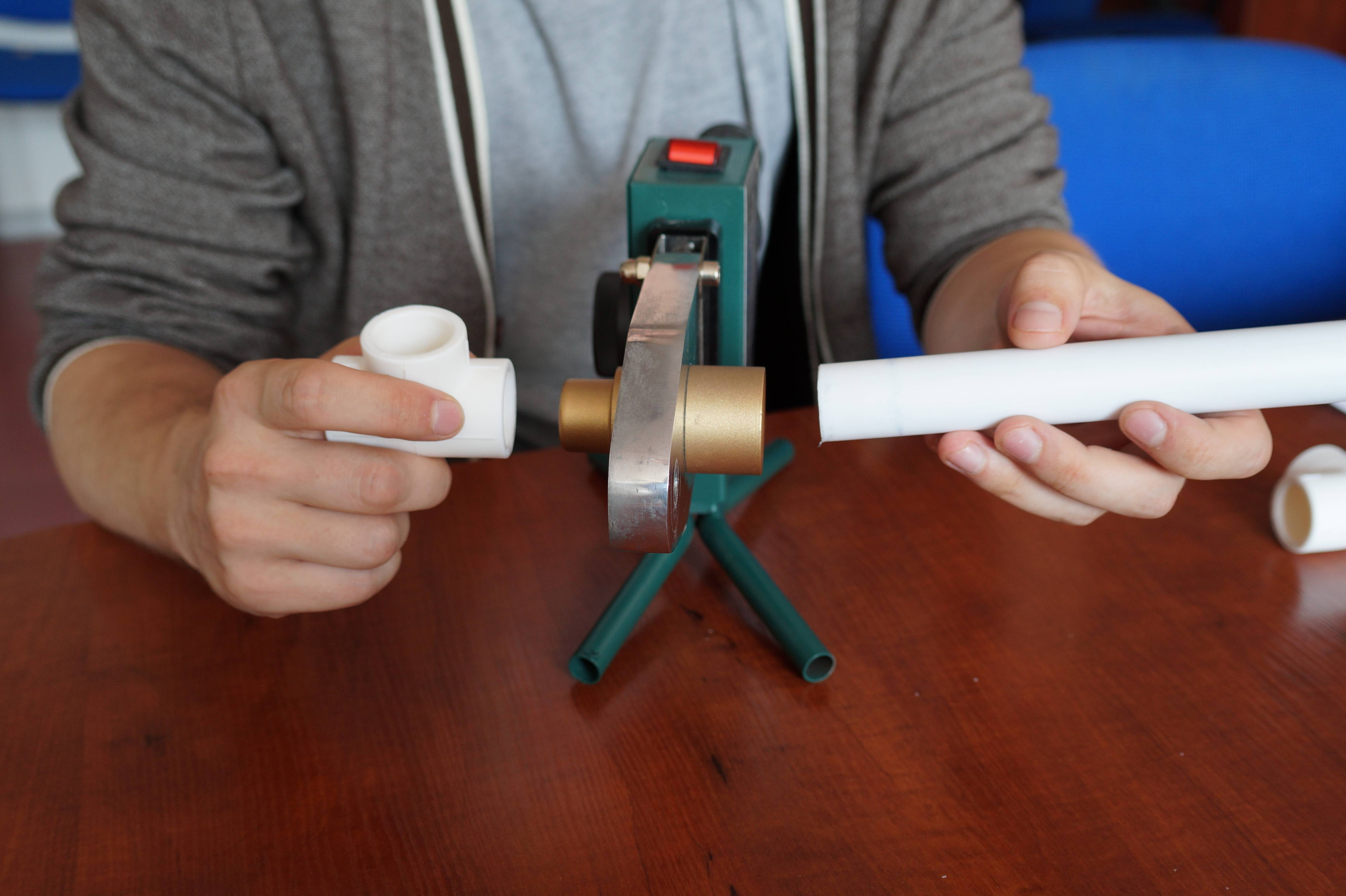
Особенности технологического процесса сварки
Сварочный аппарат (паяльник) для сварки полипропиленовых труб с насадками
Осталось только определиться, как сваривать полипропиленовые трубы. Перед включением сварочного аппарата в нем закрепляются насадки для фитинга и трубы, а сам аппарат помещается в специальный держатель из комплекта поставки.
