Недостатки
Но есть у ацетиленового вида сварки и некоторые минусы. К ним относятся:
- при нагреве образуется большая площадь с изменениями в свойствах материала, поэтому ацетиленовая сварка не применяется в машиностроении;
- при соединении деталей толщиной более 5 мм газосварку лучше заменить ручной или полуавтоматической электросваркой;
- соединение высокоуглеродистой стали не для кислородно-ацетиленовой сварки;
- при соединении внахлест, металл будет значительно деформироваться, и в нем будут образовываться участки со значительным напряжением;
- требует повышенных затрат на материалы и оборудование, по сравнению с электродуговым типом сварки.
Самый главный недостаток – это высокая взрывоопасность. Но многое в этом зависит от человеческого фактора.
Несоблюдение правил безопасности, неправильных действиях при обратном ударе – это основные ошибки, приводящие к авариям. Сварщик при работе с ацетиленом должен обладать навыками выше тех, которые достаточны для полуавтоматической и автоматической сварки.
Способ ацетиленовой сварки наиболее подходит для стыковых соединений деталей. А качество шва напрямую зависит от качества и чистоты ацетилена и кислорода.
При всех недостатках и высокой взрывоопасности, данный вид является основным для сваривания тонкостенных деталей и некоторых цветных материалов. К этому можно добавить наполненность и аккуратность шва.
Стык электродуговой сварки не может быть таким красивым и надежным как у газосварки, особенно при неповоротном стыке.
Оборудование для ацетиленовой сварки
- Емкость для хранения кислорода. При мобильной версии оборудования — это стандартный кислородный баллон сине-голубого цвета для хранения и транспортировки сжатого кислорода на 40 л. Причем существует и более облегченная версия на 10 л. На промышленном производстве, при наличии собственной кислородной станции, подачу кислорода осуществляют по системе кислородопроводов.
- Емкость для генерации или хранения ацетилена. Для этого в одном варианте использовались стандартные баллоны для хранения и транспортировки сжатого газа серого цвета или сниженного, но уже красного цвета. В этом случае ацетилен вырабатывался промышленным способом, а баллоны заправлялись на специальных газогенераторных станциях.
Но наиболее широкое распространение имели так называемые газогенераторы, которые служили для генерации ацетилена непосредственно на месте проведения сварочных работ из карбида кальция. Такой аппарат представлял собой небольшую герметичную емкость, в свою очередь состоящую из двух объемных отделений: внешнего и внутреннего, имеющих общую нижнюю полость.
Работа такого генератора происходила гениально просто. На дно аппарата заливалась вода до определенного уровня, а во внутреннее отделение помещалась металлическая корзина с кусками карбида кальция так, чтобы низ корзины погрузился в воду для начала химической реакции. Далее, емкость генератора герметично закрывалась и генерируемый газ для сварки забирался из специального патрубка. В случае, если разбор газа отставал от объемов выработки, образовавшийся «лишний» газ во внутреннем объеме, создавая избыточное давление, выдавливал воду во внешний объем, чем обезвоживал корзину с карбидом и останавливал процесс генерации ацетилена. Во время проведения сварочных работ такой ход процессов в генераторе повторялся неоднократно.
Дополнительное газобаллонное оборудование, состоящее из резиновых кислородных шлангов, как правило, рассчитанных на 10-16 атм и газовых редукторов для каждого вида газа в отдельности. Причем ацетиленовый редуктор имел черный цвет и все резьбовые соединения левосторонней направленности, а вот кислородное оборудование было синего цвета и могло накручиваться только правосторонней резьбой.
Эта резьбовая особенность разделения принадлежности оборудования к тому или иному газу была сделана в целях техники безопасности, чтобы при подготовке сварочного оборудования к работе сварщик случайно не перепутал шланги и редуктора, так как это могло привести к аварийной ситуации.
Сварочные горелки, представляющие собой систему трубок с запорно-регулирующими кранами, смесительной камерой и соплом. Так же, как и на редукторах, каждый вид газа имеет свой собственный штуцер с левой или правой резьбой соответственно.
В основном применялись газопламенные горелки с номерами от «0» до «5», что определяло их рабочие возможности по интенсивности истечения газов и силе пламени. Так, нулевой номер применялся для самых тонких деталей, а четвертый и пятый номера были, по сути, уже газовыми резаками и применялись для соединения металла толщиной в 4-5 мм или для кислородной резки различных металлических конструкций.
Сегодня этот вид сварки практически уходит в небытие, оставляя за собой прочные позиции в ювелирной промышленности и точном приборостроении.
Если у вас есть свой опыт использования ацетиленовой сварки, то поделитесь им в блоке комментариев.
