

Применение и свойства
В частных домах все чаще применяют полипропиленовые материалы для создания водопроводных магистралей. Используя изделия большого диаметра, изготавливают канализационные трубопроводы для отвода стоков из дома. Успешно используют такие трубы и при изготовлении систем отопления. Полипропилен хорошо выдерживает высокую температуру, до которой может нагреваться теплоноситель.
Полипропиленовые трубы обладают множеством преимуществ:
- длительный срок эксплуатации;
- низкая теплопроводность, что позволяет избежать потерь тепла в магистралях систем отопления;
- малый вес, что значительно облегчает монтаж;
- устойчивость к коррозии;
- эластичность, что позволяет выдерживать кратковременное замораживание жидкости внутри трубы и предотвращать разрушение материала;
- низкая цена изделий из полипропилена.
Полипропиленовые трубы могут армироваться металлической фольгой или нитями из стекловолокна.
Изделия, армированные алюминиевой фольгой, рекомендуется использовать для монтажа систем отопления или горячего водоснабжения. Фольга будет препятствовать проникновению содержащегося в воздухе кислорода внутрь системы. Сам полипропилен все-таки способен пропускать некоторые его количество. Растворяясь в горячей воде, кислород может вызывать усиленную коррозию отопительных приборов, особенно изготовленных из стали.
Материалы, армированные стекловолокном, представляют собой трехслойную конструкцию. Слой стекловолокна находится между двумя слоями полипропилена. Такие трубы более эластичные, чем армированные металлической фольгой, но прочность их несколько не ниже.
Термостойкость полипропиленовых труб
Чтобы хорошо освоить инструкцию и правила работы с любым материалом, нужно хорошо знать все его характеристики и свойства
Первое, на что стоит обращать внимание на трубы из пластика, это на его термостойкость. Все свои способности любое изделие из пластика теряет при температуре от 140 градусов и выше
Поэтому производитель всегда указывает максимальный температурный режим. Для неармированных труб этот показатель в среднем составляет 95 градусов.
На тип приобретаемых труб стоит, прежде всего, обращать внимание для отопительных систем и для системы водоснабжения горячей водой. Высокой термостойкостью обладают армированные трубы, в которых сочетаются качества металлических и пластиковых конструкций
Существует еще один важный момент, на который стоит обращать внимание – это максимально допустимое давление в трубе. Все цифры всегда указываются производителем
Процесс теплового удлинения полипропиленовых труб
Тепловое удлинение представляет собой показатель изменения линейного размера во время нагрева. Длинный и прямой участок трубы во время сильного нагрева начнет покрываться волнами и провисать. Не рекомендуется одним участком трубы проводить монтаж системы отопления или подачу горячей воды от перекрытия до перекрытия. В противном случае, может образоваться напряжение, что в дальнейшем приведет к деформации трубы и большим проблемам.
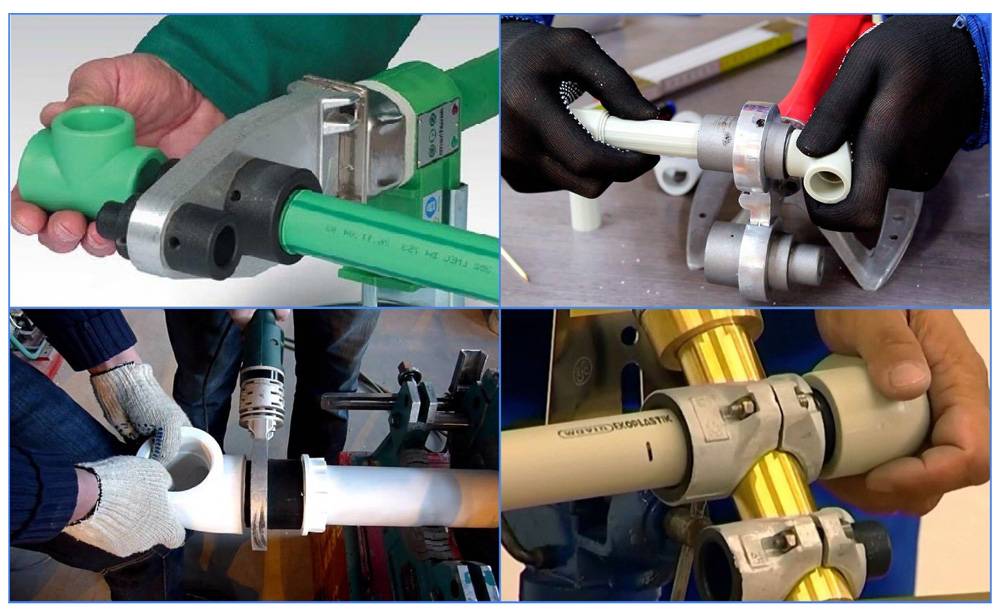
Как варить трубы из полипропилена

Торцеватель для армированной трубы
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
- Обрезка. Используют нож, не сминающий изделие. Если свариваются трубы диаметром более 40 мм, при муфтовом методе делают скос 45 градусов на конце
- Обезжиривание поверхности. При некачественном обезжиривании возможно образование “островков отторжения”, на которых не происходит соединение двух элементов
- Замер глубины вставки трубы в фитинг. Недопустимы как неполная вставка, так и приложение излишних усилий, в результате которого часть полимера выдавливается из места соединения и сужает внутренний диаметр