Насадка, предназначенная для труб, носит название гильза, а для фитинга — дорн. Чтобы насадки хорошо держались, их следует затянуть шестигранником.
Закрепленные насадки для сварки полипропиленовых труб обязательно протирают спиртом для обезжиривания поверхности. Учитывайте, что любые загрязнения на стыкуемых элементах могут ощутимо ухудшить качество конструкции. А когда насадки будут очищены, аппарат подключается к электрической сети и нагревается до технологической температуры.
Полипропиленовые трубы расплавляются при температуре 260°С. Значения температуры следует выставить на регуляторе, а если он отсутствует, то подразумевается, что устройство самостоятельно нагреется до необходимого значения — в этом случае загорается лампочка, свидетельствующая о том, что работы можно начинать. Полностью нагретый аппарат желательно выдержать перед сваркой еще 5 минут.
Во время прогрева устройства желательно подготовить нужный по длине кусок трубы, отрезав его специальными ножницами. При работе режущие кромки должны располагаться строго под 90° к продольной оси трубы
Важно, чтобы ножницы были острыми, поскольку деформация трубы при резке недопустима
Шейвер для зачистки армирования
Трубы, армированные внешним алюминиевым слоем, перед сваркой должны быть зачищены. Для удаления армирования на участке сварки есть специальное приспособление — шейвер.
Перед сваркой полипропиленовой трубы с фитингом следует выполнить предварительную разметку, обозначив карандашом место расположения соединительного элемента относительно прочих водопроводных конструкций. В процессе имеет значение и глубина прогрева трубы. Она зависит от диаметра и составляет 14, 16 и 18 мм для диаметров 20, 25 и 32 мм соответственно.
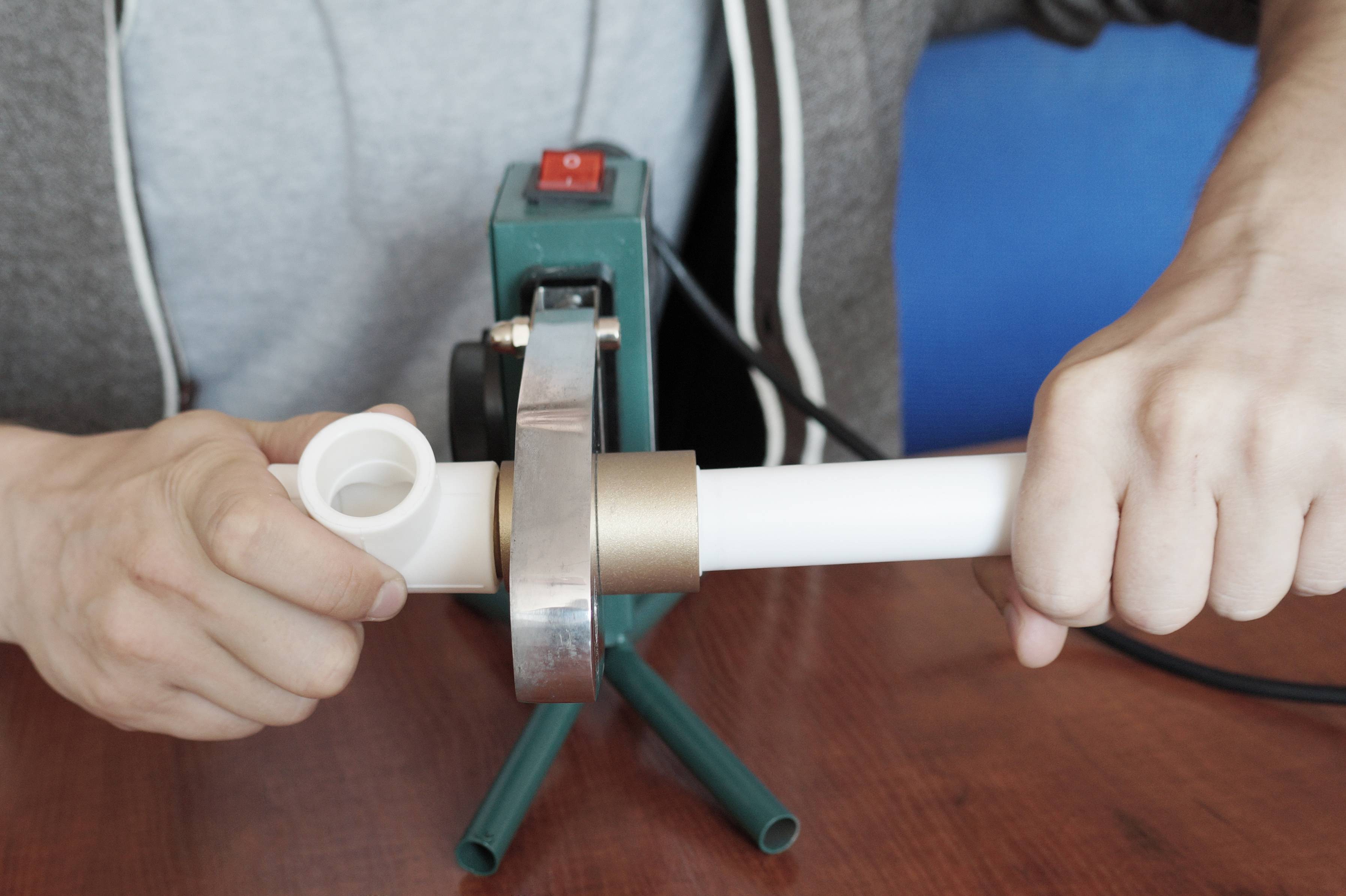
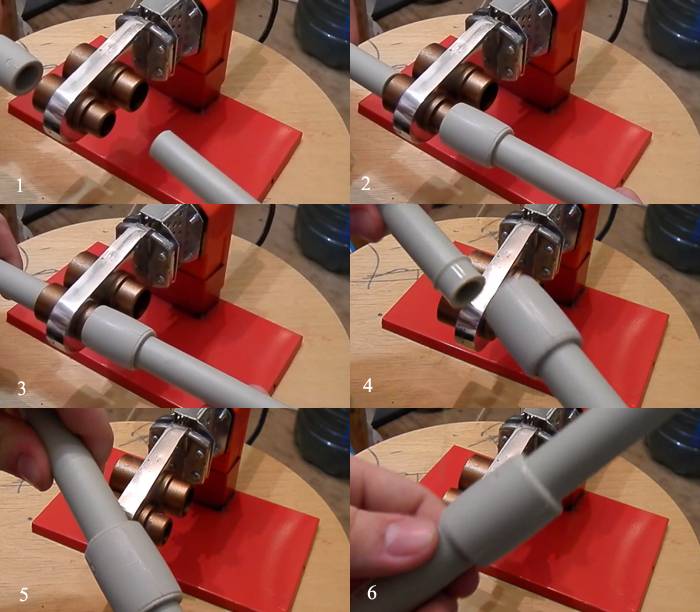
