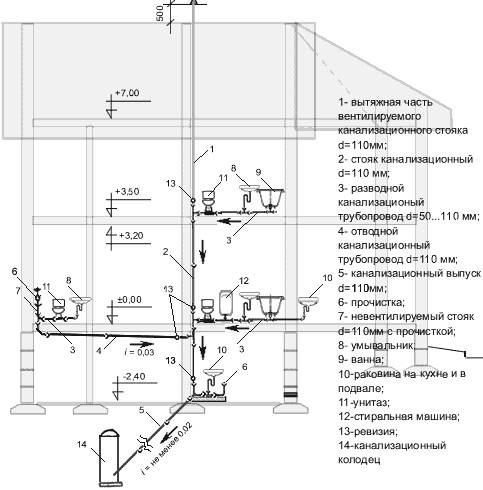
Особенности технологического процесса
Технология пайки меди газовой горелкой во многом зависит от параметров присадочного материала. В зависимости от припоя, различают два метода соединения:
- Низкотемпературный. Применяется при работе с легкоплавкими сортами припоев. С их помощью выполняют монтаж домашнего водоснабжения, и ремонтируют трубки автомобильных газобаллонных установок. Температура пайки не превышает 400 Сº. Соединения, выполненные с использованием мягкого припоя запрещено эксплуатировать при температуре свыше 110 Сº. Технология не отличается особой сложностью, поэтому обладая соответствующими навыками, можно выполнить пайку своими руками.
- Высокотемпературный. Твердые сорта присадочных материалов используют на самых ответственных работах, поэтому чаще всего их применяют на массовом производстве. Кроме того, такой метод используется при сварке трубок кондиционеров. Их изготавливают из сплава, содержащего не менее 90 % меди и дополнительных добавок, включая серебро. Температура пайки варьируется в пределах 700-900 Сº.
Как паять трубы
Перед началом работ нужно подготовить коммуникации к воздействию. Сварка трубопроводов осуществляется на небольших отрезках канализационных систем, поэтому нужно обрезать трубу до определенного размера. Место среза зачищается, после чего там делается фаска. Эта операция поможет облегчить соединение ответвлений тепло- и холодоснабжения с фитингами.
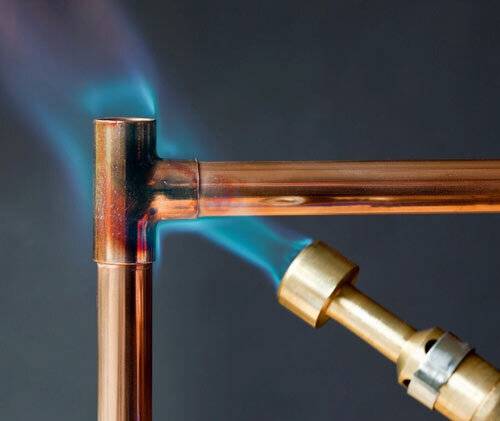
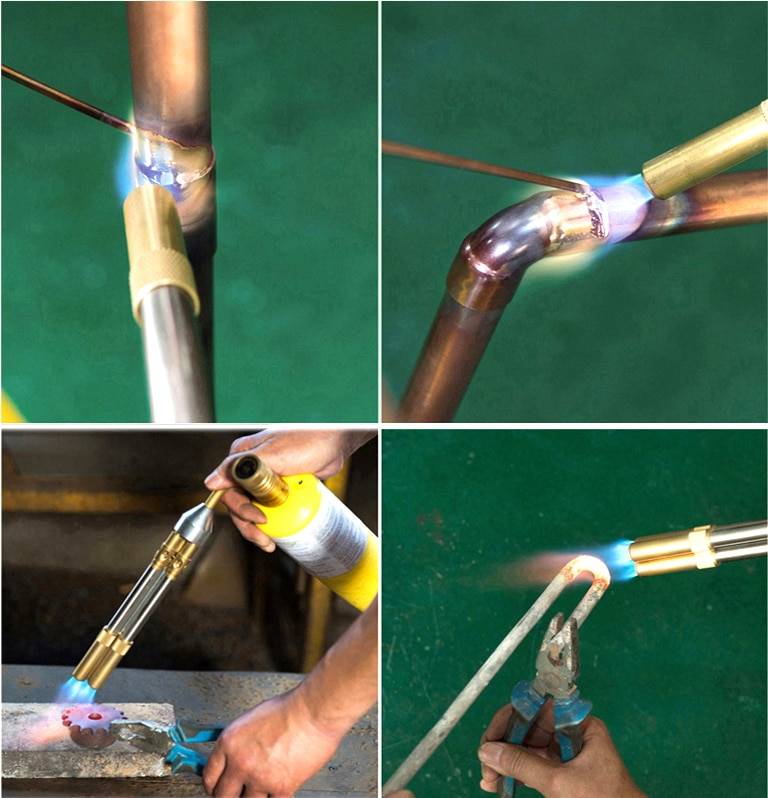
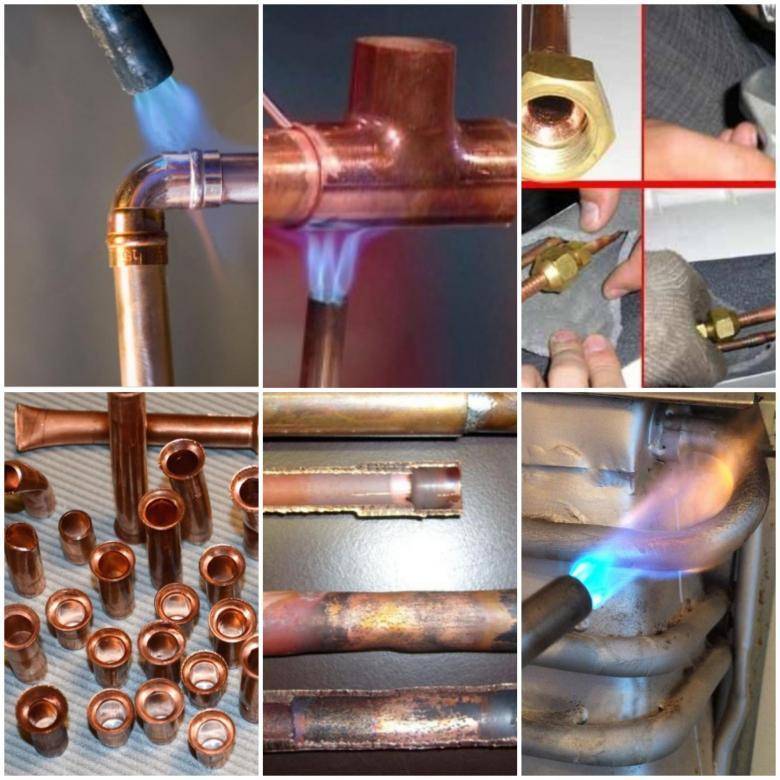
Фото — пошаговая инструкция
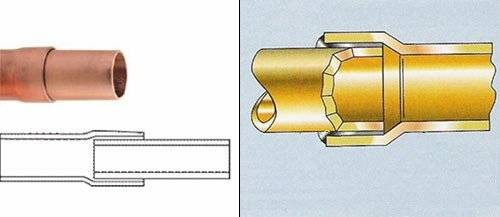
Для монтажа отожженных материалов понадобится использование так называемого труборасширителя. Этот инструмент необходим для установки на нестандартный диаметр фитингов. Существуют устройства разных диаметров, практически до 110 мм.
Пошаговая инструкция, как паять медные трубы оловом:
Согласно СНиП, всегда номинальный диаметр должен быть меньше фитинга;
Высокотемпературная обработка соединений начинается только после их зачистки. Фитинги и трубы нужно прочистить при помощи щетки и при необходимости затереть наждачной бумагой. В зависимости от хранения коммуникаций, рекомендует также их стыки обработать спиртом для обезжиривания;
Далее, на место, где будет проводиться запайка медных труб и монтироваться фитинги, которые будут установлены для соединения частей коммуникации, наносится тонким слоем флюс-паста;
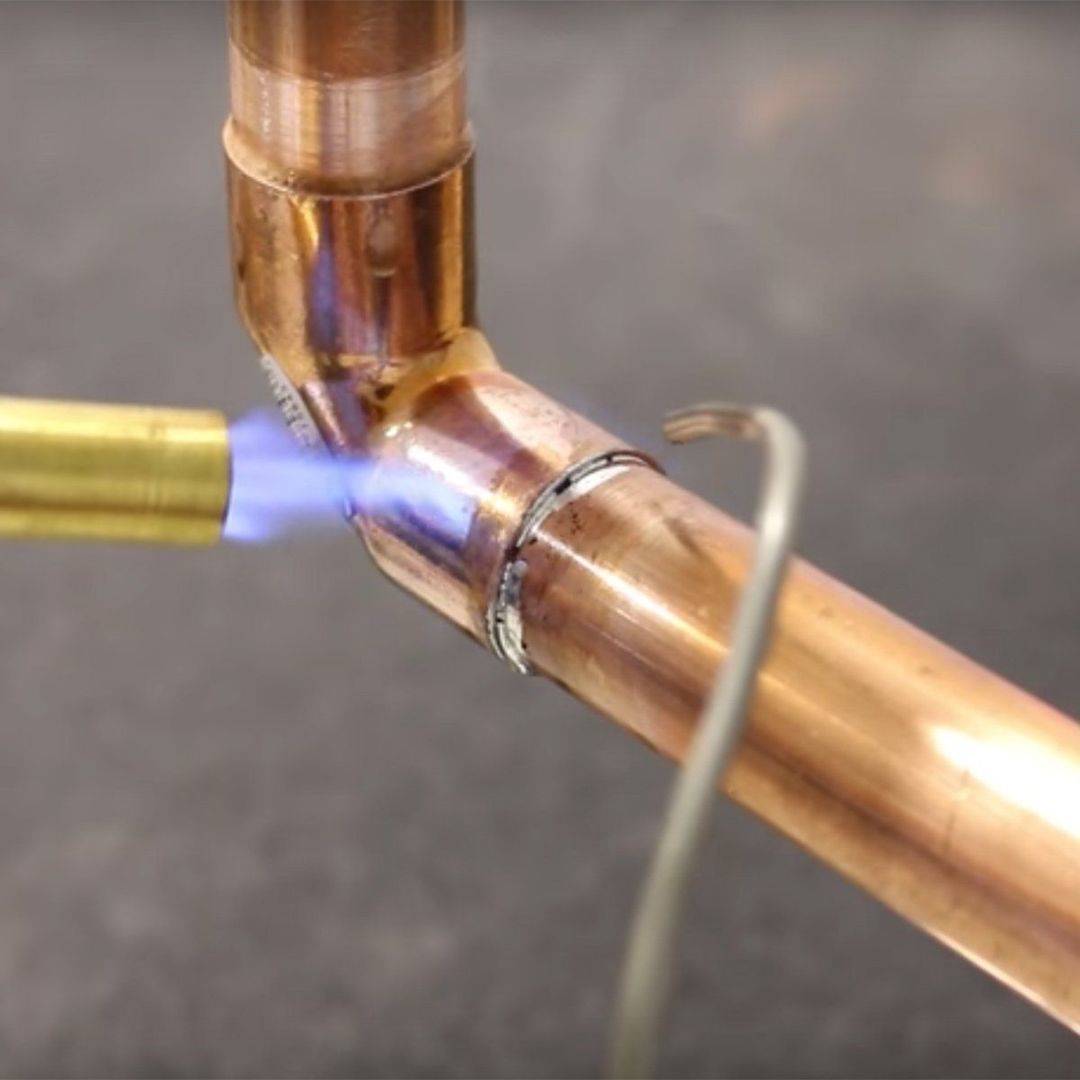
Теперь включается горелка на нужную температуру. Припоем необходимо провести точно по краю соединений, а горелкой разогреть место стыковки фитинга. Для сварки водопроводных коммуникаций удобнее всего работать оловом, т. к. оно впитывается в металл и можно сэкономить время на разогреве соединений;
