

Разъемное соединение
Таким способом трубы фиксируются в том случае, если в дальнейшем может понадобиться демонтаж или применение сварки невозможно, ну или нецелесообразно. Конечно такое крепление не так надежно как сварка, но все же оно имеет свои плюсы:
- Экономия – не требуется приобретать дополнительное оборудование.Быстрый монтаж – трубопровод собирается практически за пару часов.Разъемные соединения проводятся там, где проведение сварки недоступно, например, под водой.
На заметку!
Соединение в раструб в основном используется для монтажа самотечного трубопровода, например, для канализации. Соединение с помощью фитингов по надежности похожа на сварку, поэтому его можно использовать и для монтажа водопровода.
Итак, для системы в которой жидкость транспортируется самотеком используется один из двух, самых простейших способов:
- В раструб – один конец трубы вводится в раструб предыдущей, а для герметичности применяются резиновые или силиконовые уплотнители.Фитинговое или фланцевое – трубопровод соединяется с помощью специальных деталей.
Видео описание
В этом видео показано, как провести фитинговое соединение
Крепёж Гебо
Один из популярных способов выполнить соединение труб без сварки и резьбы – это крепёж Гебо. Он хорошо подходит для стыковки как однородных, так и для труб из различных материалов, например, для соединения чугунных и стальных труб с пластиком, или между собой.
По сути, это зажимной фитинг, который бывает одно- и двухсторонний (более распространённый). Одна из разновидностей Гебо изготавливается в форме тройника, с помощью которого можно делать как соединения, так и переходники. Крепёж состоит из корпуса, зажимного кольца, уплотнения по бокам, а также конусной гайки, которая и сжимает все части между собой.
Такую систему достаточно просто монтировать, даже если нет опыта слесарных работ:
- Необходимо зачистить наждачкой будущие места стыка.
- Далее нужно надеть гайку и кольца в определённой последовательности: зажимное, прижимное и уплотняющее.
- Затем надевается само крепление Гебо и зажимается гайкой.
Применение крепежа Гебо Источник yandex.net
Как соединить пластиковую трубу с металлической без резьбы
Рассмотренные выше соединения основывались на том, что к пластиковой трубе припаивался или крепился каким-либо способом фитинг, имеющий резьбу для соединения с металлической деталью, имеющей ответную резьбовую часть. Данная технология является общепринятой и обеспечивает высокое качество, герметичность, и прочность соединения, ее единственный и основной недостаток – невозможность стыковки с трубами, имеющими гладкую поверхность. Следует отметить, что непосредственно соединить пластиковую трубу с железной без резьбы при прокладке любого вида инженерных коммуникаций невозможно, для их сопряжения разработана технология с применением электросварных муфт и переходных элементов НСПС.
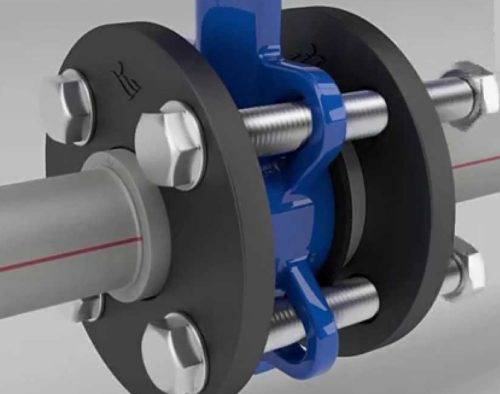
При прокладке трубопроводных магистралей большого диаметра промышленного назначения используется стыковка разнородных трубных участков с помощью фланцев, к примеру фланцевое соединение металлической трубы с полиэтиленовой или полипропиленовой. Для его реализации к стальным трубам приваривают фланцы, а к пластиковым специальные бурты. За бурт предварительно перед сваркой устанавливается ответный фланец. Стыкуется узел при помощи болтов, которыми стягиваются фланцы.
Рис. 9 Соединение с помощью хомутов – примеры
Соединение пластиковой трубы с металлической без резьбы можно провести следующими полукустарными методами, не гарантирующими приемлемое качество стыка:
При помощи хомутов. Метод довольно прост, пластиковая труба обычно из сшитого полиэтилена одевается на стальную и зажимается стальным хомутом, помещенным на ее наружную оболочку, при помощи прижимного винта. По технологии этот способ напоминает подсоединение труб из сшитого полиэтилена, используемых при укладке теплых полов, к коллектору, имеющему безрезьбовые входные металлические штуцеры.
Если стальная и полимерная труба имеют приблизительно равные диаметры, можно вставить внутрь полимерной стальную гильзу для увеличения прочности ее стенок и соединить обе трубы сверху стальным накладным хомутом, прижав его четырьмя винтами. Правда при данном методе соединения придется хорошо подумать о герметизации стыка.
Переходных муфт. Переходные муфты из достаточно прочных и эластичных обрезков полимерных труб можно использовать как кустарный способ стыковки двух элементов. Для этого в отрезок муфты, имеющий внутренний диаметр стыкуемых полимерной и металлической деталей, вставляются обе соединяемых элемента и прижимаются по краям накладными хомутами.
Рис. 10 Gebo – внешний вид и принцип работы
Фитинга Gebo. Одна из новейших разработок зарубежных специалистов – компрессионный фитинг Gebo, предназначенный для состыковки двух отрезков металлических труб одинакового диаметра, подходящего к внутреннему размеру Gebo. Отличительная особенность Gebo – наличие в конструкции компрессионной муфты уплотнительного резинового кольца, которое исключает протечки. Хотя данный фитинг по инструкции не может осуществлять сопряжение металла и пластика, теоретически жесткая ПП-труба с внутренней прослойкой из стекловолокна или алюминия может быть надежно и герметично состыкована с металлической при одинаковом размере их внешних диаметров.
Поэтому применение фитинга Gebo довольно грамотный ответ на вопрос, как соединить металлическую трубу с полипропиленовой, когда обе детали имеют гладкие стенки и одинаковые размеры в окружности.
Сварка встык с использованием нагретого инструмента
Данная технология монтажа применяется многие годы для монтажа труб из полиэтилена, диаметр которых 63 мм или же более.

Трубы, подготовленные к пайке в стык
Итак, рассмотрим как соединить полиэтиленовые трубы:
- Концы деталей, которые подлежат соединению, или (и) труб, подлежащих свариванию, устанавливаются в центраторе машины для стыковой сварки. Торцы труб после фиксации и выравнивания очищают от пыли и грязи чистой салфеткой из х/б ткани. После этого свариваемые поверхности, используя торцующее устройство, подвергают механической обработке.
- Получив равномерную стружку, толщина которой не более 0,5 мм, производится извлечение торцующего устройства и проверка взаимной параллельности труб. При наличии между свариваемыми поверхностями зазора, который превышает допустимое значение, повторно проводится операция торцовки.
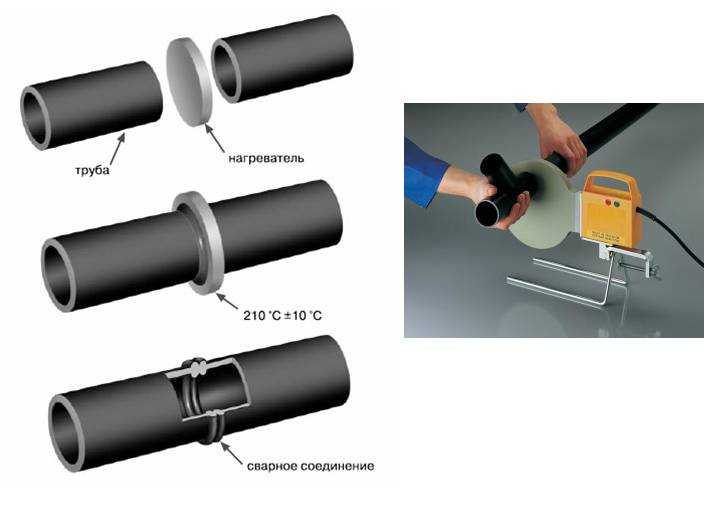
- После чего производится нагрев торцов деталей, подлежащих соединению, или (и) свариваемых труб при помощи нагревательного инструмента с антипригарным покрытием на поверхности. После окончания нагрева и оплавления торцов поверхности, которые подлежат свариванию, разводят, и нагревательный элемент извлекают из зоны сварки.

