

Температура сварки ппр
Для состыковки труб используются фитинги – своеобразные переходники, которые припаиваются непосредственно к трубам. Процесс производится с помощью специального паяльника или утюга. Температура пайки зависит от вида трубы. Вариант исполнения такого изделия наносится маркировкой по длине трубы изготовителем.
PN10 – это трубы тонкие, их используют практически только для холодного водоснабжения. Температура среды не должна превышать 20 градусов. Иногда их укладывают для незначительного обогрева тёплых полов.
PN16 применяют в условиях давления в процессе эксплуатации не выше 16 атмосфер. Максимальная температура – 60 градусов, на более высоких значениях деформируется. Самая популярная труба в холодном водоснабжении и простая при монтаже.
PN20 – это трубы уже для отопления. Выдерживают температурную нагрузку до 95 градусов. Ещё несколько лет назад считалось, что пластик на такое не способен.
PN25 – армированные трубы повышенной прочности. Выдерживают сильный нагрев и температурные перепады.
Исходя из вышеназванных характеристик, подбирается не только температура, но и время пайки, поскольку некоторые виды полипропиленовых труб выдерживают лишь кратковременное воздействие высоких температур, после чего начинают размягчаться.
Сам процесс пайки несложен:
- соединямые детали надеваются на специальный кончик утюга;
- места стыковки выдерживаются до видимого размягчения;
- происходит соединение.
Весь процесс должен происходить быстро и в строгой последовательности
Очень важно выверить нужную температуру. И при слишком горячем соединении, и при, образно говоря, холодном, полипропиленовые трубы теряют часть своих качеств, а то и вовсе ломается на месте шва
Во время пайки труба может начать стремительно плавиться или крошиться. Чаще всего это происходит от использования вторичного сырья при изготовлении труб или наличия посторонних примесей. Единственный выход – произвести замену материала. Исправить его уже нельзя, он не соответствует заявленным техническим характеристикам.
Как правило, во время процесса используют усреднённое значение температурного режима для расплавления материала. Обычно это 260 градусов, но допускается диапазон от 255 до 280 градусов, всё зависит от вида трубы, о чём было сказано выше.
Есть ещё метод холодной сварки. Его используют в бытовых водопроводах низкого давления. Тогда детали просто соединятся специальным клеем. Прочность такого соединения гораздо ниже, качество шва – тоже.
Как сваривать трубы вручную?
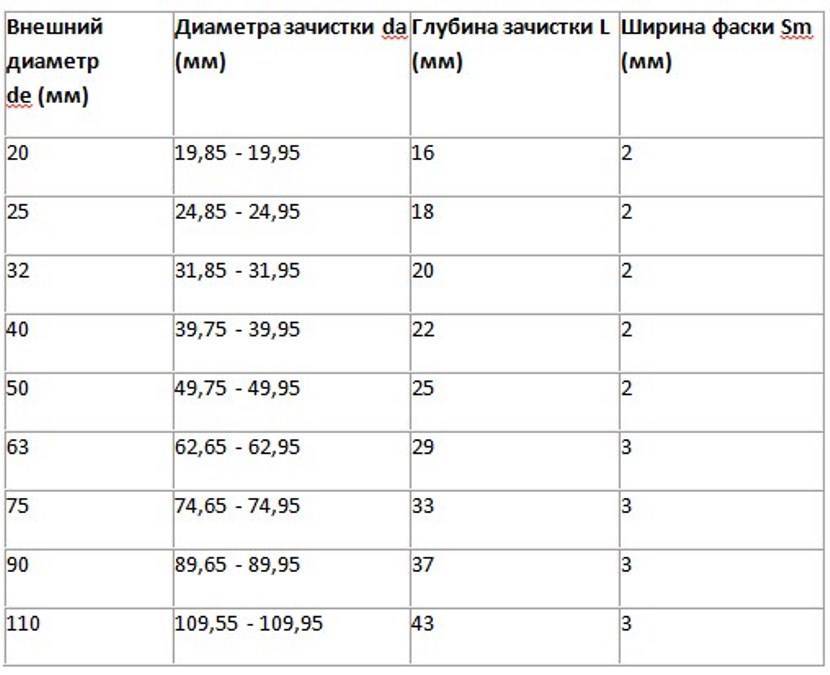
Для работы используют специальный сварочный аппарат для полипропиленовых труб. На его плоский нагревательный элемент, называемый «утюгом», крепятся парные втулки-переходники под диаметр трубы. Кромки деталей, подлежащие спайке, обрезаются ровно под 90о, с них снимается фаска, облегчающая соединение.
Далее кромки и прилегающую к ним зону в 15-20 мм очищают от пыли, стружки и других загрязнений. Для этого используют органические растворители, такие, как спирт или трихлорэтан. При выборе растворителя нужно руководствоваться указаниями производителя.
Параметры фасок и ширину зоны зачистки выбирают, исходя из диаметра соединяемых элементов.

Параметры разделки кромок и зачистки в зависимости от диаметра.
Температуру нагрева выставляют с учетом рекомендаций изготовителя и поправок на температуру в комнате. После прогрева сварочного аппарата подготовленные кромки надевают на втулки и начинают нагревать. Рекомендуется проверять фактическую температуру электронагревателя контактным термометром или пирометром.
Снаружи на отрезки трубы или фитинг наносят продольные риски. Они позволят точно, без смещения совместить элементы. После выдержки необходимого для прогрева времени обе детали снимаются с гильз-переходников и без промедления вставляются один в другой так, чтобы риски совпали.
В этом положении дается выдержка на время сварки, детали при этом должны быть надежно зафиксированы. Происходит взаимное проникновение размягченных поверхностных слоев кромок двух деталей и образование новых молекулярных связей. По истечении времени сварки соединенные элементы должны остыть естественным путем, без опускания в воду или обдува холодным воздухом. Такое воздействие приведет к тепловым деформациям и разрыву только что установившихся связей.
После завершения сварки участка трубопровода (или всей системы) проводят испытание их под рабочим давлением жидкости. Каждый стык внимательно осматривают, если наблюдаются капли воды или испарина — стык бракуется и подлежит перепайке.
Для различных сортов полимеров производители рекомендую свои диапазоны рабочих температур нагрева.
Для улучшения понимания физических явлений, происходящих при пайке, приводится временная диаграмма изменения температуры и давления прижатия деталей.
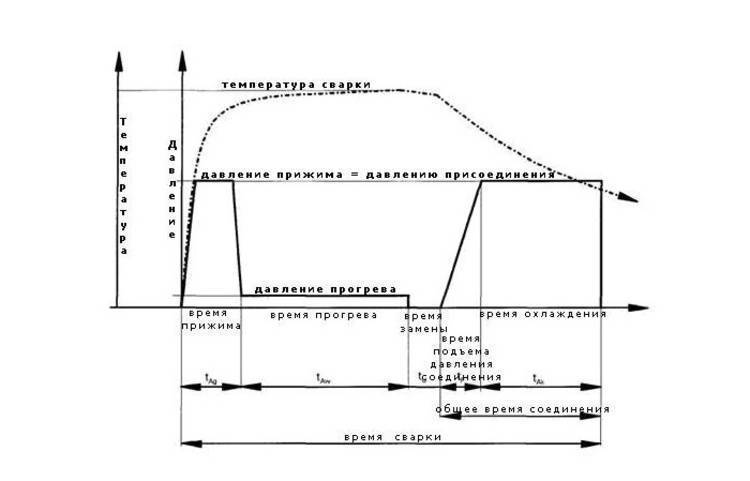
Диаграмма температуры и давления во время различных этапов сварки.
Шкала времени на диаграмме дана в нелинейном масштабе, реальное соотношение времени прижима и охлаждения можно взять из таблицы.
Технология пайки
Часть 1. Подготовка изделий
Как видите, список оснащения достаточно скромный, потому приобрести все необходимое для выполнения работы своими руками не составит труда.
Теперь давайте уделим внимание процедуре подготовки труб к сварке:
Резка трубы специальным приспособлением
- Для начала подбираем трубу и фитинг соответствующего диаметра. Здесь можно «закрыть» глаза на незначительные погрешности в отклонении диаметров этих деталей: все равно нам еще предстоит провести сварку с расплавлением пластика.
- Трубу обрезаем с использованием пилы для полимерных материалов или специального трубореза. Настоятельно рекомендую второй вариант: линия отреза получается на порядок ровнее и чище, и не придётся тратить время на удаление заусенцев.
Зачистка свариваемого конца
- Если выполняется пайка армированных труб, то слой из алюминиевой фольги нужно обязательно удалить на всю долину свариваемого участка. Делать это можно и ножом, но опять же – куда проще использовать специальное приспособление.
- Наконец, внутреннюю поверхность фитинга и наружную поверхность участка трубы, предназначенного для пайки, обезжириваем любым растворителем (лишь бы он не разъедал пластик). После этого крайне нежелательно браться руками за очищенные участки.
Для обезжиривания отлично подойдет самая простая спиртовая салфетка
Часть 2. Нагрев
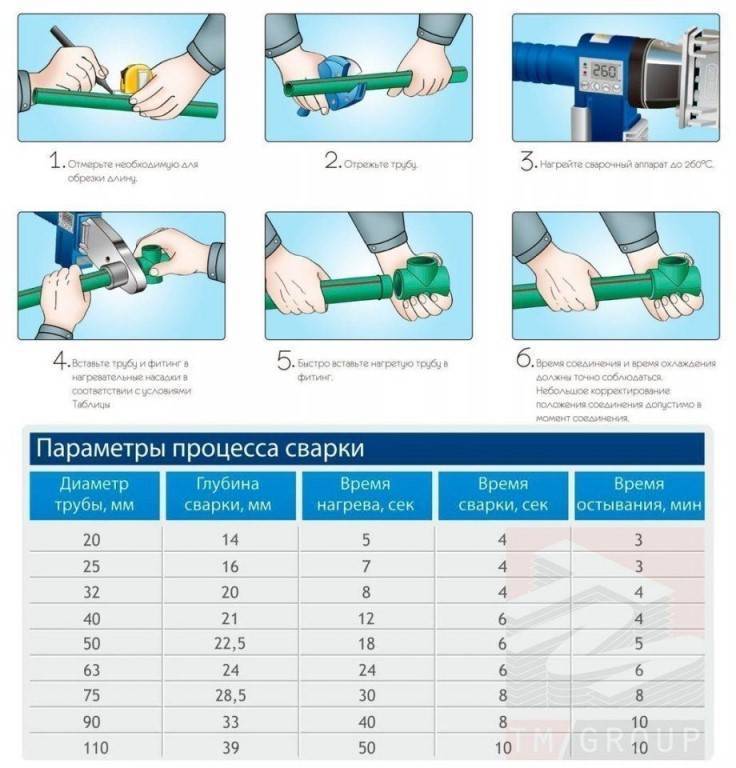
Итак, паяльник у нас есть, трубы готовы, и впереди ждет инструкция, следуя которой мы и будем работать:
- На паяльник устанавливаем пару насадок, диаметр которых соответствует диаметру трубы и фитинга. Для трубы используется насадка в виде удлиненного пустотелого цилиндра (гильза), для фитинга – стержневая (дрон).
Паяльник с установленными насадками
- Затем выставляем нужную температуру. Если модель используется только для полипропилена, то регулятора нагрева может не быть вообще – такие паяльники работают только в одном режиме. На универсальных устройствах, которые паяют и полипропилен, и полиэтилен, выставляется температура в 2600С (+/- 5 градусов).
- Теперь присоединяем свариваемые детали – фитинг надеваем на дрон, а трубу вставляем в гильзу. Для выполнения этой операции необходимо приложить усилие, поскольку обычно насадки делаются в виде обратного конуса с углом наклона стенки в 4 -6 градусов. За счет этого обеспечивается плотный прижим трубы к нагревающейся поверхности.
Слева — установленный фитинг, справа — труба в гильзе
Стоит заранее отметить размер будущего сварочного шва
Теперь начинаем нагрев деталей
Здесь очень важно правильно подобрать время нагрева: если оно будет недостаточным, то пластик не размягчится, и прочность соединения будет снижена. При перегреве возможна деформация трубной стенки, вплоть до образования сквозных отверстий, что тоже недопустимо – придётся обрезать трубу и менять фитинг.
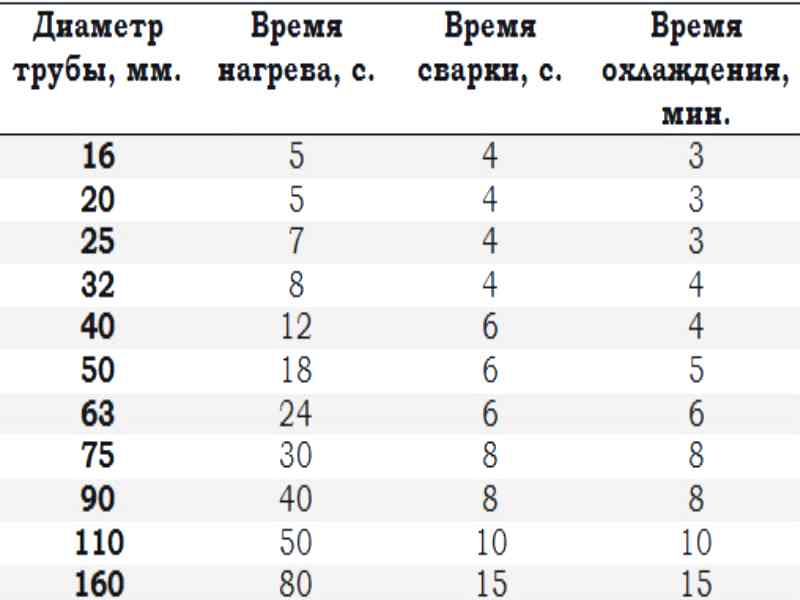
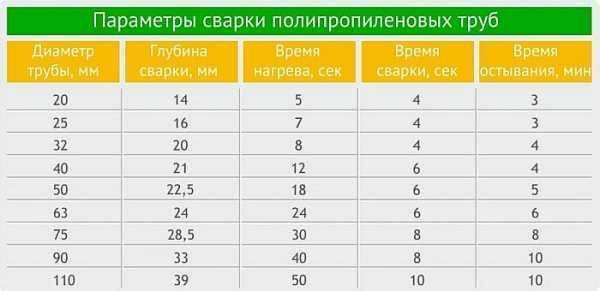
Таблица пайки полипропиленовых труб, которая подходит для абсолютного большинства паяльников
Удерживаем детали в течение выбранного времени
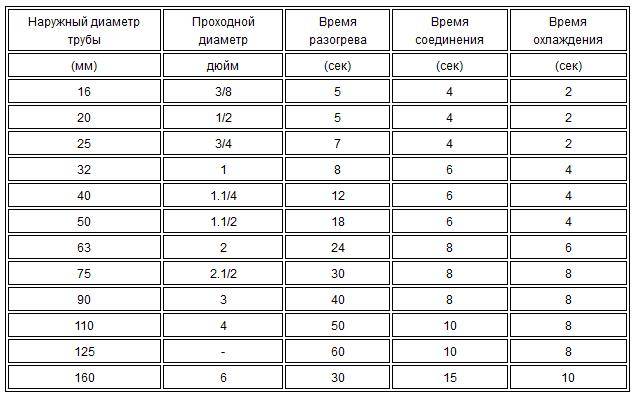
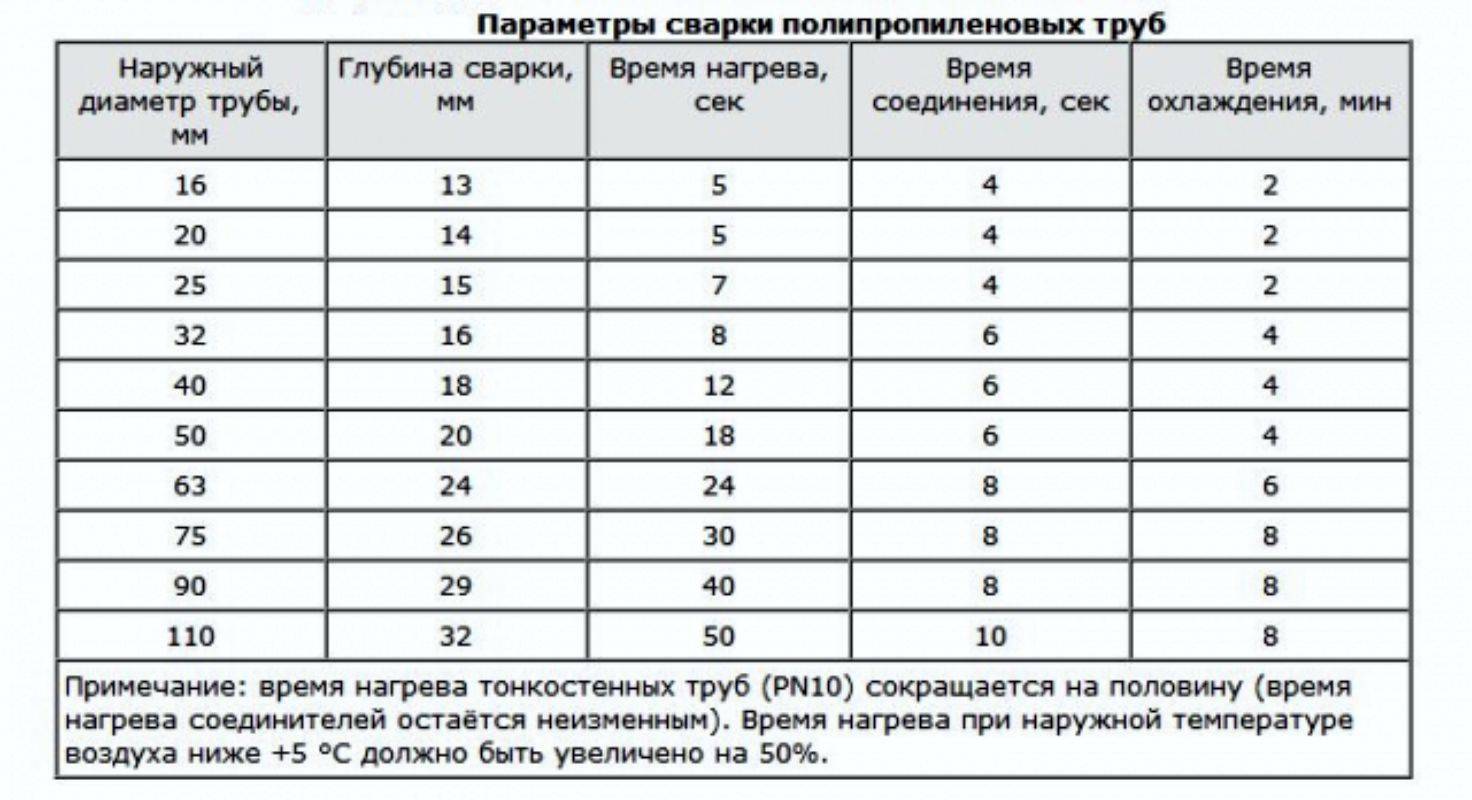
- Параметры нагрева, удержания и охлаждения подбираем по таблице, приведенной ниже. Со своей стороны отмечу, что тонкостенную трубу PN10 нужно греть в два раза меньше (фитинг греем строго по таблице).