Зачистка свариваемого конца
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева. После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
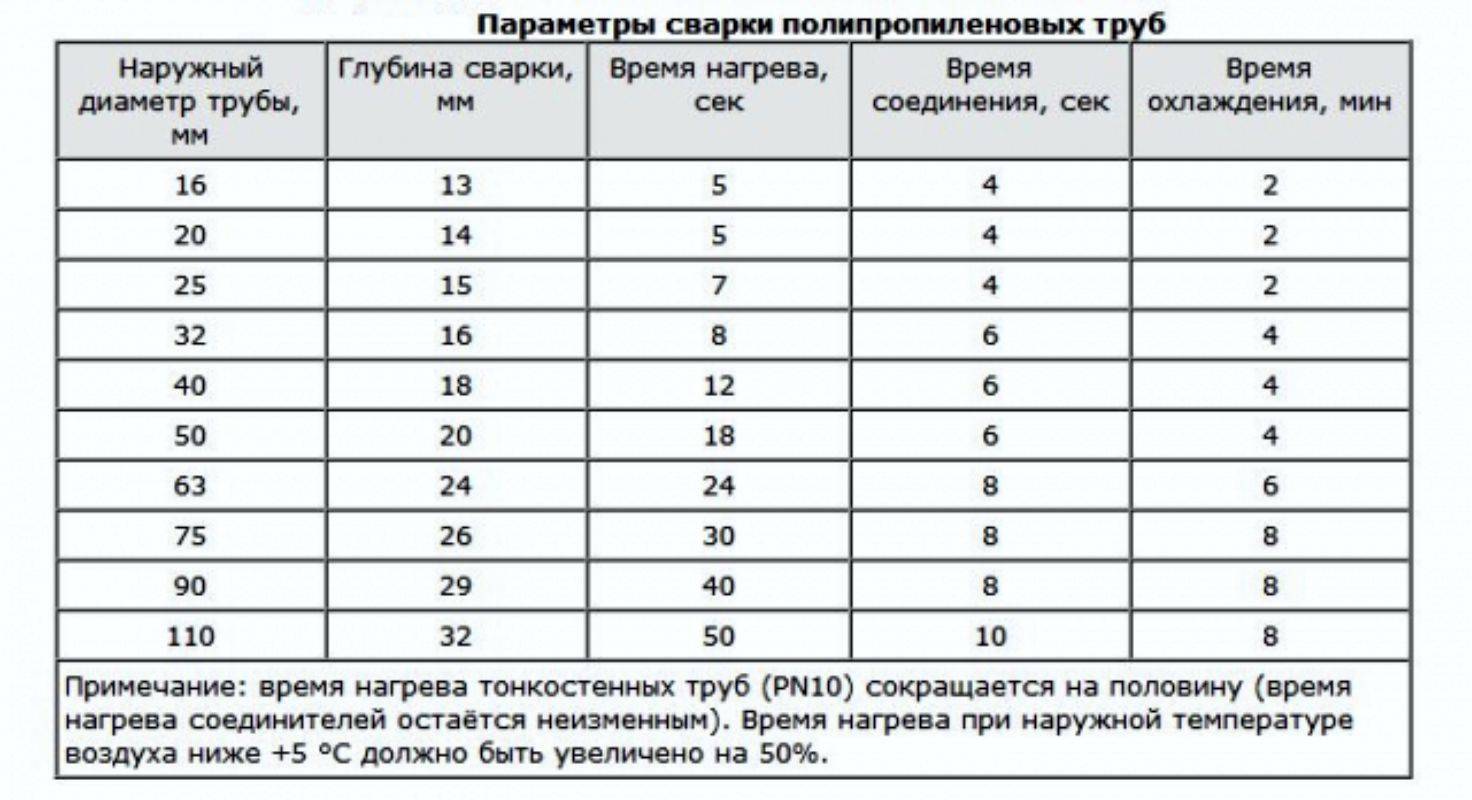
Таблица времени пайки труб из полипропилена:
Какой уклон канализационной трубы должен быть в частном доме или квартире? | Описание для труб диаметром 50, 110, 160 и 200 мм
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.

Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.

Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.

Обрезка труб
Трубы при работе нужно будет порезать и зачистить. Конструкция не позволит при зачистке снять верхнего слоя больше, чем нужно. Единственное, что нужно научиться правильно пользоваться ножницами, поскольку, чтобы стык был качественным, срез должен быть идеально ровным. Не экономьте на ножницах, изделие плохого качества не сможет сделать срез ровным, а кривой срез, в свою очередь, при большой температуре, приведет к прорывам.
Трубы нужно резать круговыми движениями. Сначала нажмите слегка на рукоятку ножниц и врежьте ими в тело конструкции, потом поверните ножницы вокруг конструкции и режем до конца. Обрезка нужно затем, чтобы пайка была качественной и надежной.
Паять полипропиленовые конструкции не так сложно, как может сперва показаться, но при этом, чтобы это сделать, нужно знать много нюансом, чтобы работу не пришлось повторять, и пайка была осуществлена максимально добротно.
Как паять полипропиленовые трубы видео
Учиться нужно исключительно у профессионалов. Поэтому познакомьтесь с размещенным видео.
Как паять армированные полипропиленовые трубы видео
Монтаж инженерных коммуникаций из полимеров с помощью пайки — это популярный способ создания надежных систем. Метод позволяет обустраивать канализацию, водопровод и сеть отопления в частных домах и квартирах.
Ошибки при пайке полипропиленовых труб видео
Простой принцип выполнения работ способствовал популярности пайки. Благодаря легкости процесса его могут использовать даже неопытные люди. Однако необходимо обязательно строго соблюдать температурный режим нагрева ПП деталей и полностью выполнять другие советы специалистов.
Мне нравитсяНе нравится
Паяльник на основе старого утюга
В том случае, когда принято решение об изготовлении паяльника для труб своими руками – сделать это можно, воспользовавшись оставшимися в хозяйстве старыми запчастями. Один из наиболее распространённых вариантов его изготовления из подручных средств предполагает использование для этих целей уже отслужившего свой срок электрического утюга.
Для реализации этого проекта потребуются следующие комплектующие и запчасти:
- старый утюг, рассчитанный на мощность не менее 800 Ватт;
- пластина дюралюминия подходящего размера;
- стальные планки от старого детского конструктора;
- провода, тумблер, ненужная ручка от разобранной дрели или болгарки, чтоб было удобно держать паяльник.

Паяльник для труб из утюга работает по тому же принципу, что и заводское специализированное изделие. Спираль (ТЭН) нагревается, передает тепло подошве, и вставленной в нее насадке. Это позволяет плавить полипропиленовые трубы, и спаивать их. Температура на самодельном паяльнике выставляется максимальная (должна быть 260-265 ℃). Приготовив все эти детали и материалы, можно будет начать сборку.
Сначала с утюга демонтируется кожух, что позволяет получить доступ к его внутренностям. Затем рабочая часть подошвы срезается посредством болгарки, а на её место имеющимся болтом крепится вырезанная по форме основания пластина из дюралюминия. Далее из запчастей конструктора нужно собрать коробку и надёжно закрепить её на подошве.

На элементах короба фиксируются тумблер и ручка от болгарки, после чего к переключателю подводится один конец сетевого провода. Второй проводник вместе с отводом от тумблера через асбестовые трубки подсоединяются к нагревательной спирали.









Насадки для фиксации на полипропиленовых трубах придется купить отдельно. При желании параллельно цепи питания можно включить гнездо с лампочкой, ток через которую необходимо ограничить посредством гасящего резистора. Для того чтобы сделать эту простую конструкцию своими руками потребуется минимум времени.
Инструкция для пайки
Оборудование и материалы
При подборе труб из полипропилена особое значение имеет, для каких именно целей вы собираетесь использовать конструкцию. К примеру, если вы хотите сделать трубопровод, то вам понадобятся трубы, диаметр которых будет не менее 16 и не более 63 мм. Очень многое зависит от уже имеющихся в доме коммуникаций. Также не получится обойтись без таких инструментов:
- карандаша,
- рулетки,
- брезентовой ветоши,
- фитингов.
Но это лишь вторичные инструменты. Для того чтобы осуществить пайку точно по инструкции вам понадобится паяльник с несколькими насадками
Особое внимание нужно уделить мощности устройства. Она должна быть не мене чем 1200 Вт
В противном случае вам не удастся осуществить операцию на качественном уровне.
Устройство для пайки, мощность которого превышает отметку в 1800, можно использовать в промышленной пайке. Если же вы новичок, то вам подобная скорость может только помешать. Когда паяльник слишком мощный, можно легко повредить конструкции из полипропиленовых труб. Здесь одной инструкции будет недостаточно. Необходим существенный опыт.
Насадки, которые вы будет использовать в процессе пайки полипропиленовых труб, состоят из нескольких частей. Основным элементом является гильза. Именно она позволяет оплавлять полипропиленовые трубы согласно инструкции.
Внимание! Качественные насадки должны иметь тефлоновое покрытие
Если брать стандартный паяльник, то к нему в комплекте идёт как минимум шесть насадок. Они отличаются друг от друга по диаметру. Некоторые устройства позволяют сразу установить три насадки. Естественно, это в значительной мере влияет на производительность.
Отсутствие необходимости в смене насадок во время пайки позволяет значительно сэкономить время и при этом сделать всё точно по инструкции. Дело в том, что нельзя сменить одну насадку на другую до того, как паяльник остынет.
Лучшими для пайки полипропиленовых труб своими руками считаются паяльники, оснащённые электронным регулятором температуры. Эти устройства позволяют с точностью до нескольких градусов подбирать оптимальный температурный режим. Благодаря ему риск навредить конструкции снижается практически до нуля.
Внимание! Вторым по важности инструментом для пайки полипропиленовых конструкций, согласно инструкции, являются ножницы для пластика
При какой температуре нужно осуществлять пайку
Чтобы всё прошло согласно инструкции полипропиленовые конструкции нужно паять при температуре насадки не более чем 260 градусов. Стоит вам превысить данную отметку хотя бы на 10 единиц, и пластиковая основа потеряет свою устойчивость. Как результат элемент просто не войдёт в фитинг. При этом он будет липнуть ко всему, чего будет касаться.
Тем не менее недостаточного нагрева также нужно избегать. Стоит помнить, что если полипропиленовая конструкция не достигнет нужной вязкости и пластичности — диффузия станет невозможной. В таком случае надёжность соединения будет под огромным вопросом. Естественно, что о сроке службы в 50 лет при такой пайке не может быть и речи.
Инструкция пайки
Чтобы осуществить качественную пайку полипропиленовых коммуникаций следуйте данной инструкции:
- Обрежьте полипропиленовые элементы при помощи специальных ножниц. Разрез должен быть перпендикулярным к оси.
- Подберите фитинг подходящего диаметра. Размер элемента в холодном состоянии немного меньше, чем размер трубы.
- Очистите раструб фитинга. В качестве обезжиривающего вещества можно использовать обычную мыльную воду. Некоторые строительные эксперты рекомендуют использовать спиртовой раствор.
- Высушите фитинг после чистки.
- Установите на паяльник подходящую насадку.
- Вставьте трубу в гильзу с расчётом, что паять придётся всю скрывшуюся в отверстии поверхность.
- Наденьте раструб фитинга на дорн.
- Выдержите подходящее для трубы, выбранного вами диметра время нагрева.
- Снимите элемент с паяльника и осуществите соединение. При этом старайтесь не делать поворотов.
При условии, что пайка полипропиленовых элементов была осуществлена точно по этой инструкции — образуется сплошной наплыв на раструбе. Он будет напоминать собой своеобразный валик по всей окружности.
После того как пайка завершена — вам остаётся выдержать период, пока полипропиленовая конструкция не остынет. При этом необходимо обеспечить детали максимальный покой или же возможны серьёзные деформации.
Внимание! Нельзя осуществлять пайку полипропиленовых труб при температуре менее нуля градусов
Это важное условие инструкции
Термостойкость труб из полипропилена
Для лучшего понимания правил работы с каким-либо видом материалов, необходимо знать общие характеристики и свойства самого материала
Первая характеристика труб из пластика, на которую стоит обратить внимание – термостойкость. Изделия из пластика утрачивают свои твердые свойства при температуре 140С, данная цифра зависит от типа трубы
Производители указывают на своей продукции максимальный температурный режим, для которого она предназначена. В среднем этот показатель равен 95С для не армированных труб.

Для отопительных систем и прокладки водоснабжения горячей водой следует обратить особое внимание на тип приобретаемых труб. Высокую термостойкость демонстрируют армированные трубы, сочетающие в себе качества пластиковых и металлических конструкций
Еще один показатель, на который обращают внимание при подборе материала – максимально допустимое в трубе давление. Все эти цифры указываются производителем непосредственно на самой трубе.
Технологический процесс пайки
Когда полипропиленовые (ПП) трубы подвергаются нагреву, материал становится мягким. При этом одновременно происходит стыкование частей трубопровода. Под давлением частицы размягченного полипропилена проникают в структуру смежной трубы. Когда действие источника высокой температуры прекращается, материал остывает. При этом получают цельную конструкцию, т. к. шов запаян по всей длине окружности. Надежность соединения на участке, где стыковались трубы, обеспечивается, если соблюдаются условия:
- полипропилен нагревается до определенной температуры (с учетом вида труб, толщины стенок);
- высокое качество соединения обеспечивается при условии, что стыкуются изделия из одного материала (применение труб с разной маркировкой не приветствуется);
- когда соединяются части трубопровода, торцы должны плотно прилегать друг к другу, можно регулировать их положение путем шлифовки края с помощью наждачной бумаги;
- из-за высокой скорости остывания ПП-изделия нужно выравнивать максимально быстро, потом не удастся исправить дефект.
Надежность соединения обеспечивается благодаря правильному применению оборудования, выбору качественных материалов. Тонкости и этапы выполнения пайки будут рассмотрены ниже.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Технология пайки
Часть 1. Подготовка изделий
Как видите, список оснащения достаточно скромный, потому приобрести все необходимое для выполнения работы своими руками не составит труда.
Теперь давайте уделим внимание процедуре подготовки труб к сварке:
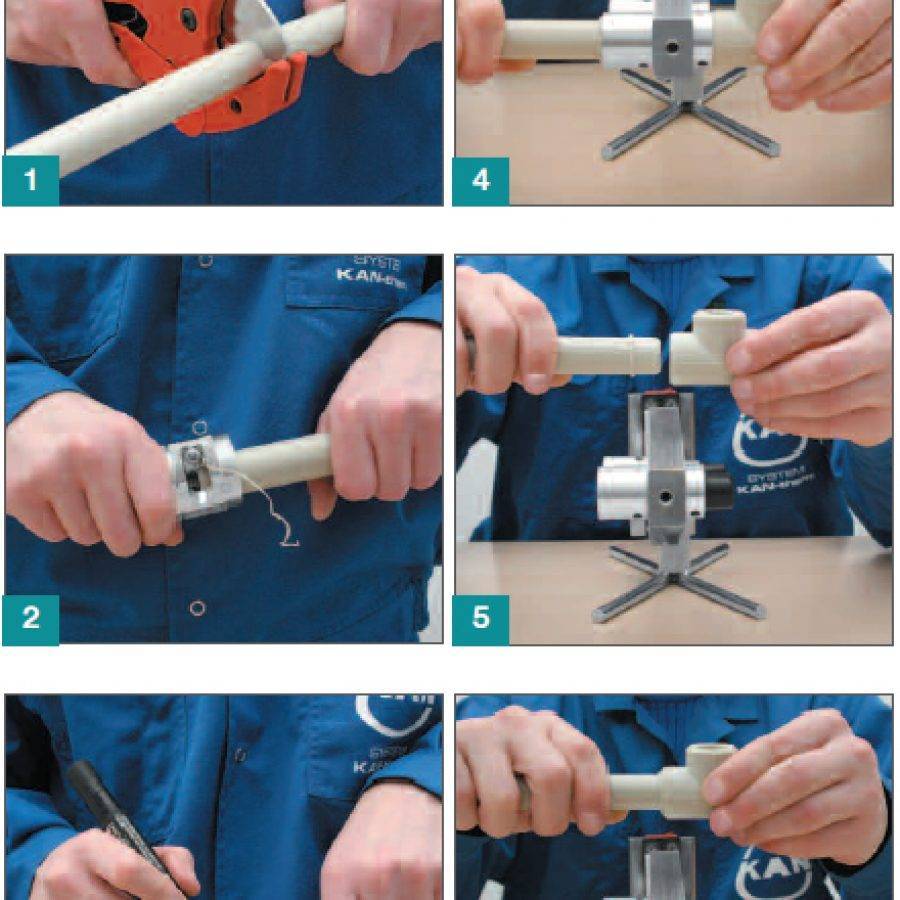
Резка трубы специальным приспособлением
- Для начала подбираем трубу и фитинг соответствующего диаметра. Здесь можно «закрыть» глаза на незначительные погрешности в отклонении диаметров этих деталей: все равно нам еще предстоит провести сварку с расплавлением пластика.
- Трубу обрезаем с использованием пилы для полимерных материалов или специального трубореза. Настоятельно рекомендую второй вариант: линия отреза получается на порядок ровнее и чище, и не придётся тратить время на удаление заусенцев.
Зачистка свариваемого конца
- Если выполняется пайка армированных труб, то слой из алюминиевой фольги нужно обязательно удалить на всю долину свариваемого участка. Делать это можно и ножом, но опять же – куда проще использовать специальное приспособление.
- Наконец, внутреннюю поверхность фитинга и наружную поверхность участка трубы, предназначенного для пайки, обезжириваем любым растворителем (лишь бы он не разъедал пластик). После этого крайне нежелательно браться руками за очищенные участки.
Для обезжиривания отлично подойдет самая простая спиртовая салфетка
Часть 2. Нагрев
Итак, паяльник у нас есть, трубы готовы, и впереди ждет инструкция, следуя которой мы и будем работать:
- На паяльник устанавливаем пару насадок, диаметр которых соответствует диаметру трубы и фитинга. Для трубы используется насадка в виде удлиненного пустотелого цилиндра (гильза), для фитинга – стержневая (дрон).
Паяльник с установленными насадками
- Затем выставляем нужную температуру. Если модель используется только для полипропилена, то регулятора нагрева может не быть вообще – такие паяльники работают только в одном режиме. На универсальных устройствах, которые паяют и полипропилен, и полиэтилен, выставляется температура в 2600С (+/- 5 градусов).
- Теперь присоединяем свариваемые детали – фитинг надеваем на дрон, а трубу вставляем в гильзу. Для выполнения этой операции необходимо приложить усилие, поскольку обычно насадки делаются в виде обратного конуса с углом наклона стенки в 4 -6 градусов. За счет этого обеспечивается плотный прижим трубы к нагревающейся поверхности.
Слева — установленный фитинг, справа — труба в гильзе
Стоит заранее отметить размер будущего сварочного шва
Теперь начинаем нагрев деталей
Здесь очень важно правильно подобрать время нагрева: если оно будет недостаточным, то пластик не размягчится, и прочность соединения будет снижена. При перегреве возможна деформация трубной стенки, вплоть до образования сквозных отверстий, что тоже недопустимо – придётся обрезать трубу и менять фитинг.
Таблица пайки полипропиленовых труб, которая подходит для абсолютного большинства паяльников
Удерживаем детали в течение выбранного времени
- Параметры нагрева, удержания и охлаждения подбираем по таблице, приведенной ниже. Со своей стороны отмечу, что тонкостенную трубу PN10 нужно греть в два раза меньше (фитинг греем строго по таблице).
- Также на 50% следует увеличить время нагрева, если монтаж ведется на улице или в неотапливаемом помещении пи температуре окружающего воздуха ниже +50С.
Часть 3. Формирование неразъемного соединения
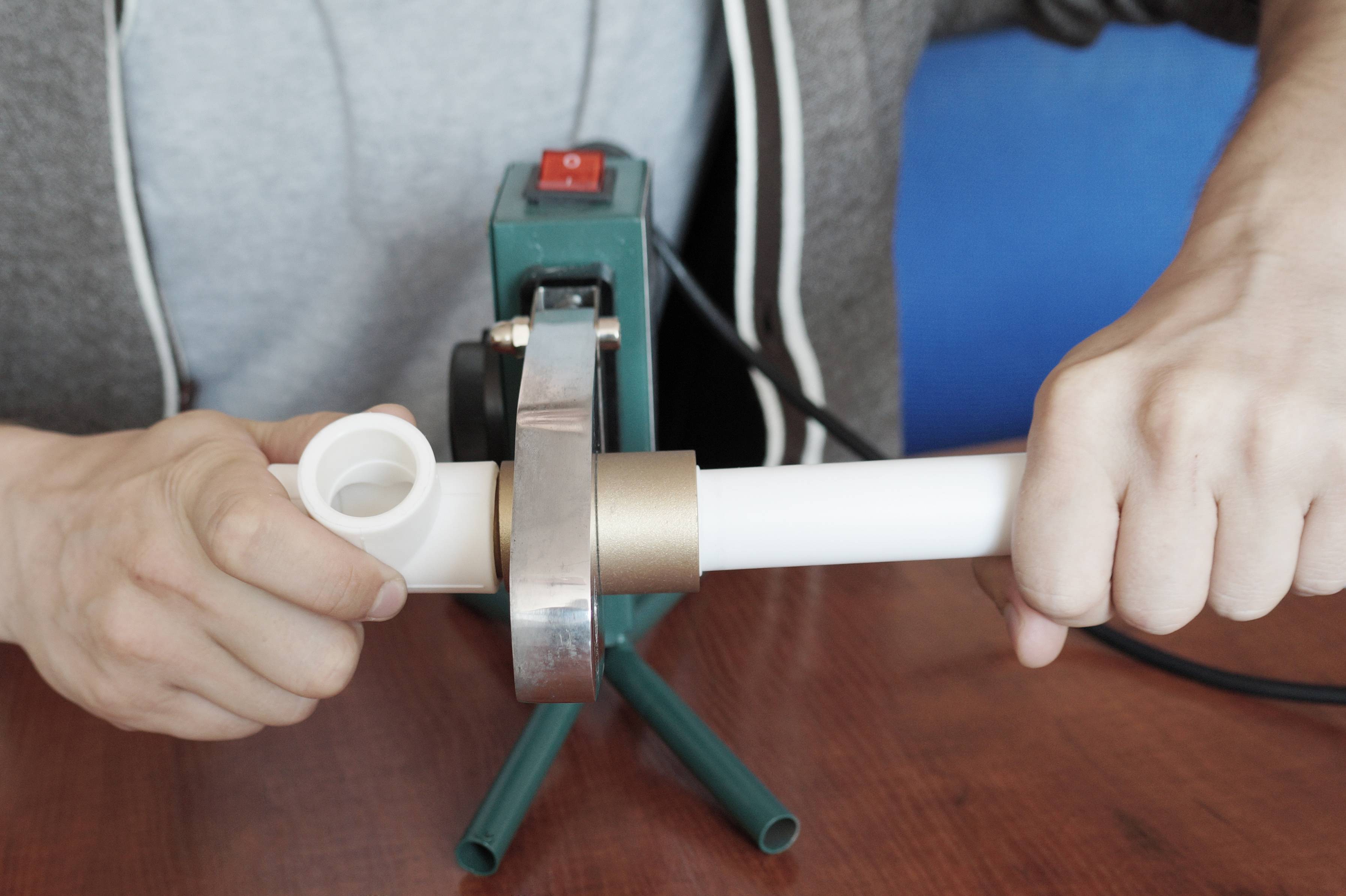
По истечении выбранного времени детали снимаем с насадок (делать это нужно одновременно) и максимально быстро вставляем трубу в фитинг:
Стыковка деталей
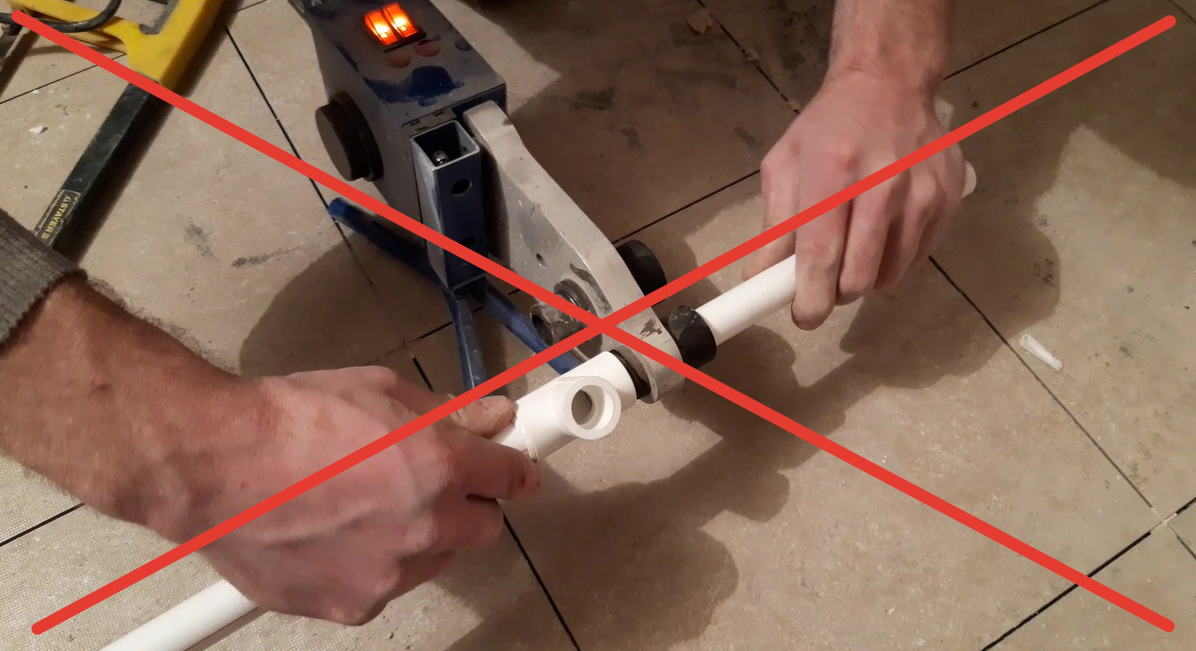
- Если мы работаем с уже закрепленным трубопроводом, то стоит заранее предусмотреть, куда будет «смотреть» отвод или крестовина – все дело в том, что для обеспечения максимально надёжного соединения детали нужно стыковать без вращения. Так что допускаются только минимальные корректировки положения.
- После завершения соединения удерживаем детали без нагрузки до тех пор, пока пластик не остынет.
Сварное соединение с муфтой в разрезе. Четко видна монолитная структура стенки
- Время остывания у разных труб различается – его также можно узнать по таблице, приведенной в этом разделе.
https://youtube.com/watch?v=Jytd2grNuN0





![[инструкция] пайка полипропиленовых труб | видео](https://aquic.ru/wp-content/uploads/0/0/2/0026b6ee953dc0757f10bfb825d9c408.jpeg)

Пайка полипропиленовых труб своими руками на примере

Рассмотрим технику пайки и последовательность монтажа дополнительной запорной арматуры и манометра в имеющуюся водопроводную систему.
Эти элементы участвуют в контуре резервного водоснабжения квартиры (накопительный бак для воды с насосом).
Водопроводный кран установлен для переключения положения разбора воды из центральной магистрали в резервное положение. Манометр сигнализирует о появлении воды в стояке. Узел достаточно сложно интегрировать в имеющуюся разводку из-за ограниченности пространства при соединении труб пайкой.
Для создания такого узла, который выполнен из полипропиленовых труб и переходов с сечением на 20 мм нужен следующий материал:
- Уголок под 45 град. в количестве 2 шт.
- Уголок под 90 град. -1 шт.
- Тройник – 2 шт.
- Муфта соединительная – 1 шт.
- Труба для холодной воды – 1 метр.
- Муфта, резьба внутренняя (МРВ) на 1/2 дюйма.
- Бронзой переход с наружной резьбой 1/2 дюйма и внутренней – 3/8”.
- Манометр на 10 бар.
- Кран проходной.
- Пакля и ФУМ лента.

Инструмент для пайки полипропиленовых труб.
Порядок проведения работ
При помощи пакли и ФУМ ленты обеспечьте герметичное соединение между манометром, бронзовым переходником и МРВ.
На паяльнике с насадкой выставьте температуру 250-260 градусов и включите его на нагрев.
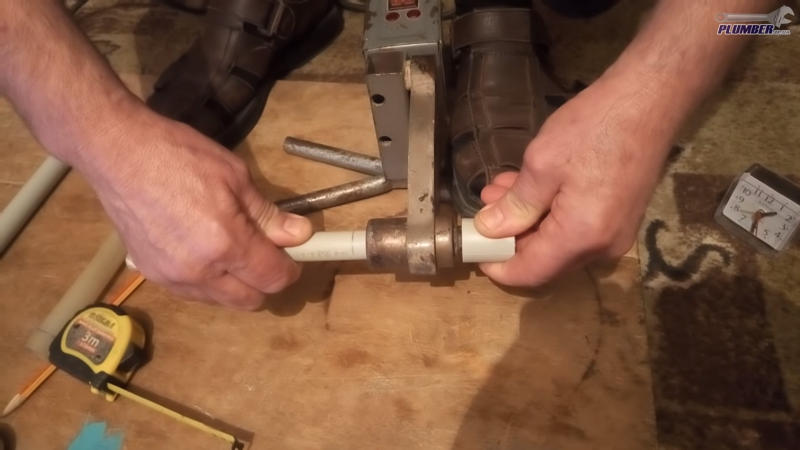
После того как биток нагреется, сразу же к выпуклой части прислоните тройник, а к другой, с выемкой, трубу и начинайте линейно подавать детали до упора.

Мысленно отсчитайте 7 секунд. За это время поверхность деталей должна равномерно оплавиться. На седьмой секунде вытащите детали из насадки и точно вставьте друг, в друга до упора. Удерживайте в таком положении четыре секунды, это время когда место пайки остается пластичным. Поэтому прокрутить свариваемые детали не более чем на пять градусов можно только в этом диапазоне.
От припаянного тройника отметьте расстояние в 13 мм на трубе.

Этот размер соответствует глубине погружения трубы в фитинг.
Ножницами отрежьте трубу по метке.

Спаяйте уголок и проходной кран так, чтобы на водопроводе он был размещен к горизонтальной плоскости под углом около 45 градусов.
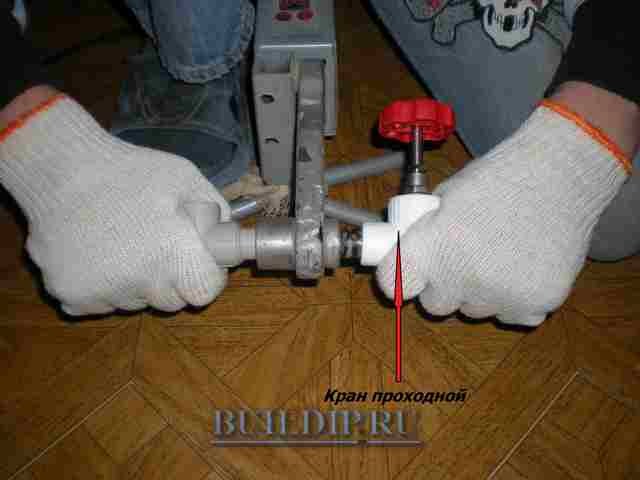

Другой конец проходного крана соедините с тройником, как показано на фото 9.

К тройнику, который расположен ближе к счетчику, вварите трубку с уголком под 90 градусов для датчика давления.

На разводке, в приблизительных местах спаивания деталей, разрежьте трубы и слейте остаточную воду.

Прислоните собранный узел к месту установки и произведите расчет состыковки труб.
Ножницами удалите лишние элементы.


На один конец удаленного элемента, который будет обратно соединяться с трубопроводом, состоящего из трубы и двух уголков под 90 градусов, впаиваем соединительную муфту. Другую часть ввариваем под определенным углом в тройник.
Рассчитываем, как будет соединяться трубопровод с другим участком. На основании этих данных, собираем узел из двух уголков под 45 градусов и трубы. Ввариваем его в другую сторону тройника заготовки.
Получившееся изделие вначале соединяем с трубой, находящейся возле канализации.

Затем с расходомером.

В последнюю очередь с трубопроводом смесителя и подающей линией бака.

Такая последовательность обусловлена возможностью использовать паяльник в местах, которые после состыковки смежных узлов можно перемещать.
Определяем длину трубы под манометр, впаиваем ее в МРВ и одеваем крепление. Прикладываем получившееся изделие к уголку и на стене отмечаем место размещения крепления. Убираем манометр и монтируем его к стене.

Спаиваем уголок и датчик давления. Проверяем герметичность всей системы.
Иногда пайка полипропиленовых труб своими руками не может быть выполнена одним работником, в связи с неудобным размещением деталей. В этом случаи такие узлы желательно паять вдвоем.
Пайка полипропиленовых труб своими руками
При установке полипропиленовых труб они могут быть соединены друг с другом следующими способами:
- методом диффузионной пайки;
- при помощи электрофитингов;
- посредством холодной сварки.
Ниже вы можете посмотреть небольшое видео на тему пайки полипропиленовых труб своими руками.
Особенности диффузионной пайки полипропиленовых труб
соединения полипропиленовых трубприменение доборной арматуры
Такой паяльник идет в комплекте со съемными парными насадками, которые по размеру соответствуют наружному диаметру трубы и внутреннему диаметру элементов соединения.
Пару таких насадок нужно прикрепить к термонагревательному элементу паяльника и разогреть их до температуры в 260 градусов. Когда насадки достаточно разогреются, в них нужно вставить соединительные детали буквально на пару секунд. В это время произойдет нагревание и расплавление поверхностей полипропиленовых элементов, которые вступили в контакт с насадками паяльника.
Потом доборный элемент и трубу нужно извлечь из насадки и присоединить друг к другу, чтобы они соединились посредством диффузии расплавленных частей. После того как поверхность остынет, соединение приобретет монолитную структуру.








Метод с помощью электрического паяльника имеет такие преимущества:
- легкость пайки труб;
- невысокая стоимость доборных элементов;
- невысокая стоимость самого паяльника.
Но наряду с этим такой паяльник крайне неудобно использовать в труднодоступных местах, это и есть ключевой недостаток такого метода пайки, хотя он и считается самым распространенным среди желающих сварить полипропиленовые трубы своими руками.
Как соединить полипропиленовые трубы с помощью электрофитингов
При установке полипропиленовых труб их нужно вставлять в электрофитинги и неподвижно фиксировать. К наружным контактам с помощью проводов подключается аппарат для сварки, который подает электричество на определенное время. В результате этого поверхность электрофитинга частично расплавляется, и полипропиленовая труба соединяется с другим элементом.
Такой метод оперативный и технически прост, но если вы захотите применить его своими руками, помните, что сварочный аппарат и соединительная арматура – весьма недешевые вещи. Именно по этой причине такой метод в домашних условиях для пайки практически не используется.
Метод холодной сварки
Холодная сварка полипропиленовых труб предполагает их соединение при помощи специального клея, состав которого способен размягчать поверхности соединяемых частей. Выглядит это так:
- места соединения предварительно обезжириваются;
- наносится клей в один слой;
- детали соединяются друг с другом;
- зафиксируйте их в нужном положении;
- продержите так какое-то время.
В плане прочности такой метод не уступает диффузному, технология очень проста, и паяльники со сварочными аппаратами не пригодятся. Однако ключевой недостаток такого способа пайки – это возможность его применения только для систем холодного водоснабжения. А вот для горячего водоснабжения и отопительных систем лучше применять другой метод.