Технологический процесс газосварки
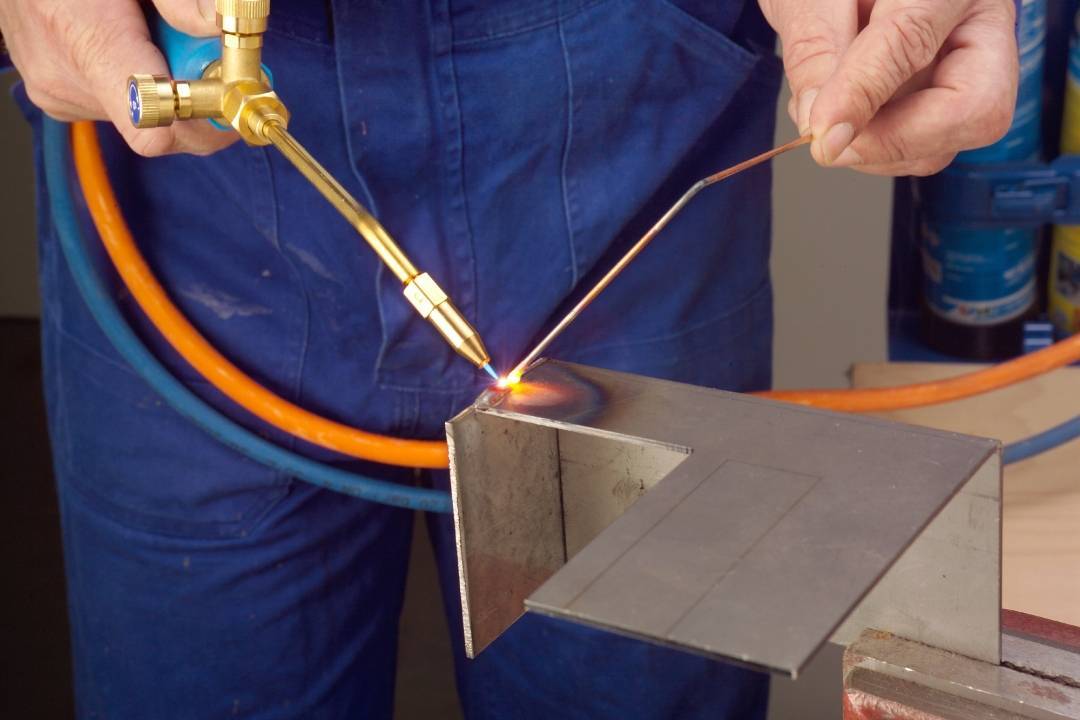
 Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
Процесс работы начинается с открывания вентилей на баллонах и регулировки давления газа с помощью редукторов. Оптимальное значение напора газов – 2 атмосферы. При большем давлении, может быть затруднена регулировка пламени.
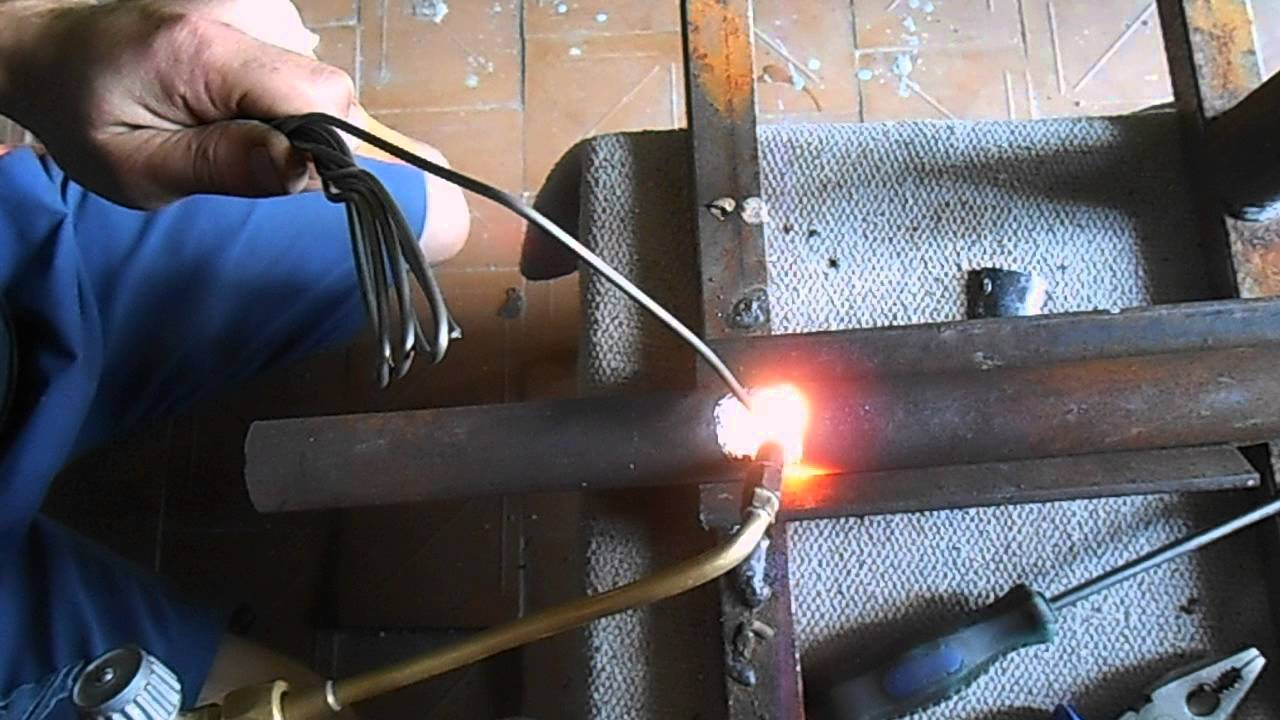
На горелке открываем вентиль подачи ацетилена и поджигаем газ. Затем постепенно открывая кислородный вентиль, регулируем пламя. Для сваривания черных металлов наиболее часто применяется нейтральное пламя горелки. Сам факел состоит из трех, хорошо видимых невооруженным глазом, частей.
Голубой цвет с незначительным зеленоватым отливом имеет ядро, которое расположено внутри пламени.