После того, как глубина соединения и соосность будут обозначены на элементах, и фитинг, и труба обезжириваются спиртом — и после этого приступают к сварке. В процессе проведения работ нужно в одной руке держать фитинг, а в другой — трубу. Трубу вставляют в гильзу, а фитинг надевают на дорн одновременно, после чего выдерживают элементы определенное время для прогрева. Время сварки также зависит от диаметра трубы — трубу диаметром 20 мм выдерживают для прогрева 6 секунд, 25 мм — 7 сек, а 32 мм — 8 сек.
На фото таблица с данными для сварки полипропиленовых труб
Прогретые трубу и фитинг соединяют так, чтобы соблюдалась их соосность. Детали при стыковке нельзя вращать, иначе такое соединение может в будущем дать течь
Важно, чтобы продольные оси фитинга и трубы совпадали — никаких перекосов не допускается. Также следует проконтролировать, чтобы внутри фитингов не было наплывов, иначе они могут существенно уменьшить внутренний диаметр
Наплыв при сварке должен образовываться только в одном месте — там, где смыкаются соединяемые фитинг и труба.
Труба и муфта в «утюге» фиксируются на строго заданное время
Чтобы все работы по самостоятельной сварке трубопровода завершились успешно, следует вначале потренироваться создавать качественный шов на небольших отрезках. Для этой цели рекомендуется сразу приобрести фитингов несколько больше, чем нужно. Также не забудьте правильно зачистить и обезжирить стыкуемые элементы. Когда система будет полностью собрана, следует выдержать ее около часа, и только потом заполнять водой для проверочного пуска.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.








Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.
Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.
Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.
Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте:
Как перейти с железной трубы на полипропилен:
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .