Пайка отопления полипропиленовыми трубами: основные правила
Соединение труб
Формат и качество современных материалов и оборудования позволяет осуществлять монтаж надежного водопровода своими руками. Подготовка к работам и сам технологический процесс должны соблюдаться также, как это делают профессионалы. Не забудьте правильно подключить холодный и горячий стояки. Технология включает следование следующим правилам монтажа:
Вне зависимости от типа используемого аппарата оборудование следует держать в рабочем режиме на весь период пайки. Необходимо учитывать, что между каждым соединением в бытовых условиях необходимо будет делать новые замеры, уточнять схему разводку и размеры отдельных элементов. Обычно на это уходит не более 5 минут;
Бытовой водопровод монтируется на место эксплуатации готовыми участками. Сам процесс пайки происходит в удобном месте, в нестесненных условиях. Насадки, подобранные под диаметр труб, следует одевать заранее, чтобы избежать получения ожогов. В аппарат следует вставлять и нагревать оба конца стыкуемых элементов одновременно;
Перед тем как будет осуществлен разогрев внутренней и внешней поверхностей полипропиленовых труб, следует определить глубину шва. Чтобы нанести риску моно воспользоваться свободной насадкой. Методика разметки применяется не только при соединении в попутном направлении, Полипропиленовые трубы обладают достаточной гибкостью, что обеспечивает создание достаточно адаптивных схем разводки. Поэтому риски наносятся обязательно при формировании стыков под углом.
Сваривание полипропиленовых труб происходит однократно. Если качество соединения неудовлетворительное, переделать шов будет невозможно. В этом случае часто обрезают неудачный участок стыковки, что создает перерасход материала
Поэтому крайне важно не торопиться, что не переделывать работу и не бегать в магазин за недешевыми трубами.
Самое главное и простое правило стыковки полипропиленовых элементов – надежное удержание трубок и фитингов до момента затвердевания после разогрева. Ввиду малых сроков остывания многие предпочитают пользоваться руками, что опять же повышает риски получения некачественного шва. Самый надежный способ удержания стыкуемых ППР частей заключается в использовании струбцины. В сочетании с соблюдением остальных правил такой подход обеспечит лучшее качество шва и герметичность всего водопровода в целом.
Технология сварки
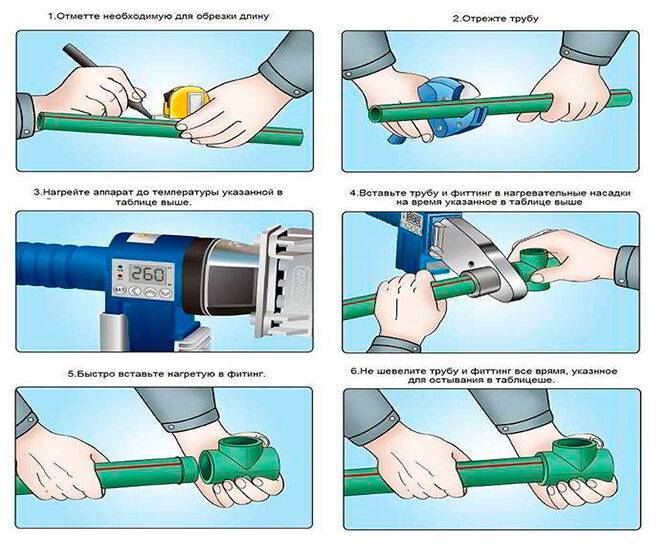
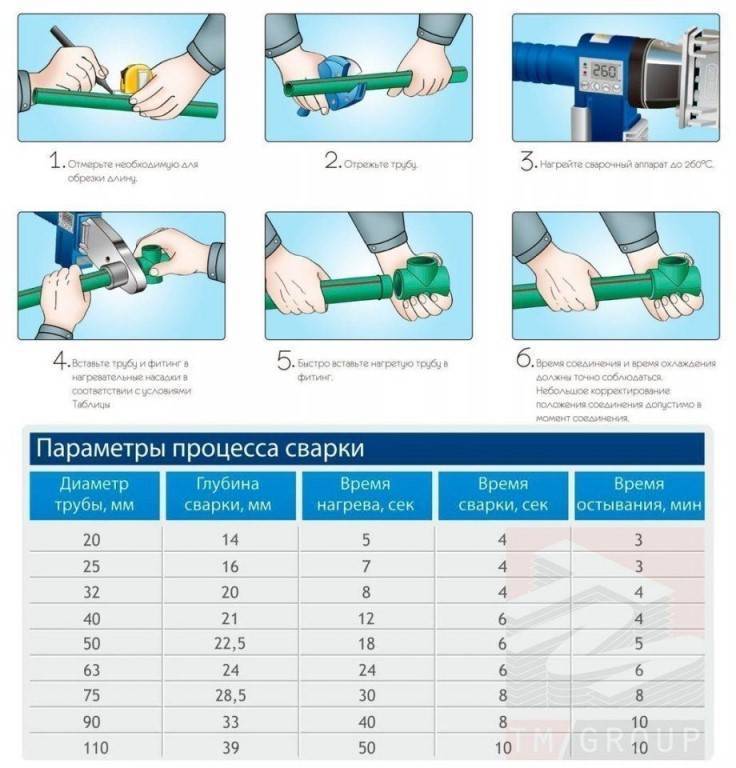
Параметры сварки, такие как температура, нагрев, время удержания и охлаждения, должны строго соблюдаться. Сварочное оборудование и его площадь должны быть защищены от влаги и грязи. Общие этапы сварочных работ:
- Отмерить трубу, приспособлением обозначить на ней глубину проникновения втулки и фитинга. Знак должен оставаться видимым при нагревании и соединении.
- При использовании сварочного аппарата его настройку необходимо проверить перед началом работы.
- Установить температуру сварки на нагревательном элементе по таблице нагрева полипропиленовых труб.
- Разделение трубки осуществляется с помощью обычных инструментов в пластиковых трубопроводах.
- Трубы должны быть разделены под прямым углом и, если необходимо, зачищены внутри.
- Трубы под Ду 20 не нуждаются в механической обработке, трубы большего диаметра должны быть подготовлены для безупречного сварного шва, скосив конец трубы. С другой стороны, механическая обработка абсолютно необходима из наружного диаметра трубы более 50 мм.
- Вставить трубу и фитинг в нагревательные инструменты. Время прогрева начинается, когда труба и формованная деталь полностью помещены в нагревательную втулку.
- После прогрева медленно снимите формованную деталь и трубку с нагревательных инструментов, откиньте нагревательный элемент и немедленно соедините трубку и формуемую деталь, пока она не достигнет отметки (которая должна оставаться снаружи). В течение времени соединения сваренная часть трубы и фитинга должна оставаться неподвижной, без какого-либо вращения и повременить с другими процедурами монтажа.
- Проверить качество сварки. Наружный плавкий шов должен равномерно располагаться присутствовать вокруг трубы.
- До начала испытания под давлением все сварные швы должны быть полностью охлаждены. Как правило, необходимо наблюдать период ожидания, по крайней мере, одного часа после завершения последнего сварочного процесса.
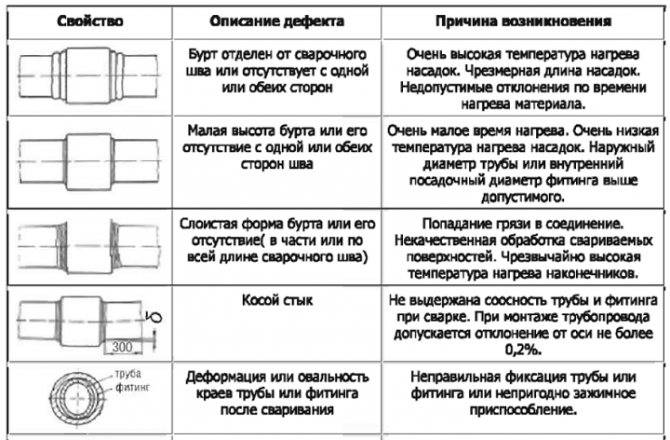
Наиболее частыми дефектами сварных соединений являются дефекты, вызванные из-за недостаточного соединения:
- несоблюдение времени разогрева, соединения и удержания;
- нарушение технологических температур сварки (слишком высокий или слишком низкий);
- загрязнение поверхности свариваемых деталей;
- неправильное соединение материалов;
- остатки материала на нагревательном элементе.
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
Подготавливается рабочее место, материалы и инструменты.
Паяльник устанавливается на штатив и оснащается насадками нужного размера.
Насадки обрабатываются обезжиривающим раствором.
Прибор подключается к сети, на индикаторе загорается красная лампочка.
На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе.
Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают.
На трубе делается отметка, соответствующая глубине посадки для данного диаметра.
Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника.
Детали нагреваются в течение положенного времени.
Осторожно, без вращения снимаются с насадок.
Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки.
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Особенности труб ППР

Полипропилен сегодня по объёму его потребления в мире только немного уступает полиэтилену. Из него изготавливают не только трубы, но и тару, нити, листы, — это самый востребованный пластик в промышленности. Трубы из него обладают следующими отличительными свойствами:
- они имеют высокую прочность;
- устойчивы к воздействию щелочной среды;
- практически не действуют на них и кислоты;
- в них не образуется ржавчина;
- они обладают низкой электропроводностью;
- выдерживают сильные гидроудары;
- изгибать их можно, сколько угодно;
- наконец, они сейчас относительно недороги.
Технические характеристики:
- выдерживают температуру до – 15 градусов;
- имеют низкую теплопроводность;
- плотность материала 0,91 кг/см2;
- прочность – 35Н/мм.
Размягчаться полипропилен начинает при температуре 140 градусов, а плавиться – при 170. Трубы из него делают различного диаметра – от 10 до 125 мм. Соединяются с помощью специальной пайки, которая делает шов очень прочным при правильном выполнении работ.
Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
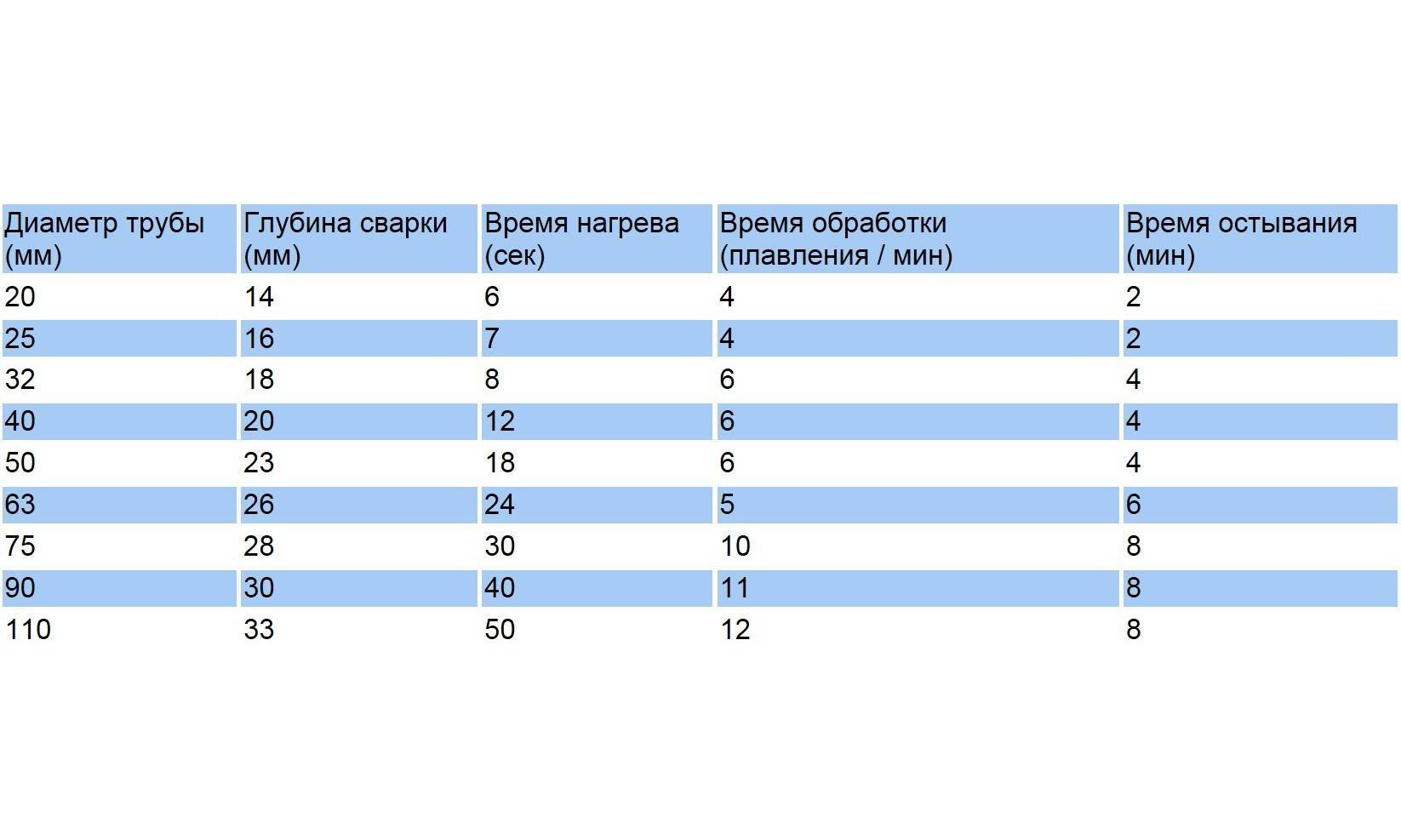
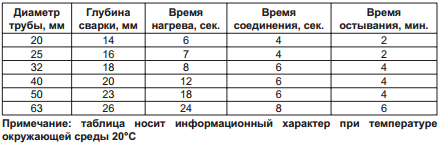
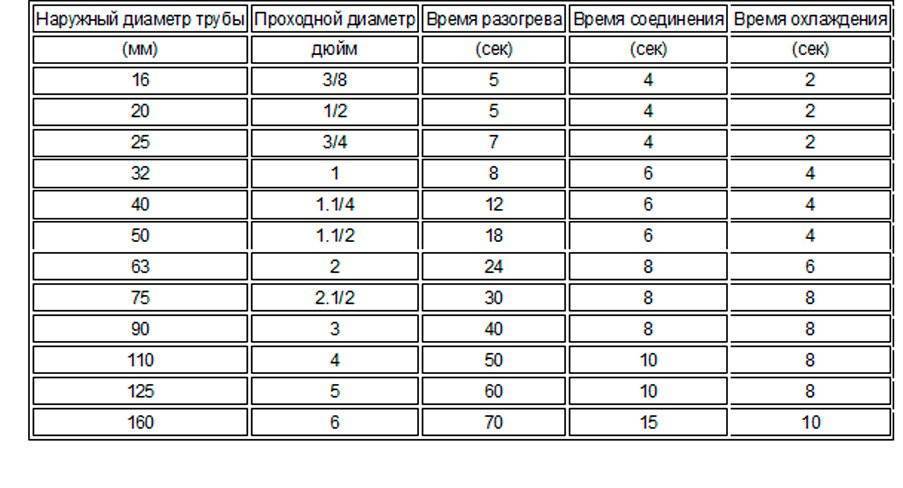
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
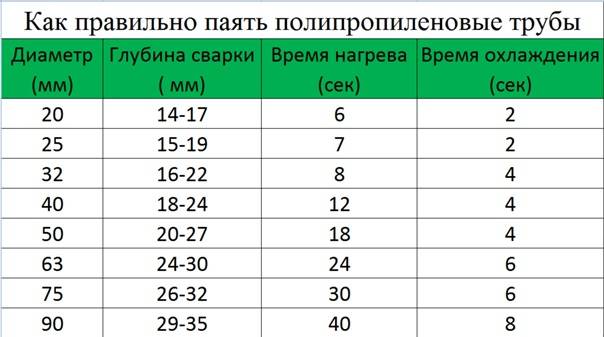
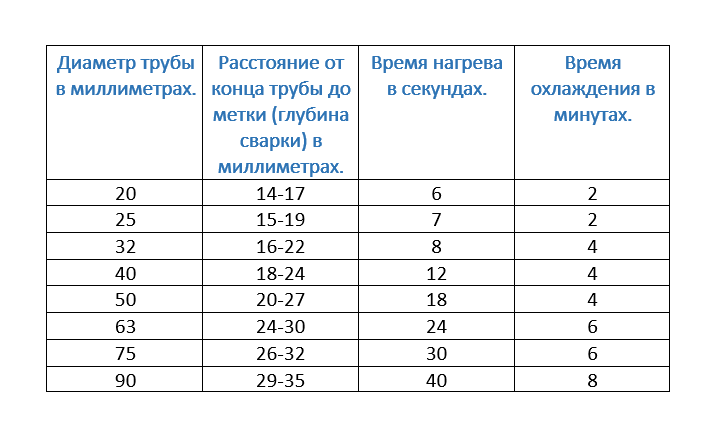
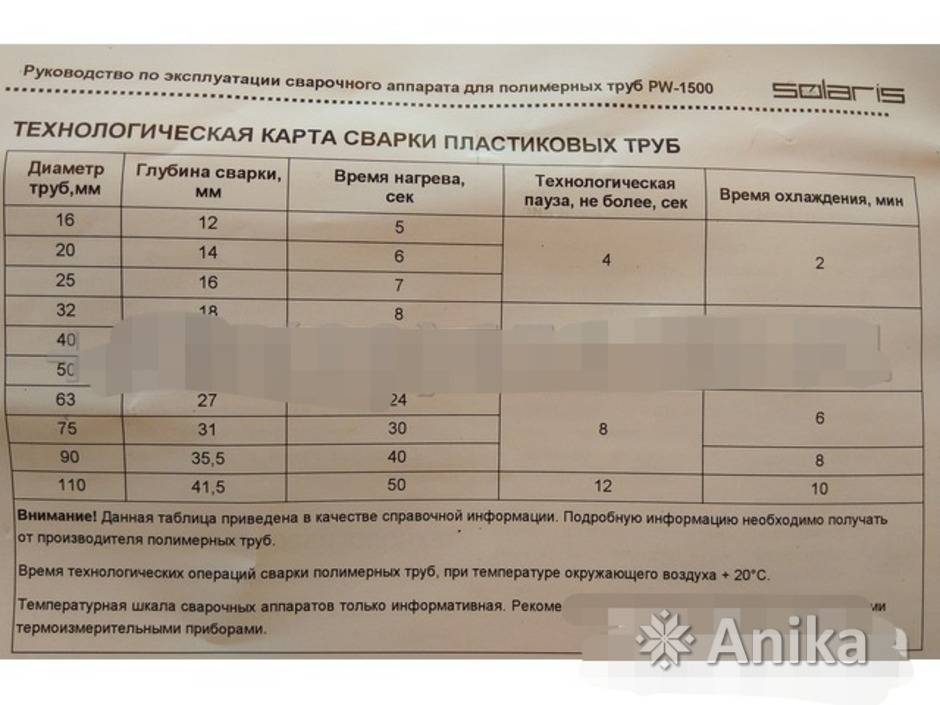
Пайку труб намного легче осуществлять вдвоем Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Термостойкость полипропиленовых труб
Чтобы хорошо освоить инструкцию и правила работы с любым материалом, нужно хорошо знать все его характеристики и свойства
Первое, на что стоит обращать внимание на трубы из пластика, это на его термостойкость. Все свои способности любое изделие из пластика теряет при температуре от 140 градусов и выше
Поэтому производитель всегда указывает максимальный температурный режим. Для неармированных труб этот показатель в среднем составляет 95 градусов.
На тип приобретаемых труб стоит, прежде всего, обращать внимание для отопительных систем и для системы водоснабжения горячей водой. Высокой термостойкостью обладают армированные трубы, в которых сочетаются качества металлических и пластиковых конструкций
Существует еще один важный момент, на который стоит обращать внимание – это максимально допустимое давление в трубе. Все цифры всегда указываются производителем
Процесс теплового удлинения полипропиленовых труб
Тепловое удлинение представляет собой показатель изменения линейного размера во время нагрева. Длинный и прямой участок трубы во время сильного нагрева начнет покрываться волнами и провисать. Не рекомендуется одним участком трубы проводить монтаж системы отопления или подачу горячей воды от перекрытия до перекрытия. В противном случае, может образоваться напряжение, что в дальнейшем приведет к деформации трубы и большим проблемам.



Меры предосторожности
Работа при монтаже PPR является опасной и должна проводиться при строгом соблюдении правил безопасности и технологических норм к сварке сортаментов труб, обозначенных заводом изготовителем.
При проведении сварочных работ нужно соблюдать общие правила:
- Защитить трубы от возможного удара или повреждений.
- Не использовать трубы, которые деформируются или трескаются на режущей кромке.
- Не сваривать грязные трубы или фитинги.
- Вырезать детали только специальными ножницами.
- После сварки можно изгибать трубы и фитинги максимум на 5 градусов. В ситуациях, требующих изгиба, использовать горячий воздух 140 C вместо прямого нагрева пламенем.
- Избегать контакта сварочного материала с химикатами.
- Не использовать конические редукторы на соединениях, избегая чрезмерного затягивания.
- После установки выполнить проверку на герметичность.
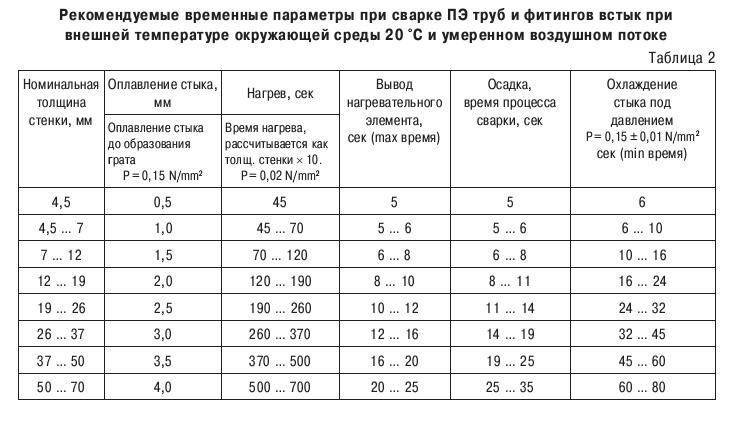
Параметры сварки изделий из полиэтилена и полипропилена
Индекс текучести расплава материалов (MFR)
Сварка полиэтилена высокой плотности (PE-HD, ПЭНД)
Изделия из полиэтилена высокой плотности группы плавления с индексом 005 (MFR 190/5:0,4-0,7 г/10 мин.), группы 010 (MFR 190/5:0,7-1,3 г/10 мин.) или группы 003 (MFR 190/5:0,3г/10 мин.) и 005 (MFR 190/5:0,4-0,7 г/10 мин.) пригодны для сварки друг с другом. Это подтверждается нормами DVS 2207 часть 1 (DVS — Немецкий союз сварщиков) и подтверждается в документах DVGW (Немецкий союз по газу и воде).
Сварка полипропиленов: полипропилен-гомополимер (РР тип 1, РР-Н) и полипропилен-блоксополимер (PP тип 2, РР-С, PP-R)
Свариваемость полипропиленов указана в пределах группы индекса плавления 006 (MFR 190/5:0,4-0,8 г/10мин.). Это подтверждается нормами DVS 2207 часть 11.
Температура процесса сварки полипропилена и полиэтилена
Сварка горячим газом
| Воздух, л/мин. | Температура в сопле форсунки ˚ С | Скорость газа см/мин | ||||
| Диаметр форсунки, мм | Диаметр скоростной форсунки | |||||
| 3 | 4 | 3 | 4 | |||
| Сварка полиэтилена | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | ок.10ок.10- | 50-6050-6025-30 | 40-5040-5020-25 |
| Сварка полипропилена | 60-7060-7060-70 | 280-320280-320280-320 | ок.10ок.10ок.10 | 50-6050-6050-60 | 40-5040-5040-50 |
Сварка ручным экструдером
| Температура экструдата, замеренная на выходе из форсунки, º C | Температура воздуха, замеренная в форсунке подачи теплого воздуха, ºC | Количество воздуха, литров/мин. | |
| PE твердыйPP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
Влияние влажности
Свариваемые изделия (листы, плиты) и сварочный пруток из полиэтилена и полипропилена могут при определенных условиях поглощать влагу. В результате исследований, произведенных рядом производителей, было выявлено, что из полиэтилена и полипропилена сварочные прутки из полиэтилена и полипропилена абсорбируют влагу в зависимости от материала и окружающей среды. При экструзионной сварке наличие влаги может проявиться в форме раковин в шве или грубой поверхности шва. Этот феномен усиливается с увеличением толщины шва.
С целью предотвращения подобных нежелательных последствий были разработаны следующие рекомендации:
- Установка влаго- и масло-сеператоров в системе подачи воздуха,
- Недопущение существенной разницы температур свариваемых деталей (конденсатная влага),
- Хранение сварочного прутка, по возможности, в сухом месте,
- Сушка сварочного прутка при температуре 80°C в течение не менее 12 час,
- Сварка широких швов (>18мм) за несколько проходов.
В зависимости от типа нагревания полипропилена и полиэтилена различают следующие виды сварки:
- Сварка термопластов горячим воздухом (феном)
- Сварка термопластов экструдером
- Сварка термопластов с помощью нагревательного элемента
- Сварка термопластов высокой частотой
- Сварка термопластов лазером
Пайка трубных полипропиленовых изделий своими руками, инструкция
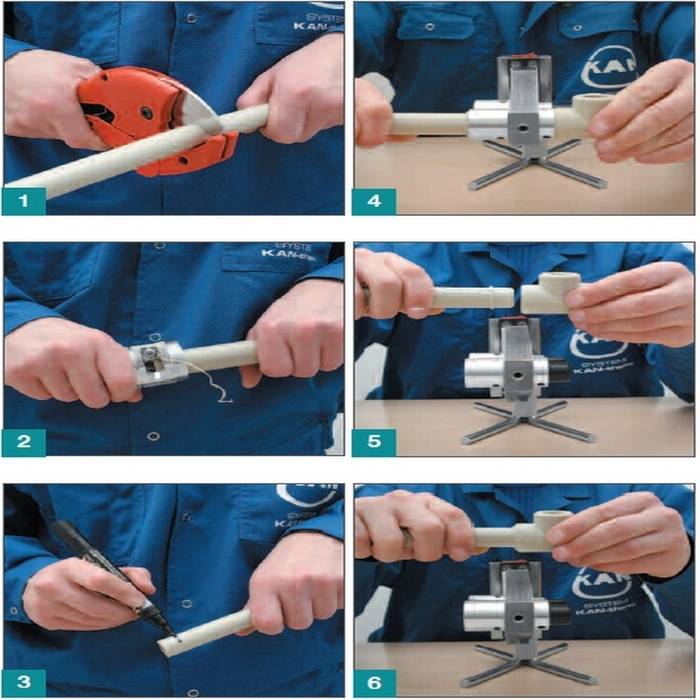
- Электропаяльник устанавливается в идущий в комплекте штатив и оснащается необходимыми для работы двусторонними насадками, которые обрабатываются имеющейся обезжиривающей жидкостью. Прибор для нагрева полипропилена подключается к электропитанию (загорится красная лампочка), ручкой термостата устанавливается необходимая температура пайки (260-280˚С). При наборе паяльником заданной температуры загорится зеленая сигнальная лампочка.
- Измерительной рулеткой отмеряется участок полипропиленовой трубы необходимой длины, делается отметка маркером, в соответствии с которой производится отрез. Для этого труба укладывается на основание трубореза (метка устанавливается по центру), после чего опускается лезвие. Сделав прорезь сверху, производится круговое движение инструментом. Отрезной край освобождается неровностей и заусениц напильником, после чего стыкуемые поверхности очищаются от пыли и обезжириваются.
- На поверхности ПП трубы делается отметка, соответствующая глубине посадки (см. таблицу), например 14 мм от торца для изделия диаметром 20 мм. Это необходимо, чтобы вводя трубу после нагрева в фитинг не пройти ее торцом ограничительный выступ, что может привести к критическому сужению трубного просвета. Кроме того, сделанная отметка поможет найти при стыковке элементов их правильное осевое расположение.
- Подготовленные и обезжиренные соединяемые элементы стыкуются с насадкой соответствующего диаметра. Манипуляция может потребовать физических усилий (это нормально). Для облегчения процедуры допускается производить незначительные вращательные движения. Перед стыковкой с насадкой для нагрева полипропиленовых изделий рекомендуется надеть рабочие рукавицы. Это убережет от ожога при случайном соприкосновении с насадкой и облегчит рабочий процесс. Рекомендуется первым надевать фитинг, затем вводить трубу, так как более толстостенный соединительный элемент имеет большую инерцию нагрева. Снимать стыкующиеся детали нужно в обратном порядке, — сначала труба, затем фитинг.
- При окончании периода нагрева, указанного в приведенной выше таблице, соединяемые элементы снимаются с насадки, после чего трубный торец вводится своими руками в отверстие соединительного элемента на отмерянное расстояние. Производить вращательные движения при этом противопоказано (резко снижает качество соединения). Введя трубу до отметки, следует зафиксировать обе детали неподвижно относительно друг друга на период не меньший, чем указан в таблице. После полного остывания стыка он готов к испытаниям эксплуатационными нагрузками.
Так необходимо паять полипропиленовые трубы диффузным методом после нагрева специальным паяльником. Соблюдая правила, указанные в приведенной инструкции, удастся добиться формирования надежных соединений ПП трубопровода своими руками. Подкрепить теоретические выкладки визуально поможет следующее видео
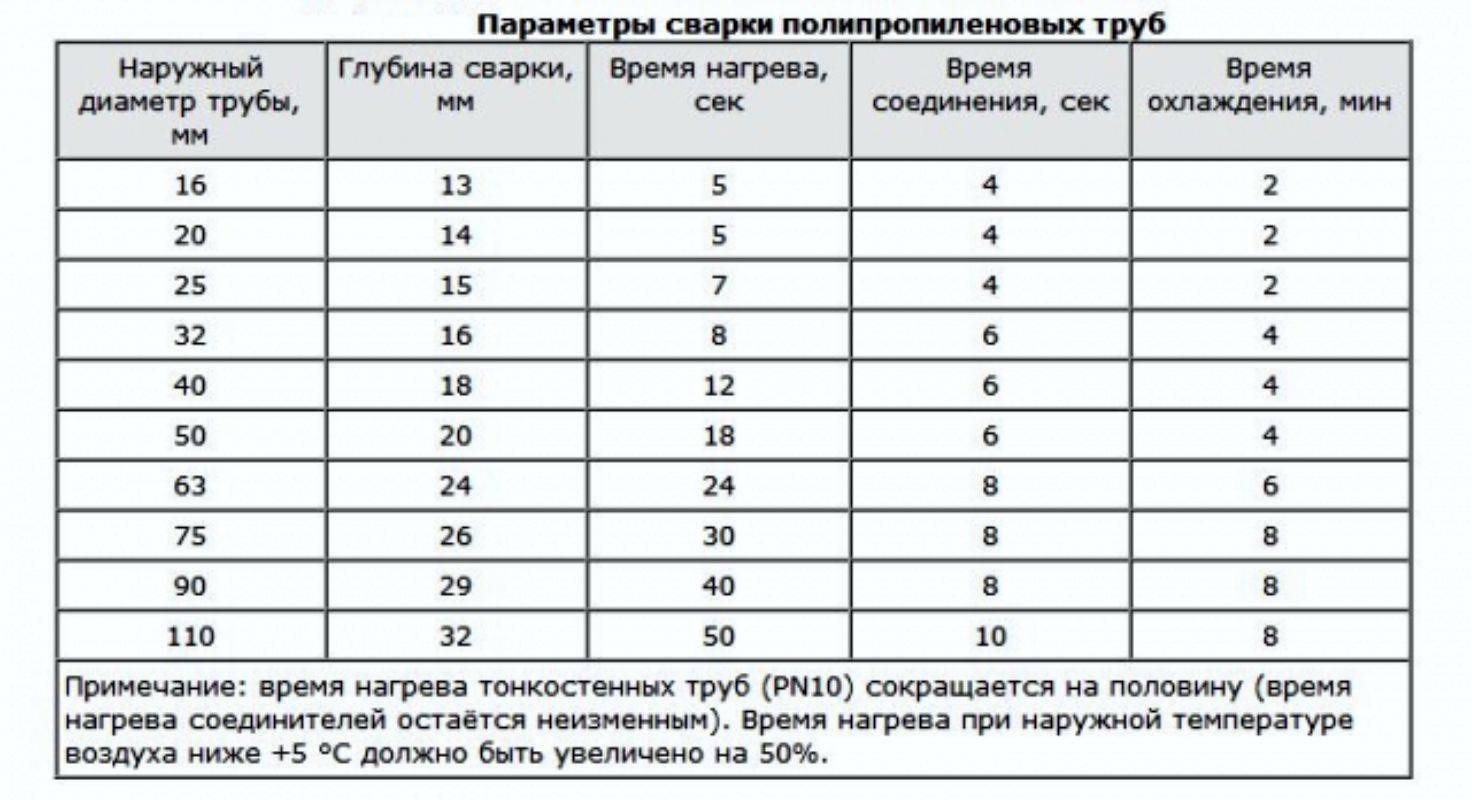
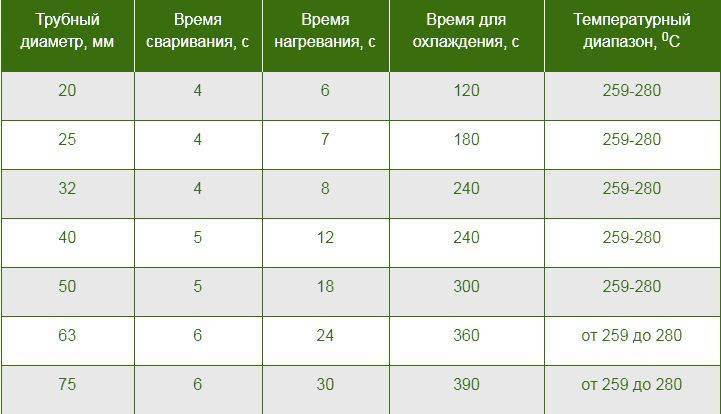
При какой температуре паять полипропиленовые трубы
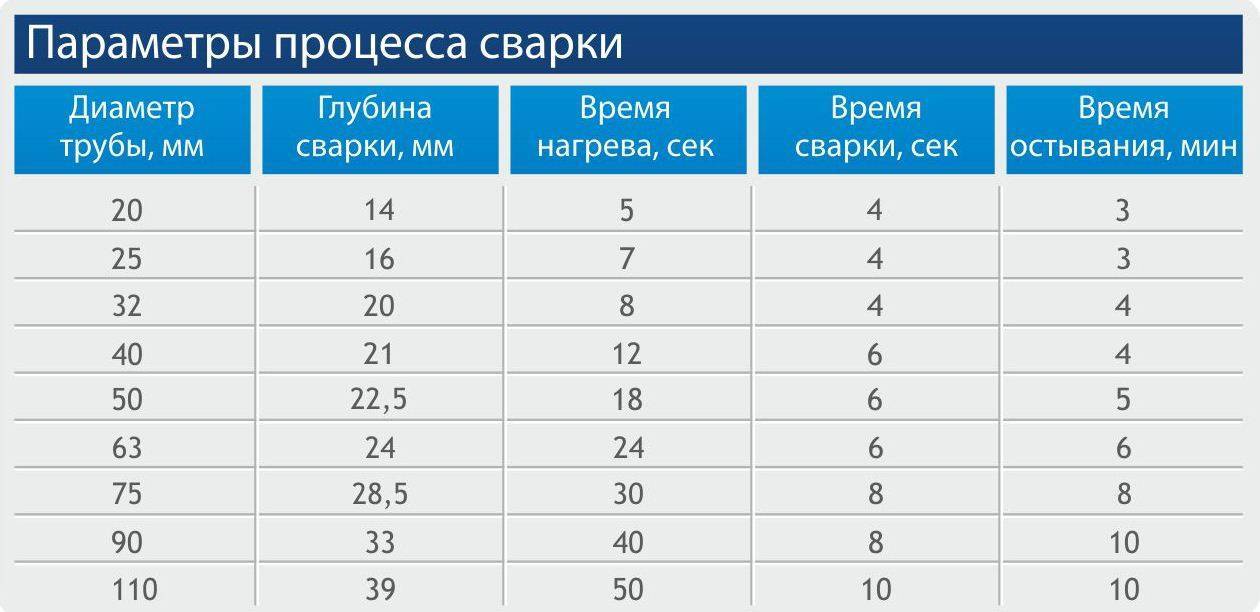
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
(2 оценок, среднее: 5,00 из 5)
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
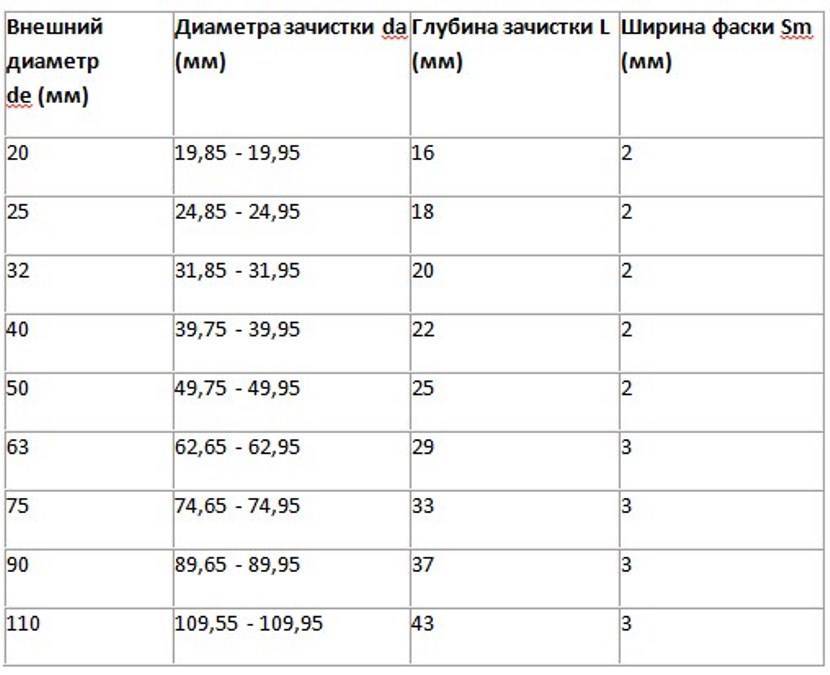
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.






Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
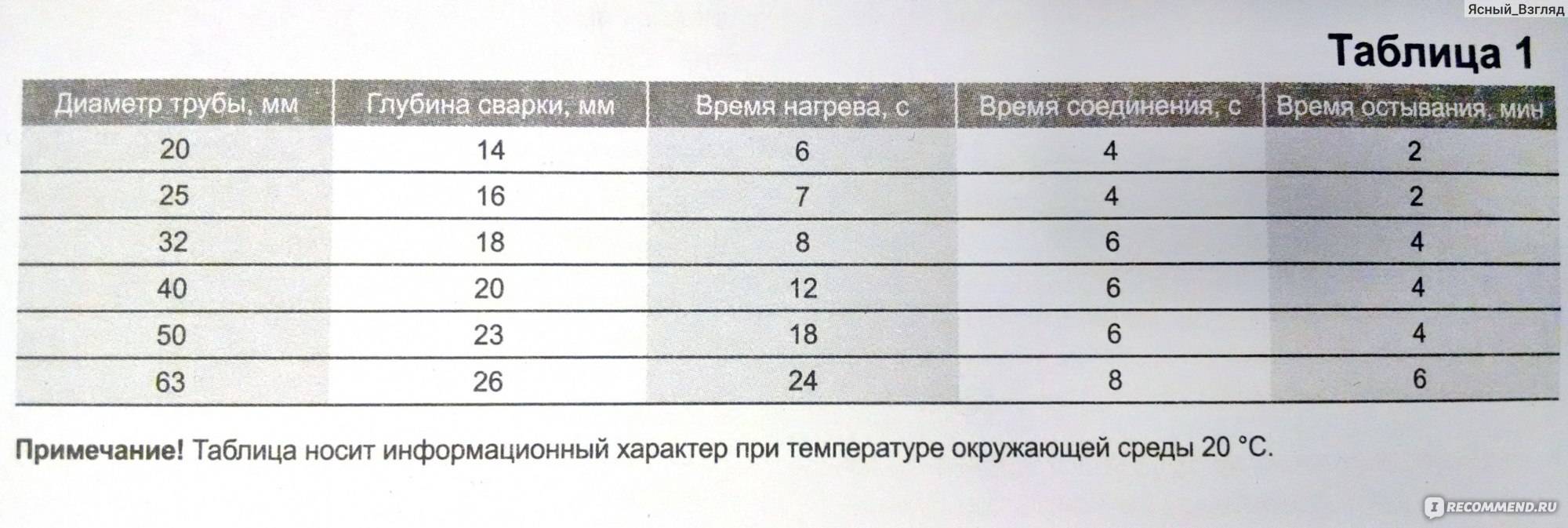
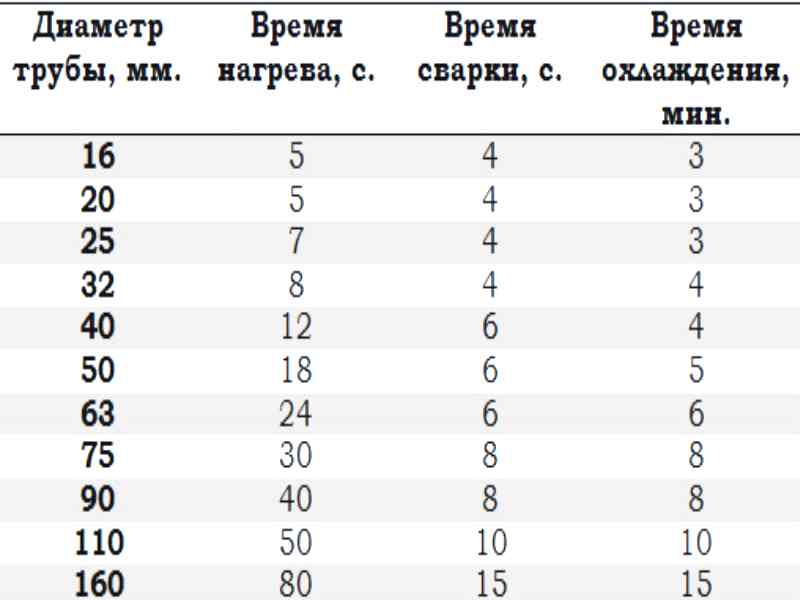
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
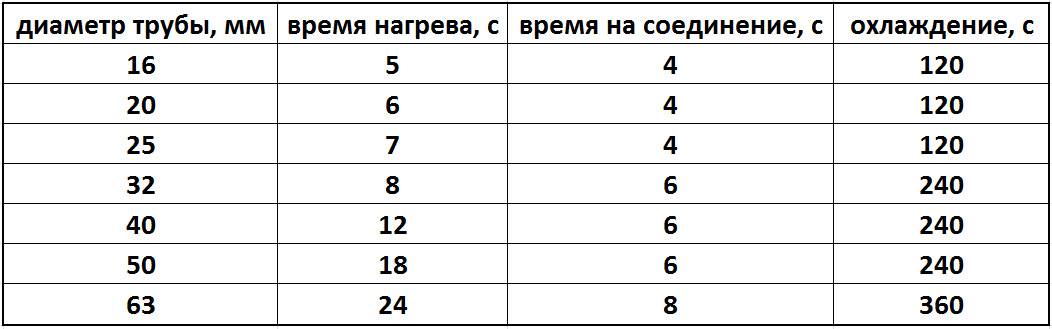
Существует таблица температур пайки полипропиленовых труб.
Трубный диаметр, мм | Время сваривания, с | Время нагревания, с | Время для охлаждения, с | Температурный диапазон, С |
20 | 4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 | 259-280 |
32 | 4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 | 259-280 |
50 | 5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 | от 259 до 280 |
75 | 6 | 30 | 390 | от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.




При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Пайка полипропиленовых труб: требование правил безопасности
Работа со сварочным устройством для ПП-труб не представляется сложной, тем не менее, на данном технологическом процессе существует риск получения термических и электрических травм, а также имеется возможность отравления сварочными парами.
Перед тем как паять полипропиленовые трубы сварщик должен иметь защитную спецодежду, рукавицы и обувь, а также проверить работоспособность сварочного аппарата: отсутствие видимых повреждений на кабельной линии и корпусе паяльника. На рабочем месте должна быть аптечка с минимальным набором медицинских средств, в том числе от ожогов, бинты и лейкопластырь.
В целях безопасности монтаж выполняется на свободной площадке. Для того, чтобы объединить часть трубы в 1 м, необходим запас площади в 2 м2. При выполнении сварочных работ рабочая зона не должна иметь посторонних предметов, проходы должны быть свободными. Поэтому при сварке сложных конструкций, приходится часто переворачивать трубы, поэтому нужно быть особенно осторожным, чтобы не перевернуть паяльник. Надо знать, что при нагреве ПП-труб формируются ядовитые пары. Для того чтобы их не вдыхать потребуется частое и тщательное проветривание рабочего помещения.