Далее идет рабочая область, отвечающая за нагрев и качество шва в процессе ацетиленовой сварки. Это восстановительное пламя и оно, как правило, светло-голубого цвета.
Самая большая часть – это факел горелки. Он отвечает за нагрев металла.
Для настройки нейтрального пламени, необходимо прислонить горелку к любой металлической поверхности и отрегулировать его вентилями подачи газа. Ядро не должно быть очень большим, а восстановительное пламя регулируется до определенного цвета.
Сначала выставляется размер факела. Это делается подачей ацетилена. Затем постепенно увеличивая подачу кислорода, добиваемся нормального пламени.
При этом не следует делать очень мощное пламя. Оно увеличит не только скорость ацетиленовой сварки, но и повысит количество прожогов и подрезов шва. Поэтому регулировка – это одна из основных операций, которая облегчает выполнение сварочных работ.
Нельзя выставлять длинный и оранжевый цвет факела. Такое горение будет снижать качество шва, внося в сварочную ванну избыток углерода.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности. При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб. К примеру:
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Внимание! Многослойная сварка производится с одним требованием. Перед нанесением последующего слоя предыдущих должен остыть
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык. То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка. Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Работа с чугуном, медью и латунью
Перед сваркой чугуна необходимо разогреть место стыка и только затем проводить работу. В противном случае, в структуре основного металла образовывается белый чугун, и стык становится хрупким. Работа производится нормальным пламенем.
Сварку деталей из меди ведут без разрывов и предварительных прихваток. Между деталями зазор не выставляется. Медь очень текучий материал при нагреве и очень теплопроводный материал. Поэтому необходимо выставлять более мощное пламя горелки. Лучше вести ацетиленовую сварку под слоем флюса, для предотвращения окисления стыка.
Сварка латуни с помощью ацетилена и кислорода – это самый оптимальный вариант для данного материала. Температура расплава не должна превышать 9000, при этом не полностью испаряется цинк. Благодаря ацетиленовой сварке формируется надежный шов, удаляя из сварочной ванны 25% этого металла.
Необходимо поддерживать низкое содержание горючего газа в смеси, это позволит испарять цинк в необходимом объеме. Для лучшего результата необходимо использовать флюсы и качественную присадку. С помощью газосварки можно также варить бронзовые детали и другие металлы.
Как варить вертикальный шов
Сварка таких швов (наклонных и потолочных) — довольно сложный процесс. Это связано с тем, что даже расплавленный металл подвержен закону всемирного тяготения. Его все время тянет вниз, что и вызывает трудности. Начинающим сварщикам нужно будет потратить много времени, чтобы научиться этому.









Существует 3 технологии варки вертикального шва:
Треугольник. Применяют при соединении деталей толщиной не больше 2 мм. Сварка происходит снизу вверх. Жидкий металл находится сверху застывающего. Он стекает вниз, тем самым закрывая шовный валик. Стекающий шлак не мешает, т. к. он движется по затвердевшей ванне, которая выходит под определенным углом. Внешне сварная ванна похожа на треугольник
В этом способе важно безошибочно двигать электрод для полного заполнения стыка.
Елочка. Такой вид сварки подойдет для зазоров между заготовками, равными 2−3 мм
По кромке от глубины на себя необходимо электродом расплавить металл на всю толщину заготовки и, не останавливаясь, спустить электрод до зазора. После того как произойдет проплавка, сделать все это по другой кромке. Нужно продолжать от низа до верха сварочного шва. Так получается равномерное расположение расплавленного металла в пространстве зазора. Важно не допустить образования подрезов кромок и подтеков металла.
Лестница. Такой способ применяется при большом зазоре между соединяемыми заготовками и малом притуплении кромок (или его отсутствии вообще). Сварка осуществляется зигзагообразно от одной кромки к другой снизу вверх. Электрод длительное время останавливается на кромках, а переход производится быстро. Валик будет иметь небольшое сечение.
https://youtube.com/watch?v=eNo05v10ToM
Полярность при сварке
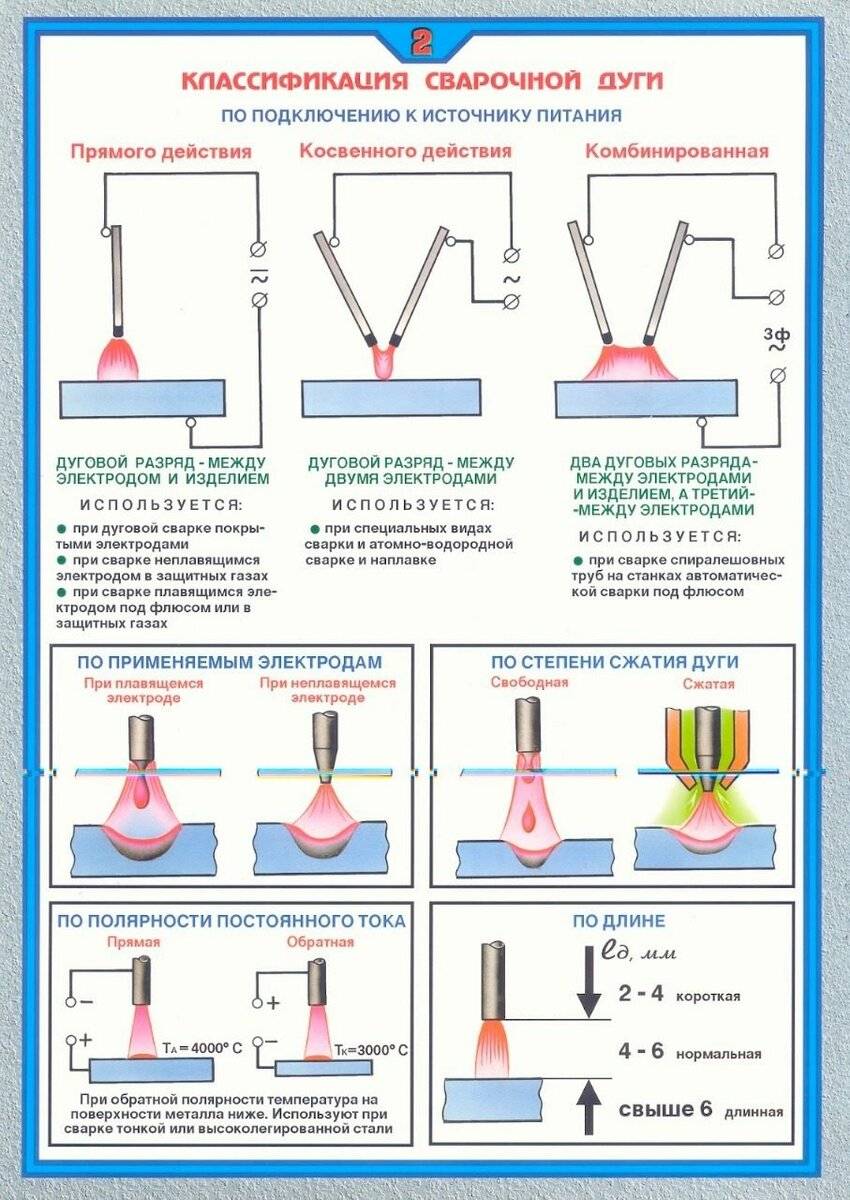
Расплавление металла в процессе сварки осуществляется под действием тепла дуги. Она образуется между металлом и электродом при их подключении к противоположным клеммам сварочного устройства.
Есть 2 варианта выполнения сварочных работ: прямой и обратной полярности.
- В первом случае электрод подключают к минусу, а металл — к плюсу. Осуществляется пониженное введение тепла в металл. Место расплавления узкое и глубокое.
- Во втором случае электрод подключается к плюсу, а металл — к минусу, происходит пониженное введение тепла в изделие. Место расплавления широкое, но не глубокое.
При выборе сварки необходимо учитывать, что элемент сети, подключенный к плюсу, нагревается больше. На прямой полярности варят толстый металл, а на обратной — тонкий.
https://youtube.com/watch?v=GrVBaIZ3ddE
Советы для «чайников»
- не пренебрегать средствами защиты;
- перед выполнением работы стоит потренироваться для предотвращения ошибок;
- сварку нужно выполнять с минимальной рекомендованной величиной силы тока;
- не забывать отбивать шлак;
- для уменьшения деформации изделия нужно закрепить детали в процессе сварки;
- соблюдать инструкции и рекомендации.
Помимо того, что сваркой можно соединять детали, ею можно и разрезать их. Для этого необходимо увеличить силу тока и отрезать деталь или уголки. Только ровно это сделать не получится.
Применяя это руководство, можно постепенно улучшать свои навыки и в дальнейшем без проблем пользоваться инверторной сваркой. Главное в этом деле — практика.
https://youtube.com/watch?v=Gc48nLTwTDg
Если требуется варить трубы системы отопления
Перед тем как варить трубы системы централизованного отопления, рекомендуется обратиться в управляющую компанию с заявлением о необходимости временного отключения подачи воды. В противном случае существует риск разрушения магистралей и травмирования сварщика жидкостью, нагретой до +50°…+60°С.
Если владелец квартиры имеет навыки ведения сварочных работ, то ремонт системы отопления производится по описанной выше технологии заделки трещин и свищей. Следует учесть, что чугунные или биметаллические теплообменники заварить в домашних условиях невозможно. В этом случае необходимо вызвать аварийную бригаду, сотрудники которой временно отключат подачу воды и снимут поврежденный радиатор.
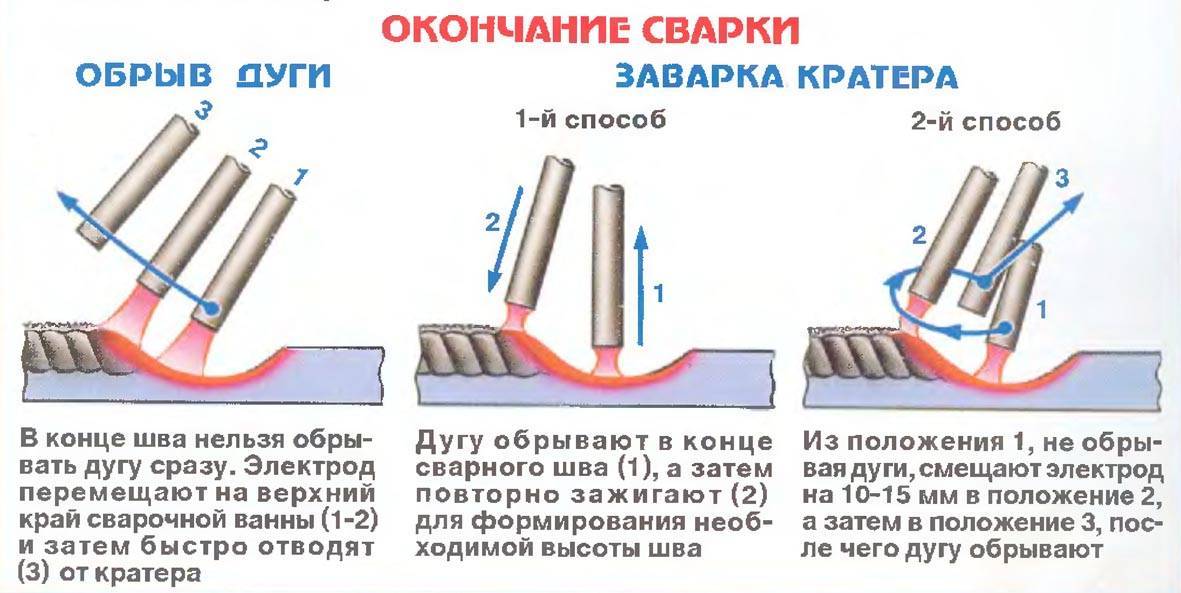
Способы сварки
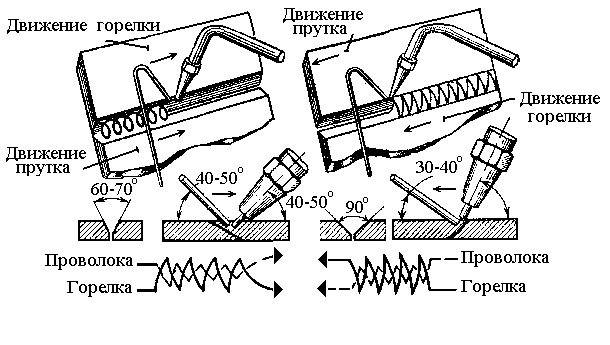
Когда речь идет об ацетиленовой варке, то говорят о двух ее основных видах, имеющих условные названия «на себя» и «от себя».
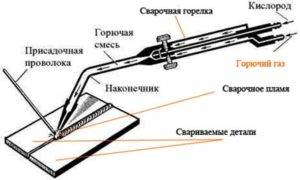
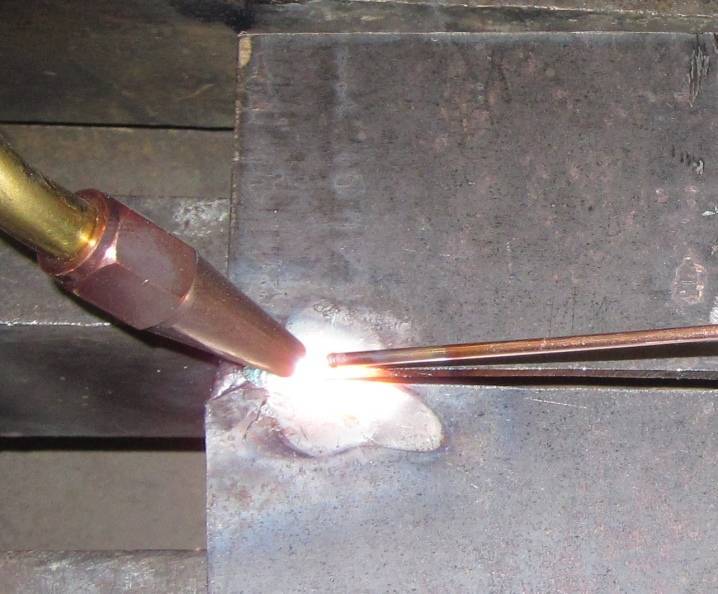
Метод «на себя» предполагает, что горелка перемещается сварщиком первее присадочной проволоки, разогревая тем самым сварочную ванну до нужного температурного уровня. Пламя должно подаваться под углом 45°. Горелку нужно вращать кругами вдоль шва, а присадка тем временем должна следовать за пламенем и продолжать движение в зоне сваривания.
Когда процесс идет «от себя», проволока размещается перед пламенем. Здесь металл плавится одновременно с присадочным стержнем, поэтому материалы целиком заполняют собой сварную ванну
Здесь важно добиться, чтобы металлы смешивались равномерно, так как если их взаимопроникновение будет слабым, то шов получится низкого качества. Чаще всего этот метод применяется, когда нужно соединить детали из толстого металла
Способы сварки
То, насколько хорошо смешались металлы, трудно понять визуально, так как некрасивые швы могут быть и у очень прочных соединений, а красивые — у не особенно надежных. Поэтому стоит делать как можно меньший зазор между заготовками, а также проводить для большего уменьшения пространства между зазорами прихватки, тогда в качестве шва не будет сомнений.
Электродуговое сваривание
При сварке газовых труб электросваркой работы начинают с подготовки кромок. Их выравнивают болгаркой под прямым углом. Заусенцы зачищают напильником. Если стенки толще 3 мм, проводится разделка кромок под углом до 60°. Со стыков удаляют ржавчину, грязь, затем приводят обезжиривание.
Перед проходом шва детали прихватывают в нескольких местах плавящимися электродами в несколько проходов:
- тонкие стенки 3 мм варят за один раз;
- до 6 мм – в два слоя;
- более 6 мм толщиной – в три и более.
Поворотный стык проходят за один прием полностью, для работы применяют специальные вращатели. При затрудненном доступе шов варят фрагментарно, заполняя весь стык расплавленным металлом. Финишный слой делают сплошным, стыки сварочных соединений привариваются внахлест.
 Электродуговую сварку проводят при небольших объемах
Электродуговую сварку проводят при небольших объемах
Основные сложности сварки под давлением
Проблемы, возникающие при сварке водопроводных труб без остановки подачи жидкости:
- Подача воды приводит к постоянному отводу тепла из сварочной ванны, что ухудшает адгезию расплава с основным материалом. Быстрое затвердевание ванны не позволяет расплаву заполнить зазор между сопрягаемыми поверхностями.
- Образующийся при нагреве жидкости пар ухудшает видимость рабочей зоны и насыщает расплав пузырьками воздуха. Полученный шов обладает пониженными механической прочностью и устойчивостью к коррозии.
- При ремонте труб, расположенных на расстоянии более 1800-2000 мм от поверхности пола, вода заливает одежду и инструмент, что приводит к утечке напряжения. Из-за его низкого значения удар током не наносит вреда здоровью человека. Стекающая по электроду жидкость препятствует розжигу дуги, которая гаснет из-за естественной дрожи руки сварщика.
Материалы и оборудование
При газовой сварке применяются материалы:
- Кислород. Обеспечивает процесс горения.
- Горючее вещество (газ). Используются ацетилен (чаще всего), пропан, метан, пары керосина. Для соединения труб из цветных металлов или легированной стали применяют аргон.
- Присадочный материал – сварочная проволока. Ее состав зависит от состава свариваемого материала.
- Флюсы. Смеси веществ для предотвращения окисления металлических поверхностей, применяются при сварке чугунных и медных труб, а также деталей из легированной стали.
 Примерная стоимость сварочного флюса на Яндекс.маркет
Примерная стоимость сварочного флюса на Яндекс.маркет
Оборудование для газосварочных работ:
- Баллоны с кислородом и горючим веществом.
- Горелка.
- Газовые редукторы для регулирования давления на выходе газа из баллона.
- Генератор ацетилена (если ацетилен не в баллоне).
 Примерная стоимость газовых редукторов на Яндекс.маркет
Примерная стоимость газовых редукторов на Яндекс.маркет
Оборудование и материалы для сварки труб
Материалы для сварки – это электроды и обмазки. Электроды бывают плавящиеся и неплавящиеся. Обмазки защищают свариваемый шов от окисления и шлаков. Сварочное оборудование очень разнообразно по номенклатуре, назначению и стоимости. Оно различное для электросварки и газовой сварки. Для электросварки — это сварочные аппараты, сварочные инверторы, держатели электродов и проволоки, кабели для подключения и для заземления, всевозможные соединители кабелей и клеммы.
Для газовой сварки необходимы баллоны с кислородом и ацетиленом, газовые горелки, газовые редукторы, приборы для контроля давления, обратные клапаны, ниппели, шланги, различные патрубки. Обратный клапан и предохранительный затвор защищают газовый баллон от проникновения пламени. Ниппель представляет собой переходник с резьбой для соединения шлангов.
При автоматической или автоматизированной сварке более точно выдерживаются нормы расхода электродов. Для защиты самого сварщика необходимы защитные маски, специальные очки, фуражка с козырьком, рукавицы и спецодежда. Все сварочное оборудование должно регулярно проходить планово-предупредительные ремонты (ППР).
Что необходимо для пайки труб из меди
Пайка медных труб, своими руками выполнить которую совсем несложно, не требует дорогостоящего оборудования и каких-то особых материалов. Для того чтобы правильно ее осуществить, вам понадобятся следующие приспособления.
Горелка, за счет которой станет выполняться нагрев припоя и участка труб, где будет выполняться их соединение. В такую горелку подается, как правило, газ пропан, давление которого регулируется при помощи сварочного редуктора. Специальное приспособление для резки медных труб. Так как изделия из этого металла являются очень мягкими, резать их следует достаточно нежно, чтобы не помять стенки. На современном рынке предлагаются труборезы различных моделей, отличающиеся и своей функциональностью, и техническими возможностями
Конструкция отдельных моделей таких приспособлений, что важно, позволяет использовать их даже для работы в труднодоступных местах. Труборасширитель — это устройство, позволяющее расширить диаметр медной трубы, что необходимо для того, чтобы более качественно выполнить пайку. В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
В различных системах, монтируемых из медных труб, используются элементы одного сечения, и для того, чтобы качественно соединить их, необходимо незначительно увеличить диаметр одного из соединяемых элементов
Именно такую задачу и решает такое приспособление как труборасширитель.
Набор для развальцовки медных труб
Приспособление для снятия фасок с торцов медных труб. После обрезки на торцах деталей остаются заусеницы, которые могут помешать получить качественное и надежное соединение. Чтобы удалить их и придать торцам труб требуемую конфигурацию, перед пайкой как раз и используется фаскосниматель. На современном рынке предлагаются приспособления для снятия фасок двух основных типов: помещенные в круглый корпус и изготовленные в виде карандаша. Более удобными в эксплуатации, но и более дорогими являются круглые устройства, которыми можно обрабатывать мягкие медные трубы диаметром не более 36 мм. Чтобы правильно подготовить медные трубы к пайке, необходимо удалить с их поверхности все загрязнения и окислы. Для этих целей используются ершики и щетки, щетина которых изготовлена из стальной проволоки. Обычно выполняется пайка медных труб твердым припоем, который может быть высоко- и низкотемпературным. Высокотемпературный припой — это медная проволока, содержащая в своем составе около 6% фосфора. Плавится такая проволока при температуре 700 градусов, в то время как для низкотемпературного его вида (проволока из олова) достаточно и 350 градусов. Технология пайки медных труб предполагает использование специальных флюсов и паст, которые выполняют защитную функцию. Такие флюсы не только защищают формируемый шов от образования в нем воздушных пузырьков, но и значительно улучшают сцепление припоя с материалом труб.





Кроме флюса, припоя и других основных элементов, для выполнения пайки труб из меди понадобятся и дополнительные инструменты, найти которые можно в каждой мастерской или гараже. Чтобы паять или варить изделия из меди, дополнительно приготовьте:
- обычный маркер;
- рулетку;
- строительный уровень;
- небольшую кисточку с жесткой щетиной;
- молоток.
Перед началом работ важно также решить, как паять медные трубы. Основных вариантов может быть два: пайка меди твердым припоем (используется реже) и применение припоя мягкого типа
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя
Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
При решении этого вопроса важно исходить из того, что существуют требования по использованию того или иного типа припоя. Так, припои твердого типа используются для пайки элементов холодильных агрегатов и кондиционеров. Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку
Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае
Во всех остальных случаях (системы водоснабжения, отопления и др.) можно использовать оловянную проволоку. Но какая бы технология не была выбрана, следует помнить, что флюс необходим в любом случае.
Ершики для зачистки внутренней поверхности медной трубы перед пайкой
Требуемые расходные материалы
Трудоемкость процесса зависит от толщины листа. Профессиональные навыки сварщика и надежный сварочный аппарат будут бесполезны при использовании некачественного присадочного материала. Главный показатель проволоки – низкая температура плавления. При этом будет плавиться только присадка, а не сталь. Это придает сварочному процессу характерные признаки пайки. CuSi₃ – наиболее известная проволока из медно-кремниевого сплава. Процентное содержание меди может достигать 97%. Ее основное предназначение – сварка меди, но она прекрасно подходит для оцинковки. Конечная прочность соединения не очень высока, зато легко поддается обработке.
Помимо вышеуказанной проволоки при сварке оцинковки применяют другие виды:
- ОК Autrod 19.30. Продукт концерна ESAB, специально разработанный для работы с оцинковкой. В состав входят кремний, марганец и сера, повышающие качественные характеристики соединения.
- CuSi₂Mn. Позволяет получить высокопрочное соединение благодаря содержанию марганца. Высокая прочность затрудняет последующую обработку поверхности.
- CuAl8. Проволока предназначена для сварки металла, защищенного цинк-алюминиевым сплавом.
Какие электроды выбрать
Существует несколько видов электродов с рутиловым или основным покрытием, подходящих для работы с оцинковкой:
- УОНИ13/55;
- ДСК50;
- ОЗС4;
- АНО4;
- МР3;
- АОНИ13/45.
Выбор электродов зависит от типа материала. Например, для сварки оцинкованного листа из низкоуглеродистого металла лучше использовать рутиловые электроды ОЗС4 или МР3, а соединение низколегированного металла предусматривает использование материалов с основным покрытием – УОНИ 13/55 или ДСК50.
Способы сваривания
Существует два вида сварки: «на себя» и «от себя». В первом случае горелка движется первой, разогревая до необходимой температуры сварочную ванну, а за ней присадочная проволока. При этом необходимо, чтобы пламя горелки подавалось в зону сваривания под углом 45°. Горелка должна двигаться кругами или полукругами вдоль шва, присадка должна поспевать за пламенем и двигаться внутрь сварной зоны.
Во втором случае, наоборот, перед горелкой движется присадочный стержень. Обычно таким способом сваривают заготовки из толстого металла. Потому что сам процесс расплавления основного металла и присадки происходит одновременно, и смешанный расплавленный металл полностью заполняет сварную ванну
Но самое важное при таком способе соединения необходимо добиться равномерного смешивания двух металлов. Если взаимное проникновение будет слабым, то и шов получится некачественным.
Кстати, взаимопроникновение металлов, по-научному пенетрация, может выглядеть чисто внешне некрасиво, но при этом прочность соединительного шва будет максимально высоким. И, наоборот, красивый шов не обеспечивает высокое качество сварного соединения. В этом случае красота может оказаться обманчивой. Но чтобы результат был гарантированно качественным, необходимо устанавливать зазор между заготовками по минимуму, а также проводить предварительные прихватки с той же целью – уменьшение зазора.
Выбор режимов
Для увеличения качества шва и его герметичности в зависимости от материала необходимо знать некоторые секреты профессиональных газосварщиков.
Высокоуглеродистые стали с помощью ацетиленовой сварки варят очень редко. А вот низкоуглеродистые, конструкционные стали – это область применения газосварки.
При этом достигаются хорошие результаты при любом пространственном положении шва. Средняя мощность горения не должна превышать 120 кубических дециметров в час.
Лучшим будет способ ведения горелки от себя. Присадку надо использовать из низкоуглеродистой стали, но можно оббивать электроды для электросварки. При расплавлении металла, из него выходит кремний, марганец и образуется крупнозернистое строение стали. Проволока из СТ.2, с содержанием кремния меньше 1%, марганца 1,1% обеспечит однородный, по структуре шов.
Легированную сталь не рекомендуется варить с помощью ацетиленового метода. При сильном нагреве происходит деформация деталей, поэтому при сваривании некоторых марок стали, необходимо выполнять следующие рекомендации.