Трубы с нагревательным элементом
- Свариваемые поверхности в течение небольшого промежутка времени смыкают, а затем начинают равномерно поднимать давление прижима до необходимого значения. Свариваемый шов с данным давлением выдерживают необходимый промежуток времени, в течение которого стык охлаждается.
Совет от профессионала: По высоте, ширине, образованному шву и внешнему виду грата можно судить о том, насколько качественно сварное соединение.
Виды полиэтиленовых труб:
В настоящее время в России производятся несколько видов полиэтиленовых труб различающихся между собой по области применения и, соответственно, внешнему виду:
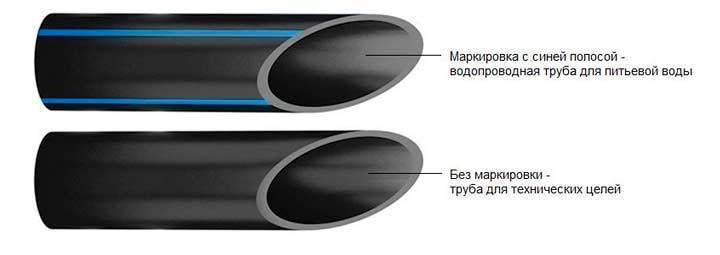
1. Это трубы используемые при строительстве систем водоснабжения, у таких труб на внешней стороне имеется обозначение в виде нескольких продольных синих полосы. Полиэтиленовые трубы для воды изготавливаются по ГОСТ 18599-2001. Предназначены они для транспортировки питьевой или технической воды с максимальной температурой 40ºС и рабочим давлением от 6 до 16 атмосфер.
Полиэтиленовые трубы для воды
2. Это газовые Полиэтиленовые трубы. Обозначаются такие трубы желтыми продольными полосами. Выпускаются они по ГОСТ Р 50838-2009. Такие трубы могут использоваться под любые виды жидких газов с давлением от 3-х до 12-ти атмосфер.
Характеристики
Гофрированную трубу армируют при помощи стальной проволоки, она делает ее более прочной.

Внутренняя оболочка двустенных изделий может быть гладкой из ПВД и гофрированной из ПНД. Благодаря этой конструкции, труба обладает высокой кольцевой жесткостью и способна выдержать большую нагрузку.
Двустенная ПНД труба имеет гладкую внутреннюю поверхность, что значительно облегчает монтажные работы для кабеля.
Каждое изделие обладает своими особенностями и имеет свой диаметр.

К примеру, труба ПНД 63 имеет большую стойкость к воздействию бактерий, чем остальные.
Труба другого типа — Труба ПНД 110 мм— морозостойкая, не требующая дополнительных утеплительных мероприятий.
Труба ПНД 160 монтируется с помощью полиэтиленовых фингов.
Трубы ПНД 32 в основном соединяют с использованием сварки. Нужно учитывать, что труба ПНД 50 или другая по размеру должна быть одной марки.









Отдельные участки гидромагистрали могут сочленяться 2 способами:
- разъемный;
- неразъемный.
Неразъемный способ соединения чаще применяют, если планируется подача воды в нее под давлением.
Фрагменты трубопровода крепятся механической или электрогидравлической сваркой.

При монтаже самотечной системы создаются разъемные трубопроводы. Например, в канализации, куда вода не поступает под давлением. Также разборный способ используется при сборке устройств с малым сечением.
Разъемное соединение труб бывает фланцевое, муфтовое, цанговое обжимное, имеется в виду используя фитинги.
Также монтирование соединительных запчастей производят в предполагаемом месте ремонтных работ, где подключаются дополнительные элементы или наблюдается смена конфигурации.
Разновидности элементов
Фитинги, используемые для сборки элементов в единую сеть, бывают разных видов. Для их изготовления используют полипропилен, а также они могут быть латунными.
В связи с применением они делятся на категории:
Компрессионные фитинги используются для соединения труб ПНД одинаковых диаметров;
- Собирание трубопровода из труб с различным сечением;
- При создании разветвления, соответствующего общей схеме водопровода;
- При стыковке труб ПНД с различной арматурой;
- При выполнении магистральных поворотов;
- При установке заглушки.
Чаще применение этих соединительных элементов используется в разборных конструкциях, но имеются разновидности, которые применяются для создания цельной сети — электросварочные или сварные фитинги.
Виды фитингов
По особенности конструкции фитинги бывают нескольких видов:
- Соединительная муфта для ПНД труб. Они подразделяются на равнопроходную (для участков с одинаковым сечением), фланцевую( с толстыми водопротоками), и компенсационную (соединение магистралей разных по диаметру).
- Отводы. Применяются при формировании поворотов.
- Переходники. Используются при присоединении арматуры различных видов или участка трубы другого по материалу.
- Тройник и крестовина. Применяют при создании разветвлений.
- Заглушка. Применяется для перекрывания воды или газа, поступающих в систему.
Варианты установки
Технологически можно соединить трубы ПНД без сварки либо используя специальный сварочный аппарат. У обеих методик есть свои достоинства и недостатки, рассмотрим преимущества каждого метода крепления.
Холодная сварка или прессовка является самым простым вариантом, это очень дешевый и доступный метод, который выполняется посредством использования специальных муфт. Такая технология используется в основном для трубопроводов больших диаметров – от 20 до 300 мм. Компрессионные фитинги под холодную сварку имеют следующие плюсы:
- Простота использования;
- Большой выбор размеров;
- Обеспечение плотного соединения с высокими показателями герметизации.
Но прессование преимущественно используется только для крепления ненапорных водопроводных соединений. У пластиковых труб относительно небольшая жесткость, за счет чего при сильном внутреннем давлении шов может просто разойтись, в отличие от сварочных креплений, которые считаются «мертвыми».
Классическая сварка, или как принято говорить, пайка труб ПНД может выполняться электромуфтовым методом либо для её осуществления используется определенный аппарат для сварки. Электромуфты представляют собой очень практичный метод соединения металлических газовых труб, а также пластиковых коммуникаций водоснабжения. На свободный участок отвода устанавливается муфта определенного диаметра, после чего в неё задвигается второй отрезок трубы. Такая пайка еще называется стыковая, из-за того, что для осуществления максимально прочного и плотного крепления нужно установить части трубопровода очень плотно с минимальным зазором.
Фото – фитинги
Муфтами удобно работать на больших диаметрах, но это не самое лучшее решение для отводов под умывальник или коммуникаций отопления. Но зато фланцевые ПНД-соединения при необходимости можно снимать и производить срочный ремонт.
Фото – стыковая
Ручная пайка труб производится посредством использования паяльника, для неё требуется специальное оборудование для организации ПНД соединений. Для произведения таких работ очень важна температура нагревательных элементов и время выдержки
Обратите внимание, что эти параметры выбираются исходя из технических характеристик паяльного устройства, толщины ПНД и диаметра отводов
Достоинства методики:
- Это наиболее долговечный и надежный вариант. За счет осуществления неразъемного крепления, может использоваться как для напорных ГБН, так и для ненапорных соединений запорной арматуры;
- Фланцевые соединения могут использоваться как при креплении наружной системы, так и при установке внутренних магистральных труб;
- Не требуется предварительное обучение. Вполне достаточно просмотреть видео и прочитать нормативы СНиП, где подробно указывается, как производить обрезку, установку и крепление.
Но к недостаткам относится то, что соединение при необходимости нельзя снять. Несмотря на все достоинства этого, иногда требуется открыть и прочистить трубу.
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.

Сварка при помощи электромуфты
4 Нормативная база сварки встык
Как видно из , до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб. ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы
Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!








ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут
Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Пред.
2
След.
Труба пнд водопроводная – размеры и цены
Если вам нужна напорная труба пнд, то по толщине она значительно больше, чем безнапорные изделия. Например, в случае самотечной канализации применяют трубы с показателями SDR от 26 до 41, а для слабонапорного водопровода малоэтажного здания вполне подойдут трубы — SDR 21-26.
Если есть необходимость в обеспечении высокого давления для магистрального водопровода или чтобы устроить канализационный напорный коллектор, показатели SDR должны быть не более девяти.
Выбирая трубы ПНД для проложения канализации, размер и цена будет зависеть от того, что изделие с большим диаметром и большей толщиной стенки будет стоить выше. Это касается и других ПЭ труб.
Способы монтажа
Монтаж полиэтиленовых магистралей может производиться разъемным и неразъемным методом. Выбор метода зависит от диаметра и требований к герметичности.
Сварка труб встык
Сварку встык производят только на изделиях с толщиной стенки не менее 3 мм, желательно 5 мм и более. Это очень распространенный, простой, дешевый и надежный способ стыковки. Применяется практически на трубах диаметром 50 мм и более (при меньших диаметрах недостаточна толщина стенки для сварки).
Разновидностью сварки является приварка встык всевозможных фитингов- переходников на металл для подсоединения узлов учета или точек водоразбора…
Неразъемное соединение
Неразъемные соединения применяются там, где требуются повышенные требования к герметичности соединений (например, газопроводах) и на больших диаметрах, где соединение через фитинги не совсем надежно. Для соединения больших диаметров это единственно возможный способ.
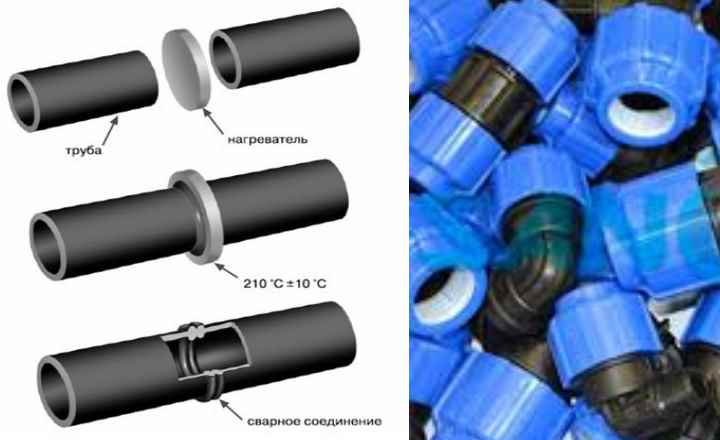
Трубы ПНД соединяются с помощью диффузионной сварки встык (и диффузионной приварки фитингов) и сварки при помощи терморезисторных муфт.
Сам способ пайки прост: трубы обрезаются, зачищаются, вставляются в муфту, муфта с нагревательными элементами подключается к сварочному аппарату и нагревается, внутренняя поверхность муфты и наружная трубной заготовки, они спаиваются в одно целое. Но совершенство стоит очень дорого – и несмотря на простоту метода, описывать детально его технологию мы не будем.
Разъемное соединение
Разъемное соединение с помощью фитингов и разъемных муфт применяют на диаметрах до 315 мм, желательно применять на небольших диаметрах – до 110 мм. На больших диаметрах из-за большой пластичности ПНД соединение получается менее надежным и может дать утечку. Способов разъемных соединений два: с помощью фитингов и муфт. Достоинства способа:
- быстрый и простой монтаж, доступный даже неспециалисту;
- доступная цена – муфты и фитинги не слишком дороги;
- высокая герметичность, достаточная даже для газопроводов;
- можно использовать в неудобных местах или при некоторых других сложностях (например, можно собрать трубопровод под водой).
С помощью фитингов
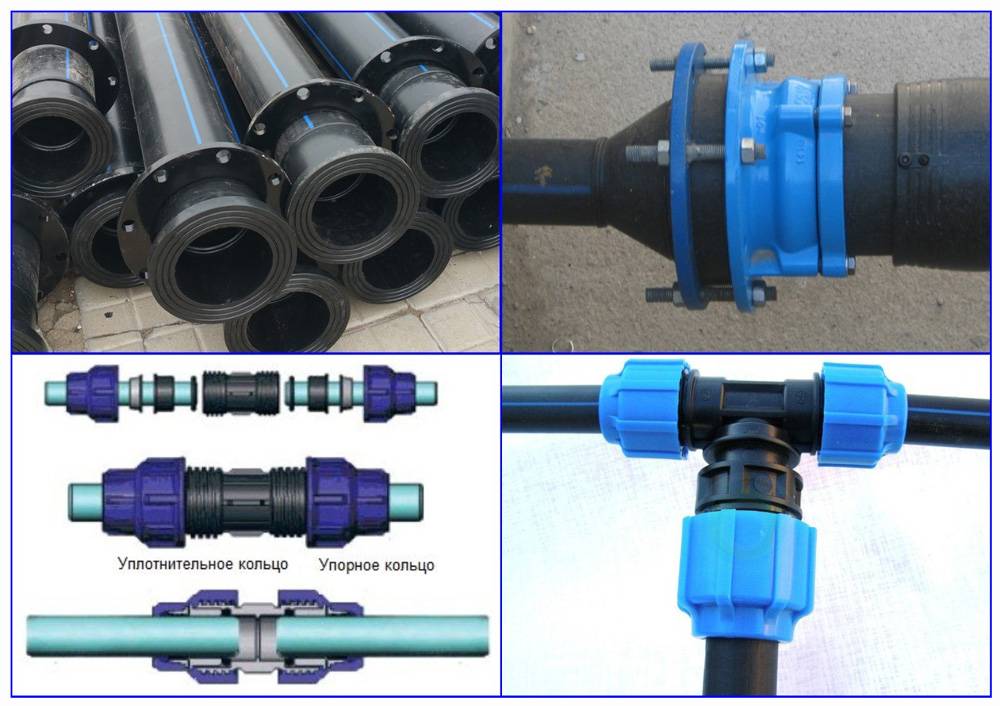
Фитинги бывают компрессионные, пресс-фитинги (напрессовочные), пуш-фитинги.
Сборка при помощи компрессионных фитингов производится очень просто, без особых инструментов и дает надежное разборное соединение. Фитинг состоит из цанги (корпуса с резьбой), упорных и уплотнительных колец, наружных обжимных гаек. Патрубок прочно зажимается между корпусом и обжимной гайкой, соединение герметизируется за счет пластичности ПНД и уплотнительного кольца.
Пресс-фитинги состоят из пресс-гильзы, корпуса, упорного и уплотнительного кольца. Соединение получается неразъемным, очень надежным и с высокой герметичностью. Такой метод используется для газопроводов и систем теплого пола. С помощью небольшого ручного пресса пресс-гильза обжимается, запрессовывает торец трубы на внутреннем уплотнительном кольце корпуса.
Пуш-фитинги – недавнее изобретение маркетологов. Позволяют очень быстро собрать систему вообще без инструментов. Получается неразъемное соединение, но фитинг проворачивается на патрубке – это соединение нельзя применять для газопровода, закрытых систем (теплого пола). Стоят дорого – дороже компрессионных, пресс-фитингов и разъемных муфт.
Муфтой
Не требующий особого оборудования способ соединения. Полиэтиленовые муфты бывают нескольких видов:
- по выполняемым функциям – соединительные (для одного диаметра), редукционные (переход с диаметра на диаметр), переходные – имеют с одной стороны патрубок с металлической резьбой для подключения кранов, смесителей, счетчиков, фильтров и соединения с трубопроводами из другого материала;
- по форме – прямые, угловые, тройники и т. д.
Следует упомянуть еще фланцевые соединения на трубопроводах диаметром не менее 50 мм. На торцы труб привариваются специальные муфты с резьбой, накручиваются фланцы. Такое соединение применяется при установке задвижек, вентилей, счетчиков.
Какой способ лучше
На выбор способа соединения влияет очень много факторов. Если речь идет о трубопроводах для дома, квартиры, участка, то обычно монтируются изделия диаметром до 50 мм, такие диаметры не свариваются, и остаются на выбор муфты и фитинги с практически одинаковыми свойствами. Выбор – за Вами.
Конструкции электромуфтовых сварочных аппаратов
Рассмотрим их на примере отечественного устройства «Трасса-М», сертифицированного в России, и получившего за 10 лет применения довольно высокую оценку специалистов по стыковой сварке ПНД-труб. Аппарат включает в себя следующие узлы:
- Источник питания током мощностью 4,5 кВА (при максимальном сварочном токе 48 А).
- Стабилизатор питания с автоматом защиты.
- Считыватель для определения штрих-кода присоединяемого фитинга.
- Сварочный кабель с двумя сменными наконечниками.
- Графический дисплей.
Электромуфтовый сварочный аппарат «Трасса-М» работает от сети 220 В. Перед включением устройства при помощи считывателя определяются характеристики фитинга, после чего вручную, либо автоматически в память устройства вводятся значения входного напряжения, которое будет подаваться на муфту. Для этого используется не оптический карандаш, а бесконтактный сканер, что даёт некоторые эксплуатационные преимущества, и снижает требования к тщательности оценки.
Соединяемые части трубопроводов размещаются строго вертикально, причём зона сварки должна быть надёжно укрыта как от влаги, так и от прямых солнечных лучей. Подготовленная муфта устанавливается на зону стыка и позиционируется в нужном положении (при обнаруженных овальностях трубы применяются накладки). Предварительно внешние и внутренние образующие трубопровода очищаются специальным раствором и просушиваются салфеткой. Режим функционирования аппарата не подбирается оператором, а устанавливается автоматически. В зависимости от результатов работы считывающего устройства. Контрольными параметрами являются:
- время нагрева, с;
- время охлаждения, с;
- диаметр трубы в месте стыка и диапазон температуры внешнего воздуха (оказывает влияние на продолжительность процесса остывания ПНД).
При нагреве образуется равномерная структура материала, устраняются минимально остающиеся (до 0,1 мм) зазоры в соединении, а протяжённость нагревательного элемента достаточна для надёжной работы трубопровода в течении 10 лет и более. Цена аппарата – около 105 тыс. руб.
Из зарубежной техники аналогичного предназначения стоит отметить установку Pegasus (Пегас) от английской фирмы Candervale Technology. «Пегас» представляет собой полностью автоматизированный аппарат для электромуфтовой сварки – при подключении внешнего питания дисплей определяет все внешние условия, необходимые для сварки, после чего предлагает подключить внешние разъёмы на муфте к клеммам источника тока. Процесс считывания штрих-кода аналогичен таковому для «Трассы-М». Используемый ток (20…25 А) несколько ниже, чем у предыдущего устройства, что объясняется потребностью в более мягком и равномерном прогреве стенок трубы. Цена вопроса – около 155 тыс. руб.
Как следует из изложенного, аппараты для электромуфтовой сварки при нерегулярном использовании целесообразнее арендовать, чем приобретать. Тем более, что приобретение самих муфт – также достаточно дорогое удовольствие: от 250 руб. за муфту диаметром до 25 мм, до 15000 руб. за муфту диаметром от 430 мм.
Кольцевая пила по дереву. Подберём любой размер
Бадья для подачи бетона. Особенности конструкций
Технология соединения труб пнд
В работе понадобится такой инструмент:
- ножовка по металлу или специальный инструмент для нарезания полиэтиленовых труб;
- конусовидный нож, чтобы обработать срезанный край;
- если воспользуетесь фитингами, тогда больше ничего не понадобится, но некоторые мастера советуют иметь разводной ключ, чтобы при затягивании соединений, не слишком плотно зажимать гайку. В противном случае зажимы могут не выдержать и лопнут или же пострадает прокладка-уплотнитель. Если же гайки недостаточно закреплены, то тогда пострадает герметичность каждого стыка.
Компрессионные фитинги для пнд труб. Особенности монтажа
При монтаже водопровода не обойтись без специальных соединений или фитингов. Они могут быть прямыми, чтобы соединить между собой 2 отрезка трубы и переходными, когда нужно соединить трубы разного диаметра. Кроме этого, фитинги помогут соединить трубопровод в нескольких направлениях, сделать нужный изгиб или угол, уменьшить или же наоборот, увеличить диаметр труб.
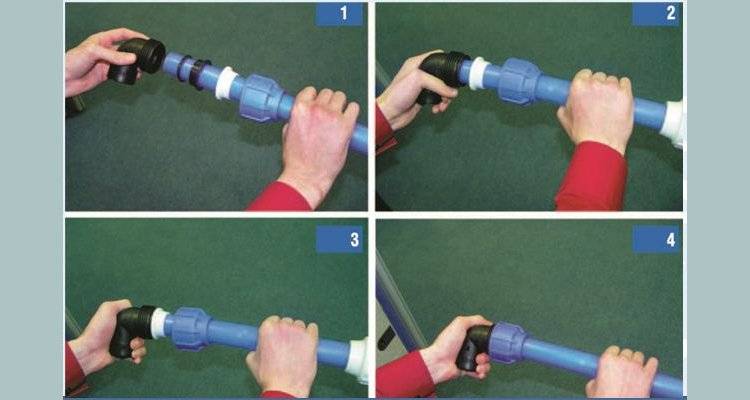
Монтаж трубопровода с фитингами выполняется в несколько этапов. Работа не сложная, поэтому справится даже новичок, не потребуется и наличие специальных инструментов.
Как выполнить монтаж:
- Подготовьте трубы, заранее просчитайте, сколько понадобится метров трубы для прокладки трубопровода.
- Фитинги открутите на 1-2 раза.
- Выполните разметку на рабочей поверхности, смажьте место стыковки мыльным раствором (можно просто обычной водой).
- Введите трубу в крепежный элемент до отметки. Проследите, чтобы отрезок трубы упирался в кольцо. Чтобы этого добиться, необходимо приложить чуть больше силы.
- Если на этом этапе хорошенько не постараться, то герметичность соединения не будет 100%.
- Затяните гайку до упора, чтобы не оставалось свободных витков на резьбе.

https://youtube.com/watch?v=4wC36soTX8k










Фланцевые соединения для пнд труб – один из способов монтажа водопровода из труб пнд, при котором если необходимо, собранный узел можно разобрать. Фланцевое соединение применяется для стыковки регулирующей и запорной арматуры. Для монтажа понадобится полиэтиленовая труба, металлическая втулка и свободный фланец.
Чтобы получить надежное соединение труб, используется другой метод: неразъемное или сварное соединение для пнд труб.
Выполняется 2-мя способами:
- Стык в стык.
- Соединение при помощи электрической муфты.
Сварка встык выполняется при помощи специального сварочного аппарата. При большом желании можно освоить технику стыкования, чтобы проложить водопровод самостоятельно, без привлечения специалистов.
Как соединить трубы стык в стык при помощи сварочного аппарата:
- Концы труб (при условии, что диаметр труб превышает 50 мм) нужно закрепить в специальных зажимах сварочного аппарата.
- Подвести к месту срезу нагревающую плиту.
- Подождать, пока пластика разогреется и достигнет температуры плавления.
- После этого нужно убрать плиту, а трубы сразу же состыковать друг с другом, прикладывая усилия.
- Подождать несколько секунд, пока швы остынут, после чего можно убрать зажимы и снять аппарат.
Что важно при этом методе:
- Материалы используются только одного диаметра, в противном случае ничего не получится.
- Толщина стенки – не более 5 мм.
- Работать можно на открытом воздухе, при температуре не ниже, +15 градусов и не выше 45 градусов.
- Сварочный аппарат работает от сети, он не потребляет много энергии, поэтому такой метод можно смело назвать самым экономным. Даже несмотря на то, что стоимость аппарата очень высокая, для того чтобы самостоятельно выполнить монтаж системы водопровода, аппарат можно взять в аренду.

Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.

Сварка при помощи электромуфты





