Особенности контактной (стыковой) сварки
Это – один из самых распространённых методов соединения труб полиэтиленовых.
При его выполнении концы свариваемых изделий должны быть зафиксированы в специальных зажимах. Располагаются эти фиксаторы на общих направляющих. Затем проводится операция торцевания с применением определённых пил.
После этого обработанные торцы труб нагреваются с помощью электронагревателя. Данная процедура прекращается, когда полиэтилен станет достаточно вязким и пригодным для сжатия под действием гидравлики. Проникновение расплавленных частей друг в друга на молекулярном уровне обеспечивает стойкую и герметичную стыковку труб ПНД.
Контактная сварка сохраняет достаточную гибкость трубопровода не в ущерб его прочности.А качество соединения зависит от категории используемого оборудования. Конечный результат будет тем лучше, чем больше возможностей у сварочного аппарата контролировать процессы нагрева и плавления полиэтилена. Если вы не знаете, как соединяется ПНД труба контактной сваркой, следующая инструкция вам пригодится:
Проверьте геометрию каждой трубы.
Для обеспечения плотности прилегания срезов, их кромки зачистите и подровняйте.Корректно расположите в сварочном аппарате торцы стыкуемых изделий. Для этого произведите центровку их поперечных срезов на одной оси.В промежуток между кромками введите нагревательный элемент и подайте на него напряжение нажатием соответствующей кнопки на аппарате. После этого торцы труб начнут оплавляться.Удалите нагревательную плиту и прижмите торцы с некоторым усилием друг к другу.
Удерживайте под давлением до тех пор, пока они полностью не остынут. При этом между свариваемыми трубами выдавливается расплавленный полиэтилен. Затвердев, он образует сварной шов.
Машины для такого типа сварки бывают механическими и гидравлическими. Последние считаются профессиональным оборудованием и требуют опыта подобной работы.
Стыковая сварка проводится при помощи механического или гидравлического сварочного агрегата
Преимущества использования полиэтиленовых труб
Украшением любой деятельности при внедрении новых материалов или технологий всегда была оценка с точки зрения пользы. Именно ожидаемый положительный эффект— венец усилий разработчиков: ученых, инженеров, конструкторов. Давайте посмотрим чего ж они все вместе добились.
Вот лишь некоторые преимущества:
- Этот материал дешевле любых других, срок службы при этом составляет не менее 50 лет.
- Полиэтилен, как материал, стойкий к большому числу агрессивных сред, а значит его диапазон применения для их перекачки очень широкий.
- «Блуждающие токи» для ПНД труб не страшны, а значит, обслуживание катодной защиты не требуется.
- Вес в 5−9 раз меньше металлических, а это позволяет делать монтаж с меньшей нагрузкой на грунт и значительно дешевле.
- Сварка встык значительно дешевле электросварки металлических.
- Высокая морозоустойчивость, сейсмоустойчивость и экологичность.
- В трубах ПНД не образуются грибки и бактерии.
Как видите, плюсов достаточно, но учтите, что трубы следует выбирать исходя из потребностей.
Электромуфтовое соединение
Необходимое оборудование

Сварочный аппарат и муфта
Данное соединение выполняется при помощи электромуфты, то есть муфты для соединения полиэтиленовых труб с закладными электронагревательными элементами. Данное соединение рассчитано на такое давление, которое достигает 16 Атм.
Электромуфтовое соединение считается более затратным экономически, чем сварка стыковая. Хотя в условиях высокой стесненности, при отсутствии возможности размещения габаритного аппарата предназначенного для стыковой сварки, незаменимой становится именно электромуфтовая сварка.
Наиболее популярна простая электромуфта, используемая для соединения в прямолинейный участок двух труб. Хотя наряду с ними применяются седловые отводы, электротройники и т.д.
Те соединения, которые выполняются при помощи электромуфты, достаточно часто применяют при монтаже трубопроводов не очень большого диаметра из труб, которые поступают в бухты.
Технология сварочного процесса
Рассмотрим технологию процесса сварки муфтами:
- Трубы, подготовленные заранее, и электрофузионные соединительные муфты устанавливаются строго по одной оси. Проводится подготовка труб путем снятия в местах сварки поверхностного слоя и удаления загрязнений.

Очистка поверхности и обезжиривание
- Производится подключение аппарата, подающего ток. Вследствие этого закладные элементы электрофузионной муфты нагреваются, расплавляя при этом окружающий материал.
- Область расплавляющегося полиэтилена в электромуфте увеличивается, что делает возможным передачу нагрева трубы ее поверхности, начинающей плавиться.
- Увеличивается в диаметре нагретая труба, и полиэтилен, который расплавлен и ограничен диаметром электромуфты в пространстве своего расширения, получает необходимое для сварки давление.
- В данный момент можно отключить питающую аппаратуру. Электромуфтовое соединение, которое уже стало гомогенным, по истечении времени, которое необходимо для остывания, будет готово.
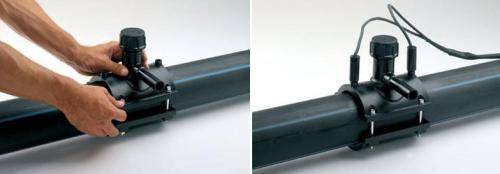
Установка муфты и подключение питающей аппаратуры
Совет от профессионала: Питающая аппаратура высочайшего качества может проводить весь цикл сварки самостоятельно, кроме того, может все данные заносить в специальный электронный протокол.
Дополнительные стадии сварки электрофузионной муфтой
При сварке труб, имеющих большой диаметр, обязательно дополнительно потребуется процедура подогрева – это следует помнить, производя монтаж полиэтиленовых труб своими руками. Прогрев выглядит так:
- Сварку муфты осуществляют последовательно с каждой из сторон соединения с трубами.
- Выполняется сначала с первой из труб полный сварочный цикл половины электрофузионной муфты. После чего с оставшейся трубой сваривается вторая половина электромуфты.
- Каждая сторона электрофузионной муфты большого диаметра должна иметь отдельное подключение своей спирали к питающему аппарату.
Монтаж
Для того чтобы увеличить эффективность монтажных работ полиэтиленовых труб, стоит изучить варианты соединения двух изделий друг с другом.
Выделяются следующие методы:
- сварка;
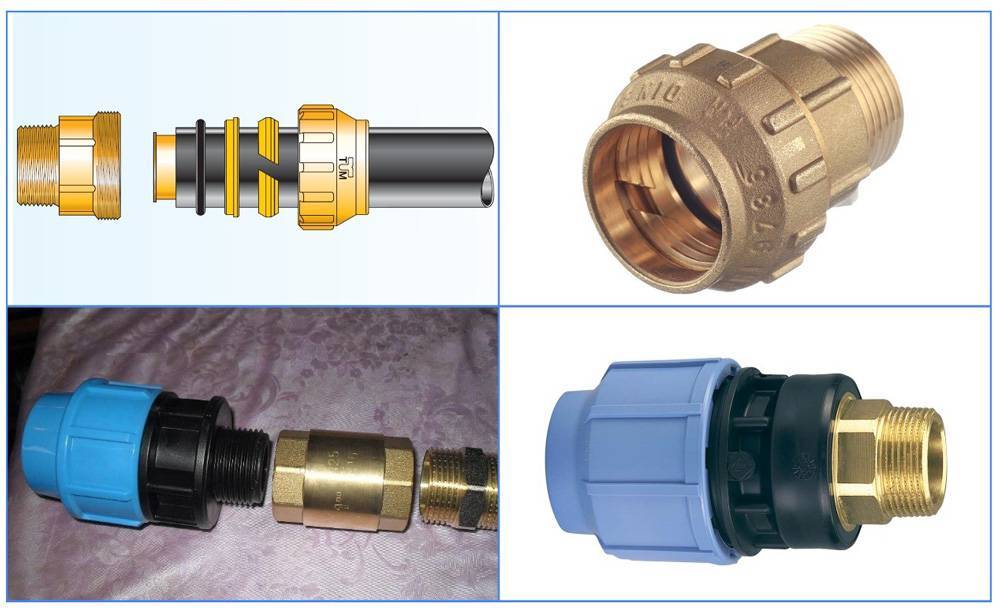
- компрессионные фитинги;
- электромуфтовая сварка;
- фланцевое соединение.
Первый метод используется на практике чаще всего, поскольку имеет высокую степень надежности и образует герметичный и прочный шов между элементами конструкции водопровода. Технология сварки заключается в следующем: торцы изделий подвергают термообработке при использовании сварочного аппарата, после чего скрепляются друг с другом – благодаря этому образуется соединение. Такой способ в особенности актуален при обустройстве подземного трубопровода.
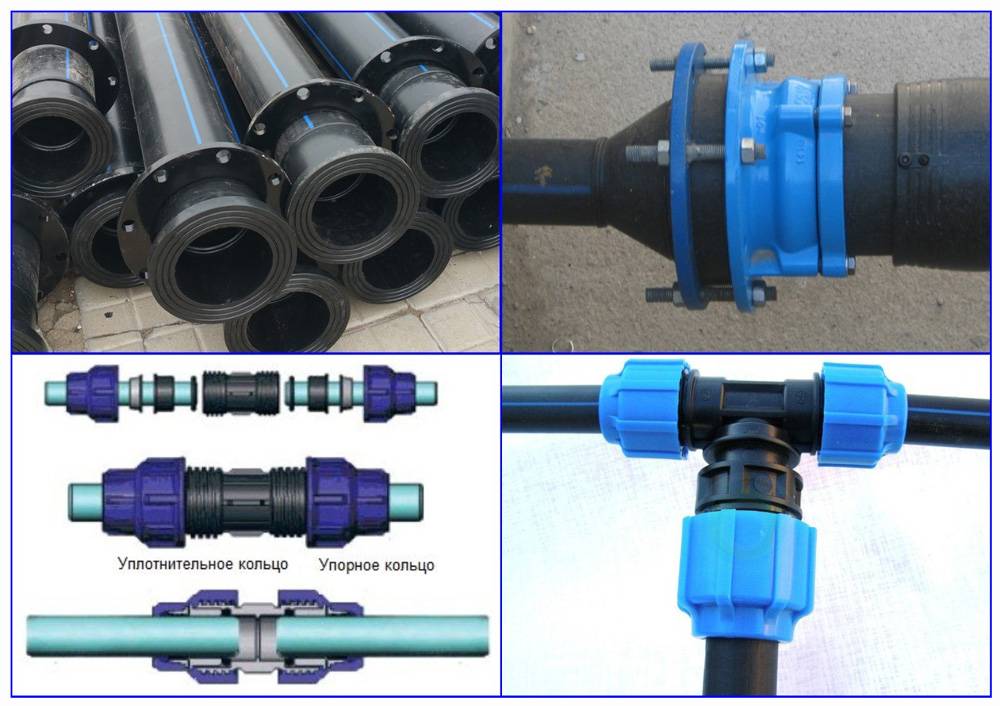
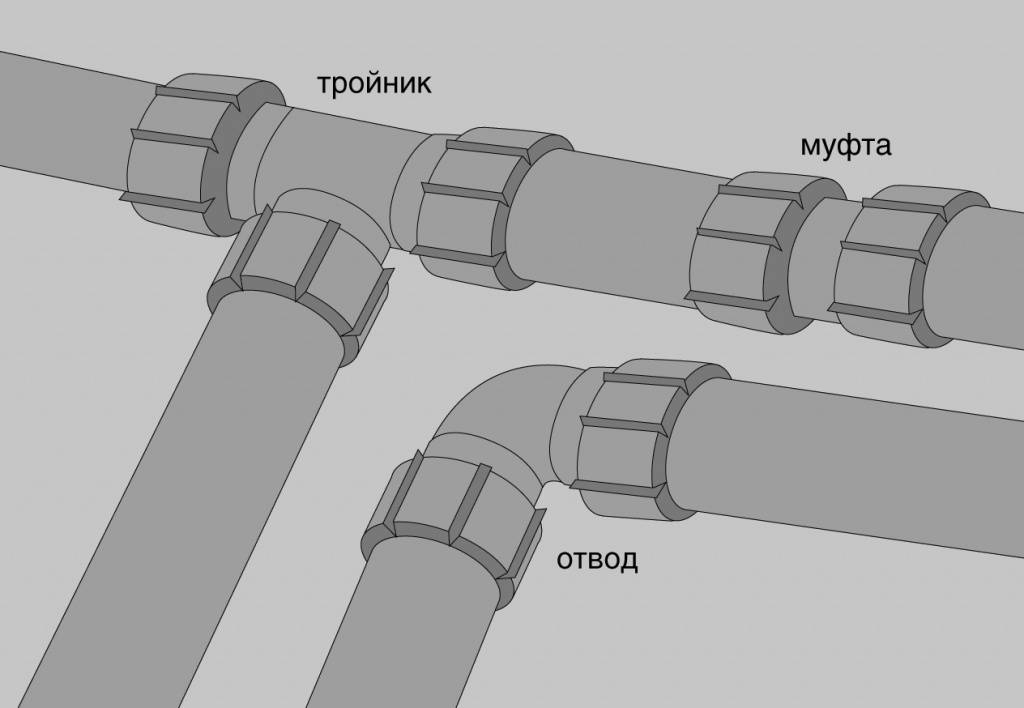
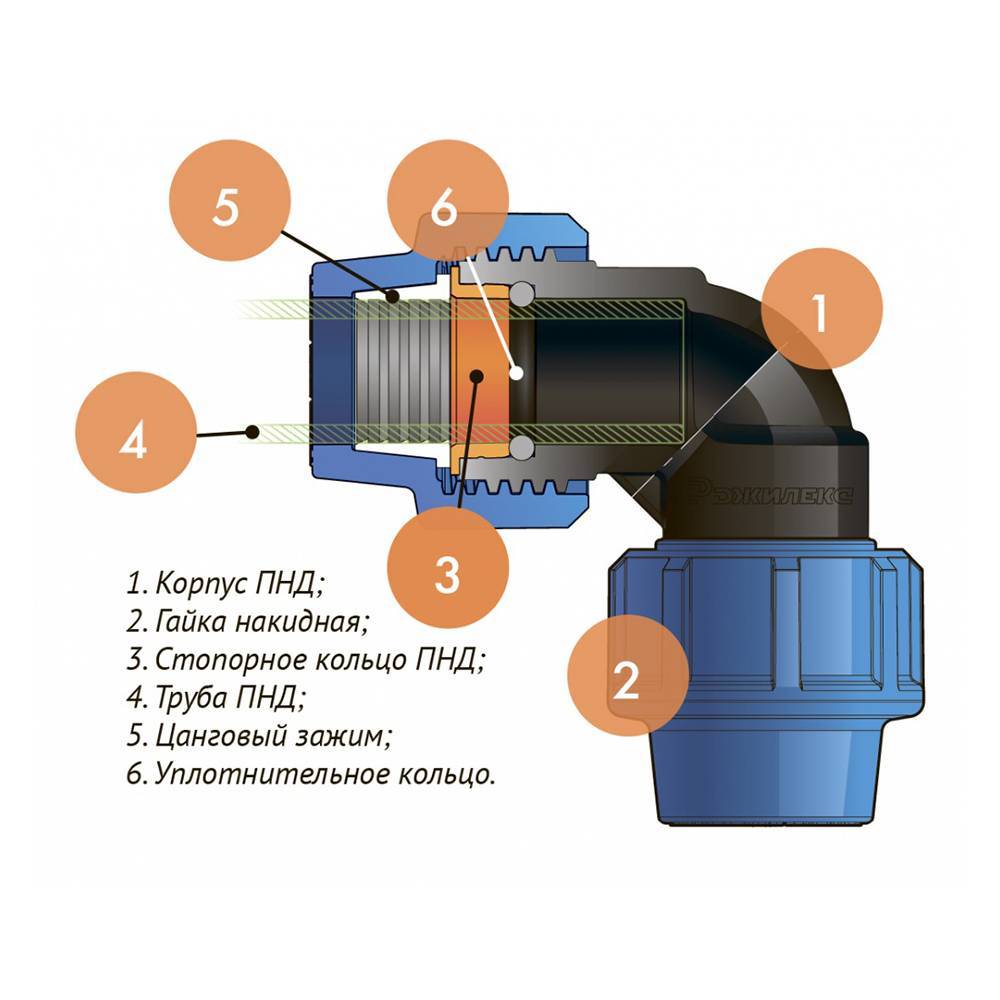
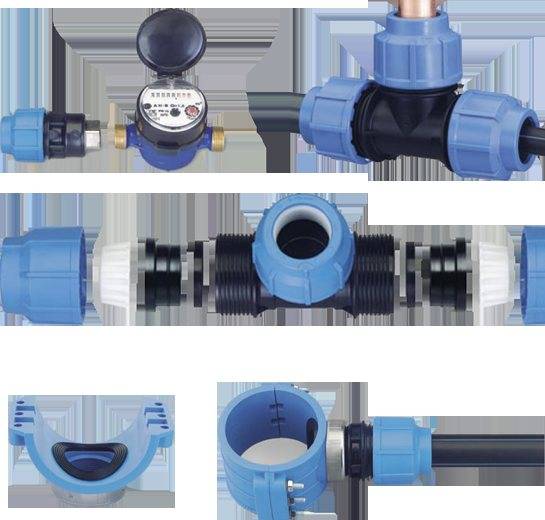
Фитинги являются вторым по популярности способом фиксации изделий между собой. Сегодня в продаже имеются различные компрессионные детали – тройники, муфты, переходные и угловые фитинги. Подобное многообразие дает возможность выполнять переход на резьбу. За чет использования таких элементов можно проложить систему водопровода любой конфигурации. Однако соединение коммуникаций, которые будут располагаться под землей, такими крепежными деталями выполнять не рекомендуется, поскольку фитинги нуждаются в регулярной профилактике.
Электромуфтовая сварка выполняется при использовании специальной разновидности фитингов – муфт. Они имеют в своем составе нагревательные элементы и клеммы. Последние нужны для соединения с нагревательным оборудованием.








Процесс соединения изделий происходит следующим образом: фитинги с обоих концов вставляются в трубы, после чего подключается нагревательное устройство, за счет которого спиральный элемент плавит муфту и основание трубы. В итоге на этом месте образуется прочный неразъемный шов.
Фланцевое крепление применяется при переходе на резьбу. Такой вариант соединения не получил широкого распространения, однако при монтаже водопровода из ПНД-труб для холодного водоснабжения фланцы весьма популярны.
В пользу простого монтажа ПНД-труб говорит и широкий ассортимент соединительных элементов, которые используются в комплекте с трубами. Они дают возможность прокладывать системы любой конфигурации, а также позволяют соединить элементы друг с другом оперативно и максимально надежно. Специалисты выделяют ряд рекомендаций общего характера, которые помогут выполнить монтаж труб из полиэтилена низкого давления без риска допустить ошибку.
Следует выделить несколько основных правил.
Все монтажные работы следует начинать с создания подробной схемы расположения будущей системы водоснабжения. Составленные чертежи помогут провести максимально четкие подсчеты количества труб и соединительных элементов, которые понадобятся для магистрали.
В процессе самостоятельной транспортировки приобретенной продукции необходимо принять меры предосторожности, чтобы избежать ситуаций, в которых продукция может повредиться об острые предметы или рабочий режущий инструмент. Если планируется закладка ПНД-труб в почву, нужно предварительно провести подготовительные мероприятия, связанные с обустройством в траншее подушки из песка, слой которой не должен составлять менее 10 см
Как альтернатива песку, в качестве сырья для подушки под трубы можно использовать гравий
Этот дополнительный слой нужен для того, чтобы обезопасить изделия от риска повреждения стенок об острые края различных предметов, которые могут оказаться в грунте. Перед укладкой труб защитный слой нужно тщательно утрамбовать. Изделия, по которым будет происходить транспортировка холодной воды, должны быть уложены таким образом, чтобы места стыков элементов водопровода были слегка утоплены в насыпную подушку.
Во втором случае работы выполняются для помощи фланцевых либо же раструбных фитингов, которые имеют в своем составе эластичный уплотнитель. Этот вариант приемлем для коммуникаций, в которых движение жидкой среды внутри происходит без участия давления (для труб с диаметром до 35 мм). Для соединения труб разъемным методом нет необходимости в использовании специализированного оборудования либо инструмента.
При соблюдении простых правил трубопровод, выполненный из полиэтиленовых труб низкого давления, сможет обеспечить подачу в жилое строение либо на участок холодной воды в минимальные сроки.
Этапы подключения радиаторов отопления
Установка батарей в доме и последующее подключение потребует от вас дополнительной оснастки и комплектующих. Вся запорная арматура, как и основные расходные материалы должны быть так же из полипропилена. Шаровые краны сегодня выпускаются в любой модификации, как прямые, так и угловые.
Для справки:
Можно использовать латунную арматуру, однако она дороже и что самое интересное, места соединений латунной арматуры с пропиленовой трубой или муфтой со временем потеряет свою прочность.
Что бы правильно сделать подключение, вам потребуются: уплотнители, набор ключей, резьбовая паста, монтажная лента, нитки для изготовления резьбы.

Обвязка выполняется следующим образом.
Используется мультифлекс – оснастку, в которую вставляется муфта, оснащенная накидной гайкой. Такое соединение способно взаимодействовать с любыми выходами и входами.
Полипропиленовые трубы укладываются на подходящую высоту. Допустимый зазор между магистралью и стеной составляет 20-30 см. Специальные скобы являются местами креплений трубы к стене.
Если вы хотите спрятать трубы в стену, то на поверхность труба выводится только в местах подключения к радиаторам.

Батареи обычно крепятся к стене с помощью штырей. В некоторых случаях используются угловые кронштейны, на которые подвешиваются батареи. Для секционных радиаторов количество кронштейнов определяется числом секций.
Монтаж крана в батарею. Пластиковый кран разбирается. Затем штуцер вкручивается в посадочное гнездо и фиксируется накидной гайкой, после чего гайка плотно затягивается. Пластиковый корпус крана одевается поверх штуцера.
Подведенная труба с помощью изгибов, подводится непосредственно к крану, после чего в действие вступает паяльник. Для работы полипропиленовыми трубами используйте пальник мощностью 800Вт, который настроен на температуру нагрева в 270 0 С. Ни больше, ни меньше ставить температуру не рекомендуется. Нагретая муфта одевается на выходное отверстие крана. Весь процесс, при соответствующей подготовке занимает не более 5-10 минут. Не забывайте ставить в местах подключения термостатические регуляторы.
Для справки:
трубы, подведенные к радиатору, должны быть геометрически правильно расположены, без натяжения и наклонов. В противном случае место соединения будет находиться под постоянным напряжением, а созданный наклон магистрали нарушит нормальную циркуляцию воды в системе.
Что бы получить представление о том, каким образом выполняется финишная работа: подключение труб к радиатору, предлагаем вам посмотреть это видео.
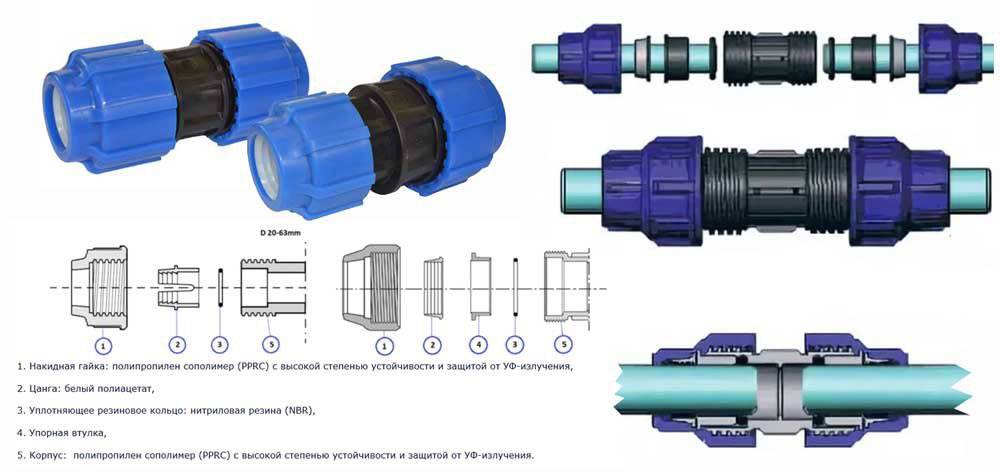
Где применяются компрессионные фитинги
Это основные элементы для соединения труб из полиэтилена низкой плотности или марок PEAD, ПЭ-40, 80 и 100 с диаметром 16 — 110 мм. Обычное применение таких труб — транспортировка питьевой воды и других жидкостей в магистралях с давлением до 16 бар. Материалы, из которых изготовляются фитинги, имеют высокую химическую стойкость в т. ч. и к ультрафиолетовому излучению. Применяются такие фитинги преимущественно в малоэтажном домостроении, т. е. в сельской местности, при устройстве теплиц, систем полива, водоснабжения поселков и прокладки водопровода вдоль улицы. Другим применением дешевых водоводов, а значит и сопутствующих комплектующих — компрессионных фитингов — являются системы ирригации. Как раз для них и нужна возможность быстро и без проблем делать заново монтаж водоводов.
Компрессионные фитинги при температуре +20 градусов для труб диаметром до 63 мм выдерживают давление до 16 бар, а свыше — не более 10 бар. По отношению к рабочим температурам труб ПНД фитинги выдерживают больший нагрев— до +100 градусов, поскольку изготавливаются из полипропилена.
Хранение фитингов в складских условиях не имеет каких-либо особенностей. Если их материал изготовления ПНД, то их следует беречь от солнечного света, но последнее время все больше для труб ПНД применяют фитинги из полипропилена, которому ультрафиолет совсем не вреден.







Способы соединения труб
Соединения труб ПНД бывает двух видов:
- неразъемные (соединение встык сварочным аппаратом и электромуфтовая сварка);
- разъемные (с помощью соединительных деталей).
Неразъемные соединения
применяются обычно на участках, где трубам предстоит работать в сфере высоких давлений. Соединения при помощи сварки подходят для всех ПНД труб диаметром более 50 миллиметров. Полученный в результате сварки шов прочнее самой трубы в несколько раз и обеспечивает абсолютную герметизацию стыка.
Сварка труб встык
Стыковая сварка труб пнд осуществляется при помощи специального аппарата. Суть такого соединения состоит в нагревании торцов труб специальным нагревательным элементом до вязкого состояния. Смягченные концы труб соединяют под давлением и оставляют остыть место соединения естественным способом. Предварительно концы труб обезжиривают и очищают от загрязнений.
Полученный сварочный шов должен быть ровным, высота его выступа – одинаковой. Только в этом случае он будет максимально прочен и надежен.
Сварка встык – основной способ соединения труб ПНД. При четком соблюдении технологии сварки получаются прочные и долговечные соединения
Сварка встык считается одним из самых популярных способов соединения трубопроводов, однако нельзя сбрасывать со счетов и второй, не менее эффективный способ – соединение при помощи электромуфт.
Электромуфтовая сварка
Для этого типа сварки используется фасонная муфта из полиэтилена. В нее вставлены электрические спирали и при прохождении электрического тока по ним муфта разогревается до нужной температуры и приваривается к трубам, прочно скрепляя их при застывании. Как и при стыковой сварке, перед началом работы концы труб тщательно очищают.
Технологию электромуфтовой сварки активно применяют в стесненных условиях – при создании врезок в ранее соединенные трубы, в колодцах, при ремонте и монтаже отводов и др.
Сварные соединения должны отвечать следующим требованиям:
- смещение свариваемых отрезков по отношению друг к другу не должно составлять более 10% от толщины стенки полимерной трубы;
- стыковой шов не должен располагаться ниже внешнего уровня поверхности трубы;
- качественный сварной шов имеет высоту валика не более 2,5 миллиметра на трубах с толщиной стенки до 5 миллиметров, а на толстостенных трубах, толщина стенок которых составляет 6-20 мм, его высота не должна быть больше 5 миллиметров.
Разъемные соединения
Такой вид соединения осуществляют на участках, где в будущем может потребоваться реконструкция или ремонт и появится необходимость в разборке. Это встречается в частном домовладении, когда нужно подсоединить трубу от источника водоснабжения к участку водопровода, ведущего к дому.
Бывают также ситуации, когда невозможно применить сварочный метод (нет необходимого оборудования или соединение нужно выполнять в воде). В таких случаях используется муфтовое соединение. Специально выпускаемые для труб ПНД муфты надежно скрепляют стыкуемые отрезки.
Разъемное соединение труб осуществляется двумя способами:
- раструбным соединением (с использованием эластичных уплотнительных прокладок);
- фланцевым и фитинговым соединением, для которого используются специальные крепежные элементы.
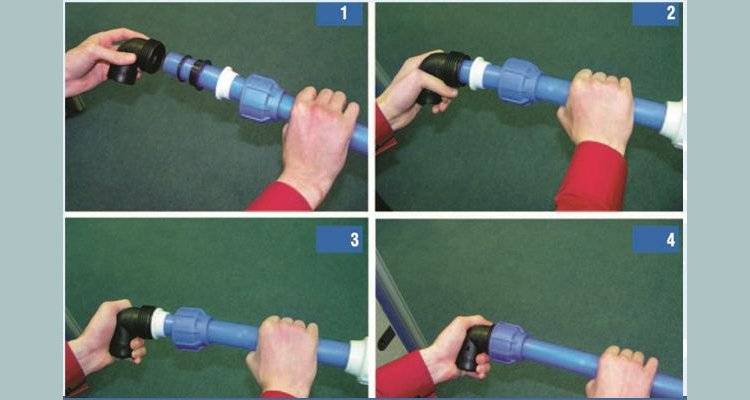
Для сборки монтируемых деталей нет необходимости в инструментах и приспособлениях, кроме специального ключа, при помощи которого откручивают и закручивают прижимные гайки на соединительных фитингах. Этот метод подходит для соединения труб небольшого диаметра (20-35 мм).
Применение компрессионных фитингов дает возможность производить соединение ПНД труб без использования сварочного аппарата — их монтаж осуществляется путем сборки элементов фитинга резьбовым способом
Достоинством компрессионных фитингов является возможность разборки при необходимости смонтированных деталей, причем делать это можно неоднократно и выполнить такую работу сможет даже человек без специальной подготовки. Кроме того, этот вид монтажа можно выполнять даже при весьма низких температурах, а наличие в продаже большого ассортимента соединяющих элементов различных диаметров позволяет собрать любые нужные разводки и разветвления в трубопроводе.
Неразъёмные соединения — сварка ПНД труб
Для труб ПНД большого диаметра метод неразъемного соединения является единственным приемлемым вариантом. Он обеспечивает высокий уровень герметичности, который достигается даже при высоких температурах.
Полиэтилен подходит для сварки, поскольку он сохраняет вязкую консистенцию в широком диапазоне температур и характеризуется низкой вязкостью расплава.
Независимо от метода, используемого для изготовления неразрывного соединения, применяются следующие требования.
- Угол двух соединяемых труб не должен превышать 10% от толщины их стенок,
- Стык должен находиться над внешней плоскостью поверхности соединяемых участков трубы,
- Шарнирные шарики должны быть отличного качества, их высота может варьироваться от 2,5 до 5 мм (в зависимости от толщины стенки).
Сваривание труб встык
Сварка пайкой является наиболее популярным выбором для прочных соединений труб из ПЭНД. В этой технологии соединяются концы двух секций одинакового диаметра. Толщина стенок соединяемых элементов также должна быть одинаковой.
Напорные трубы соединяются в промышленных условиях с помощью специального электрогидравлического и механического оборудования, так как это требует высокой степени точности и аккуратности.

Сварочные характеристики:
- Процесс используется для труб с толщиной стенки более 4,5-5 мм и диаметром 50 мм и более,
- Сварка должна производиться на ровной и устойчивой поверхности,
- Если работы проводятся на открытом воздухе, концы труб должны быть закрыты, чтобы избежать воздушных потоков в трубах; ветер влияет на температурные параметры и сказывается на качестве работы,
- соединяемые детали должны быть чистыми внутри и снаружи — загрязнения или даже пыль не приведут к качественному соединению; зажимы сварочного аппарата также должны быть чистыми,
- рекомендуется сделать 1-2 пробных сварных шва, чтобы установить температуру. Это поможет вам понять принципы и особенности процесса, если вы не знакомы с дуговой сваркой,
- Перед шлифованием следует тщательно протереть лицевые пластины, а после шлифования проверить размеры трубы,
- Оптимальный диапазон температур окружающей среды для дуговой сварки составляет о т-15 до +45 °C.
Процедура промышленной сварки:
- Перед началом работы свариваемые детали разрезаются перпендикулярно поверхности, на которой они расположены. Края очищаются, обезжириваются и обрабатываются соответствующим образом.
- Трубы зажимаются в сварочном аппарате, тщательно центрируются и проверяются на наличие деформаций или повреждений.
- Концы труб нагреваются с помощью нагревательного устройства для размягчения материала.
- Расплавленные концы соединяются и спрессовываются под высоким давлением. Это продолжается до тех пор, пока полиэтилен не остынет.
- Когда шов остынет, аппарат снимают.
Сварной шов идеально ровный и симметричный. Раструб обеспечивает соединение, которое по прочности не уступает цельной трубе. Для выполнения описанной выше процедуры необходимо два человека.
Что из себя представляют трубы ПНД
ПНД — это полиэтилен, изготовленный под низким давлением. ПНД получается путем полимеризация органического вещества этилена при температуре до 120 ͒С под давлением до 2 МПа в растворе специального катализатора. Получившийся материал еще называют полиэтиленом высокой плотности (ПВП), поскольку он плотнее и прочнее других полимеров.
Преимущества и недостатки труб ПНД
К преимуществам ПНД труб относятся:
- Невосприимчивость к любого рода растворителям. При температуре до 80 ͒С трубы из ПНД не растворяются вовсе. При достижении этой температуры — только в специальных растворителях. Вода наносит вред только при температуре от 180 ͒С.
- Не подвергаются коррозии. Это проблема известна для всех металлических труб, которые под действием воды и воздуха со временем начинают окисляться. ПНД трубам коррозия не страшна, поскольку в их составе нет металлов.