Для соединения низколегированных сталей необходимо использовать флюсы. Сварка ацетиленом осуществляется нормальным пламенем. Горелка должна работать на низкой мощности, подавая слабое пламя, если сваривают с сталь с высоким содержанием хрома и никеля.
Для соединения жаропрочных сталей применяется присадка с содержанием 21% никеля и хрома 25%. Сварить сталь с высокой стойкостью к образованию коррозий будет проще, если использовать проволоку с содержанием никеля, хрома и молибдена.
Как варить трубы электросваркой своими руками: технология работ и подсказки экспертов
Построить дом – одно из обязательных испытаний для настоящего мужчины. Между тем такой проект – это не столько возведение «коробки», как превращение ее в жилое помещение
Самой важной составляющей из «начинки» дома являются коммуникации. Провести их правильно – целая наука
Важен не только грамотный выбор конструкций, а и верное их соединение. Хотите узнать, как варить трубы электросваркой, и какие технологии такого крепления существуют? Начнем.
О технологии
На чем базируется технология сварки труб электросваркой? Процесс этот – высокотемпературный. Для работ понадобится специальный аппарат и электроды, благодаря которым становится возможным образование электрической дуги, идущей от стержня к кромке соединяемых изделий. В результате плавится материал всех соприкасающихся элементов, образовывается так называемая «сварочная ванна», представляющая собой своего рода «котел», в котором все металлы смешиваются и становятся единым целым.

Проводите все работы в специальной маске, чтобы уберечь глаза и лицо от ожогов
Масштабы этой ванны разнятся и зависят от таких факторов, как размеры и форма конструкций, режим сварки, нюансы управления дугой и др. В среднем можно ориентироваться на такие параметры: длина -1-3 см, ширина – 0,8-1,5 см, глубина – до 0,6 см. Материал электрода особый – образующий газовую среду над соединением. Тем самым вытесняющий воздух из ванны, уберегающий расплавленный материал от взаимодействия с кислородом. На месте шва появляется шлак, также уберегающий горячий металл от вступления в реакцию с воздухом.
Как вы поняли, в процессе данных работ воздух выступает в качестве вредителя, так что берегитесь его. По окончании действия электрической дуги металл кристаллизируется, превращаясь в шов, объединяющий два элемента в один. Лишний шлак над соединением за ненадобностью удаляется.
Техника сварки труб электросваркой не тяжелая, но интересная. Теперь обсудим, как правильно варить трубу электросваркой самостоятельно – своими силами.









Схема сваривания
Классификация соединений
Нами ведь рассматривается электросварка труб для начинающих, поэтому важно познать все нюансы технологии. Начнем с видов соединений
Они бывают такими:
- встык;
- втавр;
- внахлест;
- в угол.
Сварка труб отопления электросваркой зачастую производится встык. Для такого типа соединения осуществляют провар края конструкций по всей толщине. А как сваривать трубы электросваркой внахлест? Согласно такой методике элементы накладываются друг на друга. При этом ширина соединения не должна быть меньшей, чем показатель, равняющийся удвоенному числу толщины стенок конструкции. Как сварить две трубы электросваркой втавр? Метод проще названия: соединяемые конструкции размещают перпендикулярно.

От качества труб также многое зависит. Покупайте изделия в проверенном месте, выбирая марки, пользующиеся доверием среди опытных сварщиков
У швов также есть классификация. Они бывают:
- нижними;
- горизонтальными;
- потолочными;
- вертикальными.
Наиболее удобным и востребованным домовладельцами швом является нижний, располагаемый под электродом – внизу. В таком случае сварка производится попросту сверху соединения. Горизонтальный шов делают, когда трубы установлены вертикально, соединение выполняется сбоку трубы, расположенной отвесно. Вертикальный шов получается в местах горизонтального крепления изделий. И четвертый – потолочный тип соединения появляется, когда электрод во время сварки расположен снизу – над головой исполнителя.
Для нижнего положения лучше использовать поворотные швы, для конструкций с малым диаметром – непрерывные, для изделий с большим диаметром – прерывистые.
Это важно знать! Во время работ следите за углом наклона. Он не должен превышать 45 градусов по отношению к горизонтали, иначе внутренняя часть конструкции засорится отходами наплывов
Так выглядит готовый потолочный шов
Выбор основных и присадочных материалов, термообработка
Для групп материалов, указанных в п. 1.1.1, выбор основных и присадочных материалов при сварке сталей производится по табл. 1.7. Свойства (химический состав и параметры прочности) приведены в табл. 1.8. Параметры сварки стального литья соответствуют параметрам сварки стали. Сварку серого чугуна производят с предварительным подогревом или до 250 °С («полугорячая сварка»), или до 600 °С (горячая сварка); скорость нагрева и охлаждения 50 °. Присадочный материал — сварочный пруток из аманита (серого чугуна, Ó в = 30 кгс/мм2, твердость НВ 200, температура плавления 1200 °С), диаметром 4, 5, 6, 8, 10, 12 мм (изготовитель — предприятие по сварочной технике, Эйзенах). Наиболее интересными (в аспекте газовой сварки цветных металлов) являются прежде всего алюминий и его сплавы. Присадочные материалы можно выбрать по TGL 14908, флюсы — по TGL 14709, лист 2, F-; подготовка соединений — по TGL 14906, листы 1 — 5.