Паять труб нужно не более 20 секунд, т. к. максимальная температура горелки – свыше 1000 градусов. Будьте внимательны, в некоторых условиях требуется низкотемпературная сварка, поэтому желательно знать, какой у Вас тип труб;
После осуществляется сборка канализации
Очень важно сразу не включать воду в магистрали, иначе соединение не успеет остыть и покроется трещинами – это негативно повлияет на герметичность соединения. Среднее время остывания меди от 30 минут до двух часов.
Для сварки медных труб с небольшой разностью диаметров используется технология «капиллярная пайка». Она позволяет осуществить соединение паяльником отдельных коммуникаций при разнице между ними до 0,5 мм. В таком случае, спайка заполняет собой пространство между трубами. Это позволяет осуществить монтаж системы без шва. При методике используются твердые припои, которые обладают улучшенной защитной функцией.
Во многом успех пайки зависит от вида припоя, который используется. Наиболее часто медные трубы сваривают серебром, латунью и оловом, которые обладают высокими показателями текучести. Реже работы производятся с алюминием.
Вы можете сразу купить не только аппарат для пайки медных труб, но и набор расширителей и фитингов, которые понадобятся при разводке канализации без профессионального сантехника. Перед началом работ советуем пройти обучение технике, или хотя бы просмотреть видео.