- Гладкая внутренняя поверхность. Шероховатости и неровности приводят к накоплению разного рода загрязнений. Со временем такая грязь способная почти полностью перекрывать просвет. Трубы ПНД гладкие, потому ничего не мешает ламинарному течению жидкостей по ним.
- Долговечность. Производители обещают, что их продукция способна прослужить до 50 лет. Стоит учитывать, что эта цифра была получена теоретическим путем. Полиэтилен высокой плотности был введен в эксплуатацию около 60 лет назад, потому достоверных данных о таком сроке службы еще не получено.
- Гибкость. ПНД трубы очень гибкие, их даже можно свернуть в рулон. Это неоспоримое преимущество в том случае, если их прокладывают через неровную местность.
- Высокая прочность. ПНД — прочный, герметичный и в то же время эластичный материал. Он не протекает, не ломается и не перегибается. Благодаря гибкости и прочности они хорошо зарекомендовали себя даже в сейсмически активных районах.
Существенным недостатком является неустойчивость материала к ультрафиолетовым лучам.
Трубы ПНД прокладывают только под землей или внутри помещений вдали от солнечного света. При воздействии солнечных лучей, полиэтилен высокой плотности становится хрупким и начинает разрушаться. Процесс распада проходит быстро, такие трубы необходимо менять.








Когда может быть применена сварка в стык?
Рассматриваемый способ, как правило, применяется в тех случаях, когда толщина стенки превышает 5 мм. Подготовка материала к началу работ организовывается в рамках следующей схемы:
- Выровнять торец изделия относительно оси трубы;
- Удалить фаску с помощью острого ножа или (этот вариант более предпочтительный) специального агрегата — фаскоснимателя;
- Тотальная очистка и обезжиривание торцевых участков.
Также необходимо убедиться в том, что основные и вспомогательные участки, которым предстоит контактировать друг с другом, соосны друг другу. Говоря простым языком, соосность предполагает установку одной детали в другую таким образом, чтобы труба в патрубке сидела плотно и входила на 3/4 глубины муфты, таковы требования технологии;
После этого (если речь идет о сварочном соединении) надеть обе спаиваемые части на «утюг», дать нагреться на протяжении времени, указанного в инструкции к устройству и соединить, проверив герметичность после остывания.
Установка водопровода из ПНД
Трубы из полимерных материалов сегодня выступают в качестве успешных конкурентов металлическим и асбоцементным изделиям, всё шире применяясь для прокладки водопроводных систем. Это обусловлено широким ассортиментом пластиковых труб, изготовляемых из различных полимеров с разными техническими характеристиками. В результате всегда имеется возможность выбора исходного материала для монтажа трубопровода, в соответствии с предъявляемыми к нему эксплуатационно-техническими требованиями.
Одним из наиболее распространённых полимеров, применяемых для производства пластиковых труб, является ПНД — полиэтилен низкого давления.
Технология производства ПНД-труб такова:
- Расплав полиэтилена выдавливается через матрицу необходимого размера.
- Процесс полимеризации в данном случае происходит при атмосферном давлении, в отличие от полиэтилена высокого давления.
- После застывания полиэтиленовой заготовки, они нарезаются на отрезки стандартной длины, либо сворачиваются в бухты.
- Производится маркировка изделий, в соответствии с их техническими характеристиками, и трубы отправляются в продажу.
Трубы из ПНД, бывают нескольких видов
- Лёгкие, рассчитанные на рабочее давление не более 2,5 атмосфер. Маркируются буквой «Л».
- Средне-лёгкие, маркируются «СЛ» и выдерживают давление до 4 атм.
- Средние, маркировка «С», рабочее давление до 8 атм.
- Тяжёлые — «Т», способные выдержать до 10 атмосфер.
При покупке следует обращать внимание на маркировку, выбирая материал для водопроводной сети в зависимости от предполагаемого рабочего давления внутри системы. Смонтировать водопровод из ПНД на даче своими руками не представляет особых затруднений благодаря технологичности сборки
Соединяются между собой ПНД-трубы при помощи специальных фитингов и доборных элементов — тройников, уголков и т.д.
Для дачного водопровода рекомендуется применять трубы из полиэтилена марки 80 или 100. Они отлично подойдут для подачи холодной воды, обладая устойчивостью к воздействию солнечного ультрафиолетового излучения и коррозийному воздействию жидкости. Основная водопроводная ветка делается обычно из трубы диаметром 32-40мм, а отводы от неё — из 20-25-й трубы.
Что из себя представляют трубы ПНД
Полиэтилен – широко распространенный и известный пластик. Но трубы из него стали изготавливать не слишком давно – примерно 50 лет назад. Название «полиэтилен низкого давления» происходит от способа производства полиэтилена и не имеют отношения к качеству пластика.

Трубы могут быть черными, ярко-голубыми, черными с голубыми и желтыми полосками, серыми (для канализации), редко других цветов. Для водопровода питьевой воды предназначены голубые или черные с голубыми полосками изделия, черные изделия – для технических целей. Диаметры – от 16 до 1600 мм. Изготавливаются как мерные изделия длиной 12 м или в бухтах (если диаметр не превышает 160 мм)