- Также на 50% следует увеличить время нагрева, если монтаж ведется на улице или в неотапливаемом помещении пи температуре окружающего воздуха ниже +50С.
Часть 3. Формирование неразъемного соединения
По истечении выбранного времени детали снимаем с насадок (делать это нужно одновременно) и максимально быстро вставляем трубу в фитинг:
Стыковка деталей
- Если мы работаем с уже закрепленным трубопроводом, то стоит заранее предусмотреть, куда будет «смотреть» отвод или крестовина – все дело в том, что для обеспечения максимально надёжного соединения детали нужно стыковать без вращения. Так что допускаются только минимальные корректировки положения.
- После завершения соединения удерживаем детали без нагрузки до тех пор, пока пластик не остынет.
Сварное соединение с муфтой в разрезе. Четко видна монолитная структура стенки
- Время остывания у разных труб различается – его также можно узнать по таблице, приведенной в этом разделе.
https://youtube.com/watch?v=Jytd2grNuN0
Пайка полипропиленовых труб
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.



Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
Маркировка полипропиленовых систем
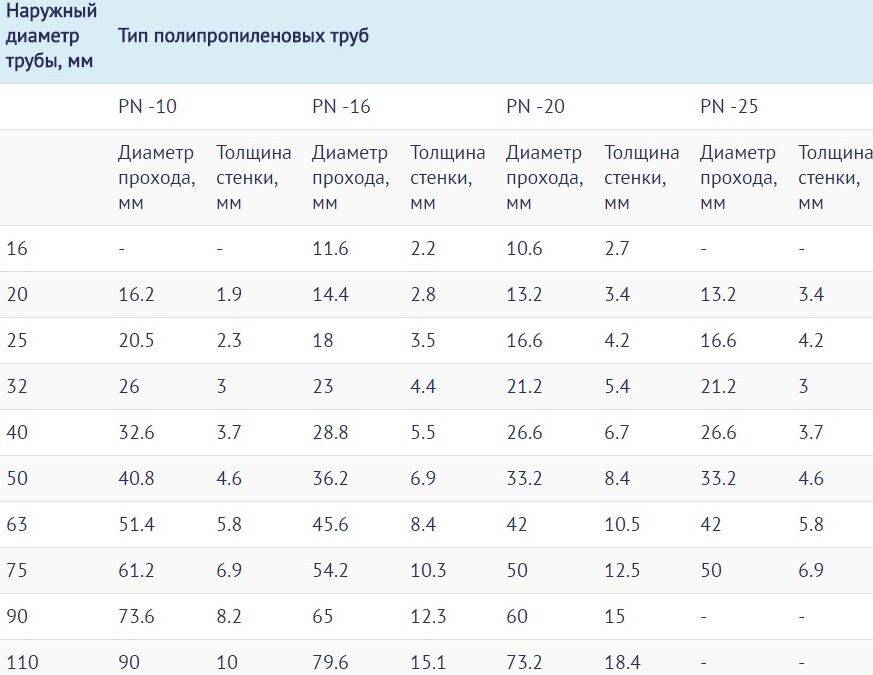
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
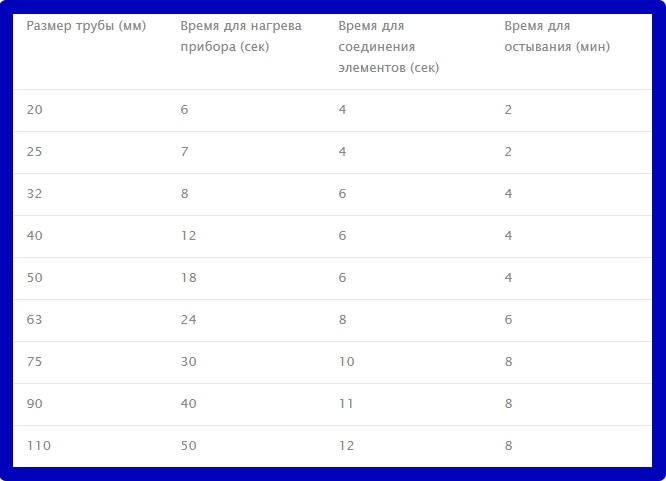
Время сварки ппр
Для правильного расчёта времени пайки полипропиленовых труб нужно к процессу подготовиться:
- на рабочую часть паяльника или утюга следует установить болванку соответствующего размера;
- паяльник включается;
- нагрев должен достигнуть хотя бы 260 градусов – это оптимальный режим;
- об окончательном нагреве сообщает датчик зелёного цвета.
Теперь предстоит рассчитать время. В принципе, это нужно сделать вообще перед началом монтажа.
Неправильно подобранное время подобной пайки полипропиленовых труб – главная ошибка монтажника. Правильно его рассчитать поможет таблица, о которой будет рассказано ниже. Но нужно учитывать и другие факторы:
- температуру окружающей среды;
- температуру паяльника;
- трубу следует предварительно разогреть;
- правильно рассчитать диаметр фитингов и труб.
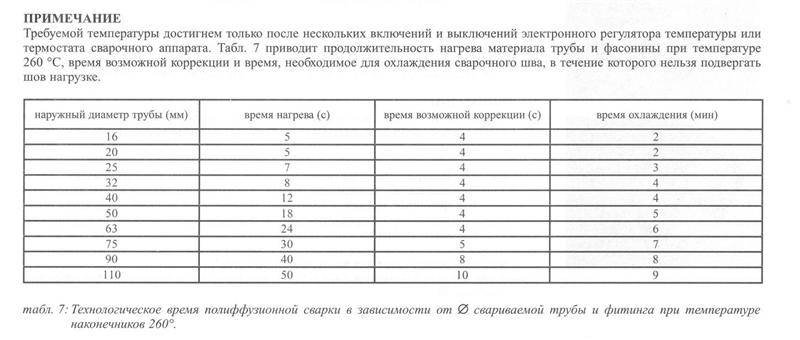
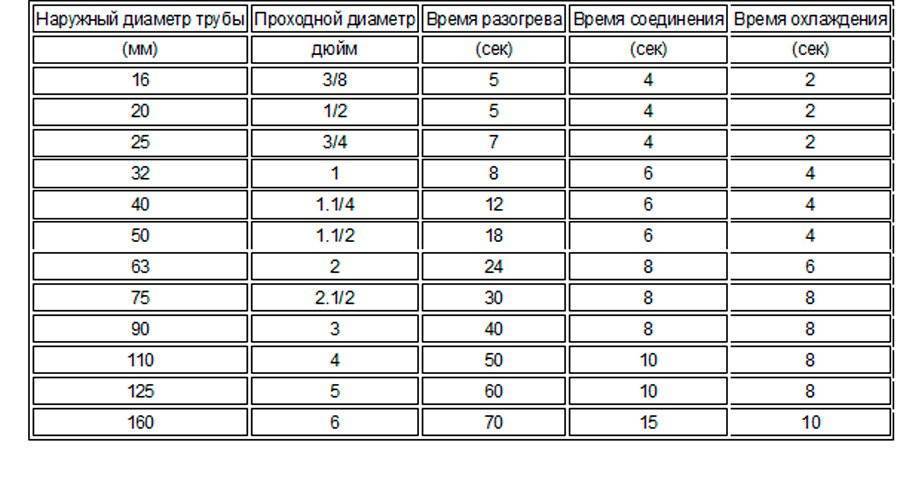
И обратиться к следующей таблице.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
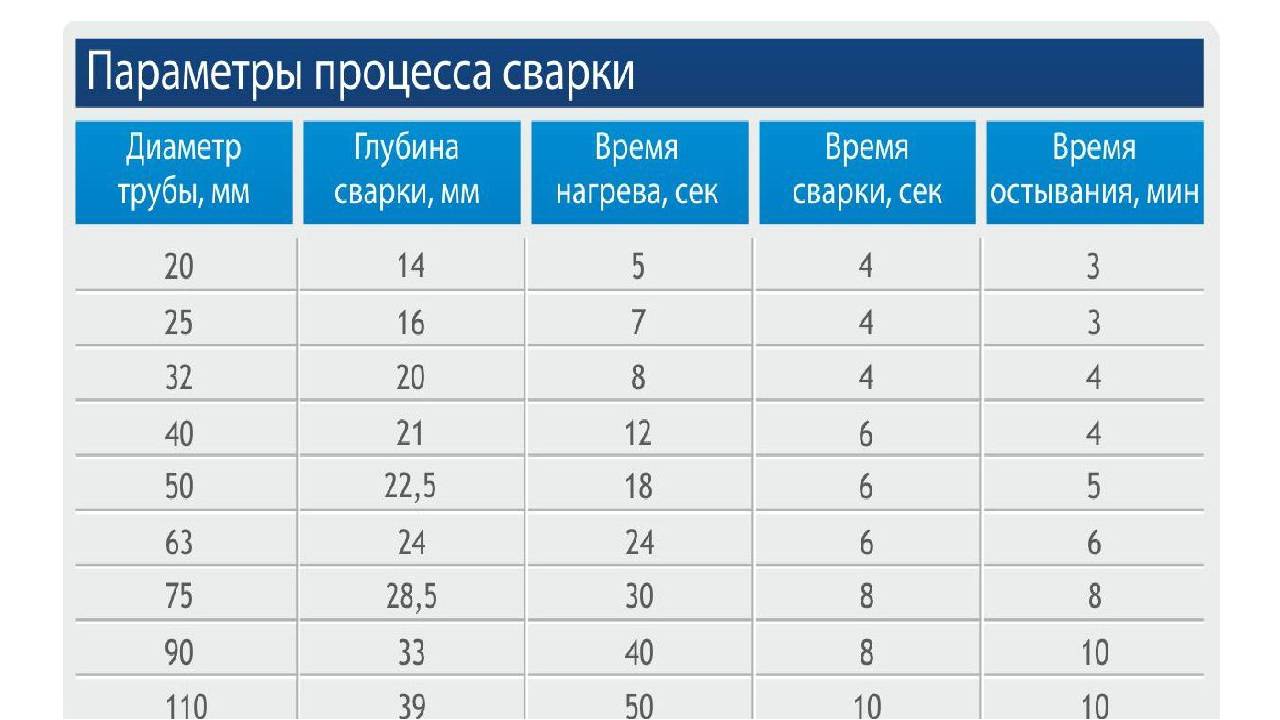
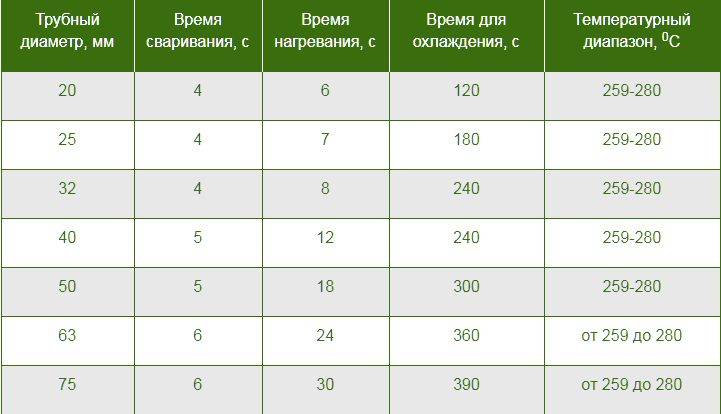
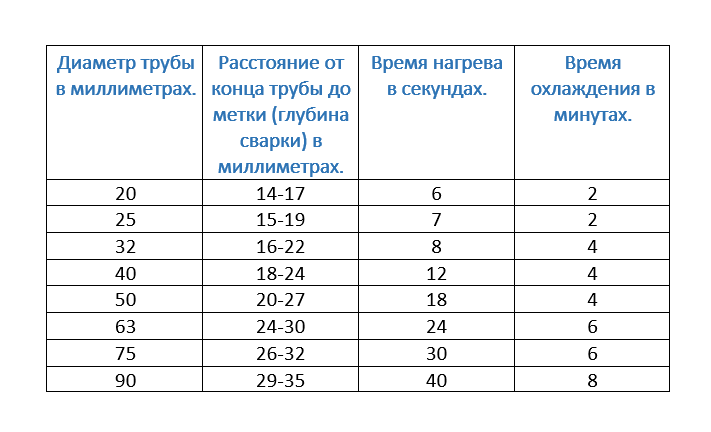
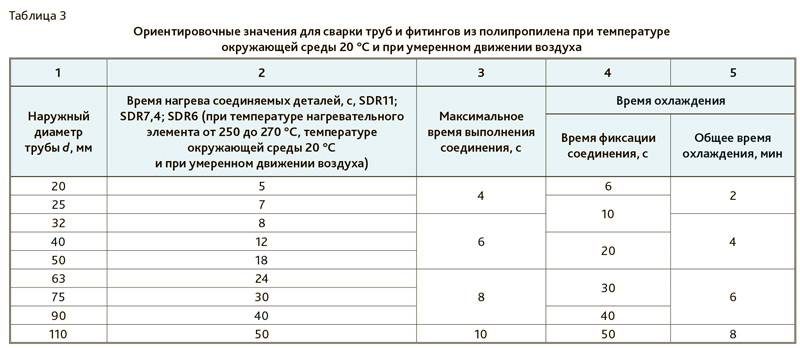
В специальной таблице определена зависимость температуры и времени процесса.
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Самые частые ошибки при выполнении сварки
Грязные поверхности труб. Если они не достаточно прочищенные и обезжиренные от пыли и грязи, то магистраль с такими изделиями очень быстро станет давать протечки.
Также, неправильно рассчитанная глубина пайки (ее точные данные содержит предоставленная таблица) приводит к плохому качеству стыков. Таблица предоставляет точные данные по глубине сварочного пояса. Если эти величины не сделать точными, то в результате образуются герметические погрешности всей трубомагистрали. Это также затрудняет весь процесс прокладки труб из полипропилена.
И самое главное – в таблице есть точное время прогрева труб. Его необходимо выдерживать четко. Недостаточно расплавленные элементы не полностью соединяются один с другим. Следовательно, при таких обстоятельствах получается разный по величине наплавочный шов. Он не сможет выдержать даже слабый гидроудар.
Заготовку не вставляют в фитинг до упора, нужно помнить о том, что должен остаться промежуток не более 1 мм.
Еще одна очень частая ошибка это прикладывание слишком больших усилий для соединения фитинга и заготовки. В результате этого на конце трубопрокатного изделия выдавливается грат, он создает серьезное препятствие для протока жидкости.
Неправильно выставленная позиция. На то, чтобы выставить разогретые соединенные детали, имеется пару секунд. Если это время затянуть, то деформация уже неисправима, и прочное соединение не образуется
Важно также не перегревать заготовку, а то на ней образуются наплывы.
Недорогой материал. Если для работы взять низкокачественные изделия, то даже самая профессиональная укладка не предохранит от поломки
И трубы, и фитинги советуют брать у одного изготовителя. Это должна быть фирма с проверенной хорошей репутацией. А то получиться как в поговорке про скупого, которому приходится платить дважды.
Не надо соединять трубы (даже высокого качества) от разного производителя. Составные элементы материала изделий могут отличаться и при разогреве такие изделия поведут себя по-разному.
Необходимость использования температурных компенсаторов
Тогда как при проектировке системы холодного водоснабжения достаточно всего лишь начертить схему трубопровода и провести расчет нужного количества труб и комплектующих к ним, то при проектировке системы горячего водоснабжения необходимо также учитывать расширение трубопровода под действием температуры.
Заметьте, что именно удлинение от нагрева, а не внутреннее напряжение от воды наиболее опасно для полипропиленового трубопровода, особенно если вы используете однородные полипропиленовые трубы.
Чтобы бороться с удлинением от нагрева трубопроводов горячей воды и систем отопления, нужно обустраивать температурные компенсаторы в форме П- и Z-видных отводов, а также применять гнущиеся компенсаторные петли, а для обходов соседних труб – готовые обводы.
Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
Особенности труб ППР

Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300оС.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка
Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
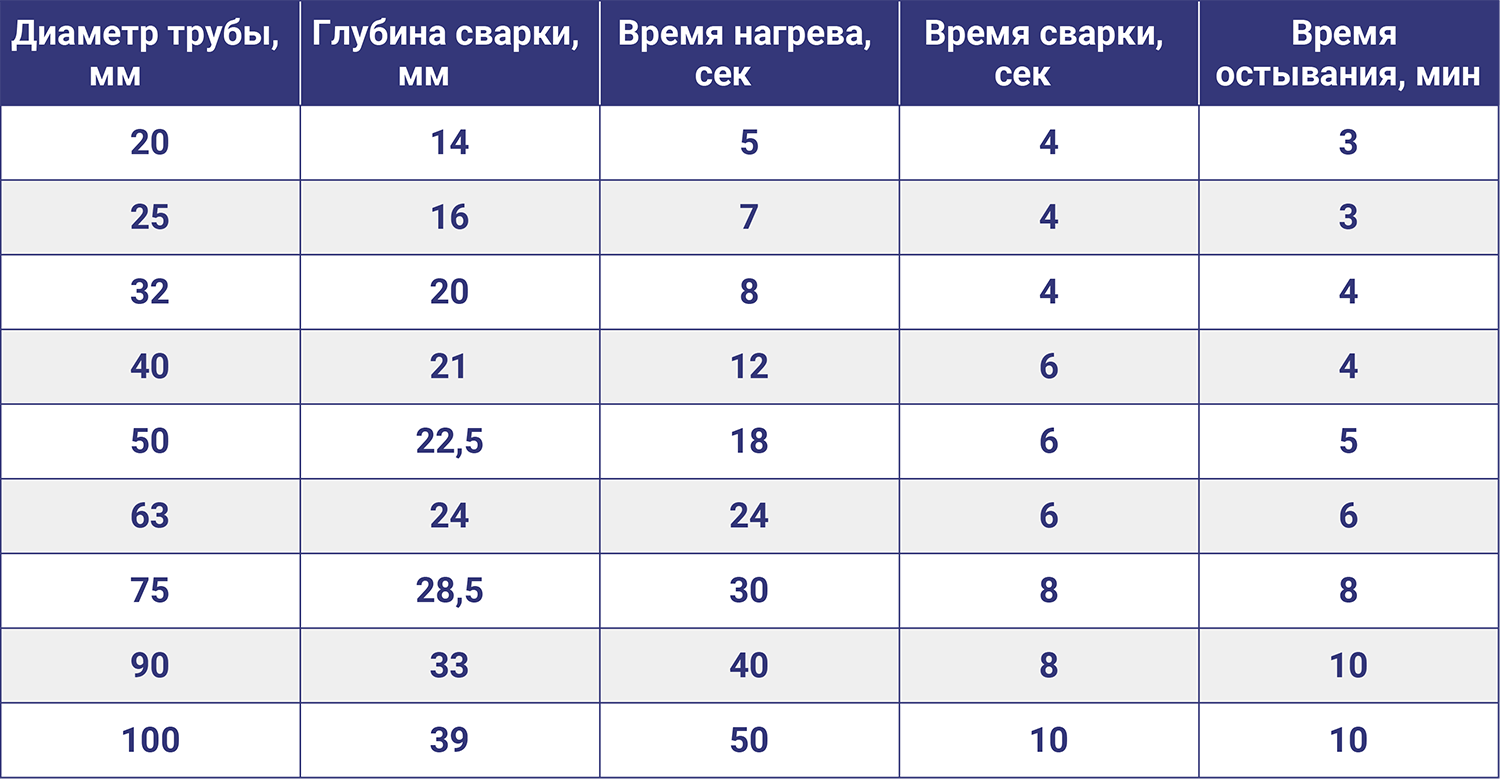
Диаметр (мм.) | Глубина сварки (мм.) |
20 | 14,0 |
25 | 16,0 |
32 | 20,0 |
40 | 21,0 |
50 | 22,5 |
63 | 24,0 |
75 | 28,5 |
90 | 33,0 |
110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.





Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
Диаметр (мм.) | Время остывания (сек.) |
20 | 3 |
25 | 3 |
32 | 4 |
40 | 4 |
50 | 5 |
63 | 6 |
75 | 8 |
90 | 10 |
110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Читайте так же:
Диффузная сварка ПП изделий

Это как раз тот метод пайки, что широко применяется для монтажа бытовых полипропиленовых коммуникаций. Технология основана на одновременном температурном расплавлении стыкующихся поверхностей с последующим их плотным соединением. Молекулы расплавленного полимера взаимно проникают (диффундируют), образуя сплошное монолитное соединение.
Для осуществления плавки полимерных поверхностей стыкующихся деталей (труб и фитингов) применяется специальный электрический паяльник. Прибор имеет мечевидный (цилиндрический в некоторых моделях) выступ, какой и является нагревательным элементом. В комплекте паяльника есть двусторонние насадки под определенные размеры труб и соответствующих соединительных деталей, что устанавливаются на нагревающийся выступ.
Преимуществами, сделавшими метод диффузной пайки ПП труб популярным, являются следующие факторы:
- невысокая стоимость оборудования и материалов (труб, соединительных и переходных элементов);
- возможность формирования герметичных долговечных стыков трубопровода;
- легкость и высокая скорость сборки бытовых трубных контуров своими руками любой сложности и конфигурации;
- возможность работы одновременно с соединяемыми элементами разных диаметров.
При какой температуре паять полипропиленовые трубы
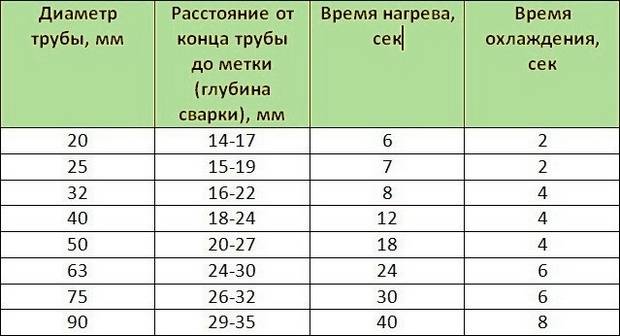
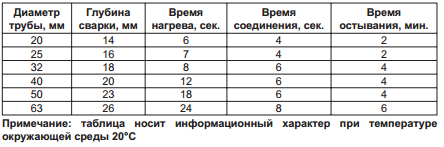
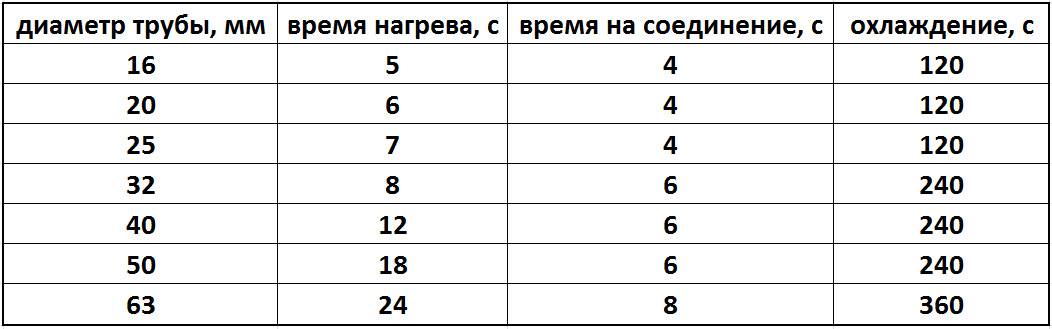
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.

Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
(2 оценок, среднее: 5,00 из 5)
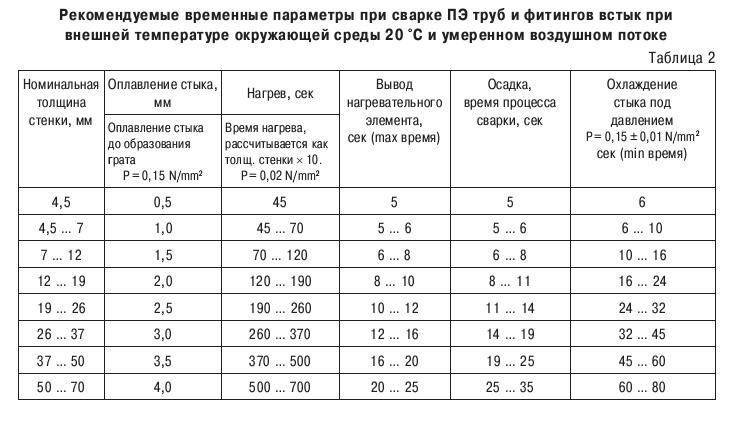
Рекомендации для правильной сварки труб ПЭ
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
Обзор сварочных аппаратов для полиэтиленовых труб
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом
Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Таблица нагрева полипропиленовых труб
Для людей, которые держат паяльник в руках первый раз в своей жизни, нужно использовать таблицу нагрева в обязательном порядке. Благодаря ее использованию начинающий мастер узнает, сколько времени греть каждый из элементов, какая оптимальная температура плавления и какой припой нужно использовать.
Все начнет получаться интуитивно, когда:
- Мастер выполнит идеально с десяток работ;
- Появляются базовые навыки работы с различными диаметрами и материалами;
- Человек начнет «чувствовать» паяльник в своих руках.
Сварка полипропиленовых изделий – процесс ответственный, требующий предельной концентрации внимания и базового набора профильных навыков. Не надо ожидать, что все получится с первого раза, однако и бросать дело на полпути тоже не стоит
Важно следить, как нагревается материал, как он ведет себя при термическом воздействии и т. д
Только так, методом проб и ошибок, можно будет добиться идеального результата.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.



Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1.стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра. Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента
Они должны быть равны по размеру сечения, толщине стенок
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе. Этапы пайки:
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.