Что такое пайка медных труб
Пайка
Не так часто сейчас встречается медный трубопровод. Обычно трубы изготавливаются из полипропилена или металлопластика. Это объясняется высокой стоимостью меди как материала для целого водопровода. Но среди всех доступных видов труб, медные считаются самыми лучшими.
Детали из меди обладают повышенной прочностью, термостойкостью и гибкостью. Они несоизмеримо долговечнее своих пластиковых аналогов. Их легко спрятать в стену или под бетон. Материал с легкостью выдержит нагрузку.
Так что при выборе материала трубопровода очень часто дают рекомендации рассмотреть медные модели. Они потребуют больших начальных вложений, однако сэкономят много средств в будущем. Стоит отметить, что вкупе с отличными техническими параметрами, медь еще и очень просто монтируется.
Пайка медных участков труб представляет собой их скрепление при помощи температурного воздействия. Медь легко паять даже без предварительной подготовки. Надо соблюдать ряд обязательных правил, которые позволят не бояться за герметичность. Для методов не потребуются дорогие флюсы, так как медь очень вяло взаимодействует с кислородом даже во время тепловой обработки. Детали из меди сохраняют первоначальную форму даже при очень сильном воздействии извне, так что можно не бояться перегреть материал.
Основные ошибки, допускаемые при пайке
Ошибки
К основным ошибкам, которые часто допускают неопытные сварщики, относят:
Спайка поверхностей с некоторыми дефектами. Во время соединения мелочей не бывает. Даже незначительный дефект способен ослабить шов.
Некачественная очистка поверхностей от загрязнений.
Несоблюдение норм по размерам монтажного зазора. Это приводит к получению негерметичного и недолговечного соединения.
Малый нагрев деталей
Часто во время работы новички стараются как можно быстрее расплавить припой, не уделяя внимание сами деталям.
Неравномерное нанесение флюса.
Перегрев детали, что приводит к сгоранию флюса.
Если начать проверять на прочность не до конца остывшее соединение. Можно нарушить целостность шва или вовсе разрушить его.
Несоблюдение техники безопасности
Приводит к травмам, заболеваниям и разным неприятным явлениям.
Новичкам может быть сложно соблюдать все правила проведения процедуры. Поэтому для проведения первых работ рекомендуется пригласить опытного сварщика в качестве консультанта.
Сварка труб представляется действенным методом получения герметичных соединений. Но иногда осуществить этот метод не представляется возможным. Тогда на помощь придут способы соединения медных труб фитингами без пайки. Устройства позволят плотно и герметично совместить детали. Этот способ несколько хуже по качеству, однако представляет собой неплохую альтернативу классической сварке в домашних условиях.
Процесс спайки меди
Порядок действий зависит от выбранного способа сварки.
Низкотемпературная пайка
При использовании этого способа выполняют такие действия:
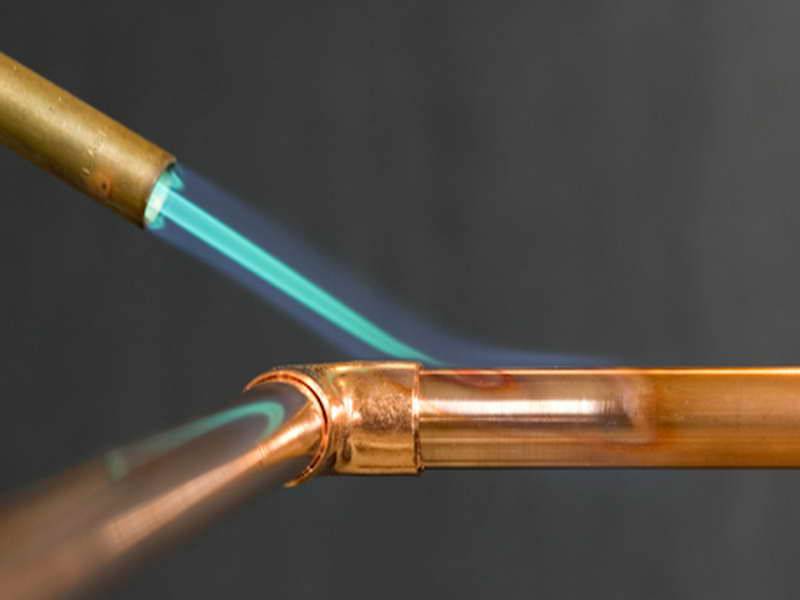
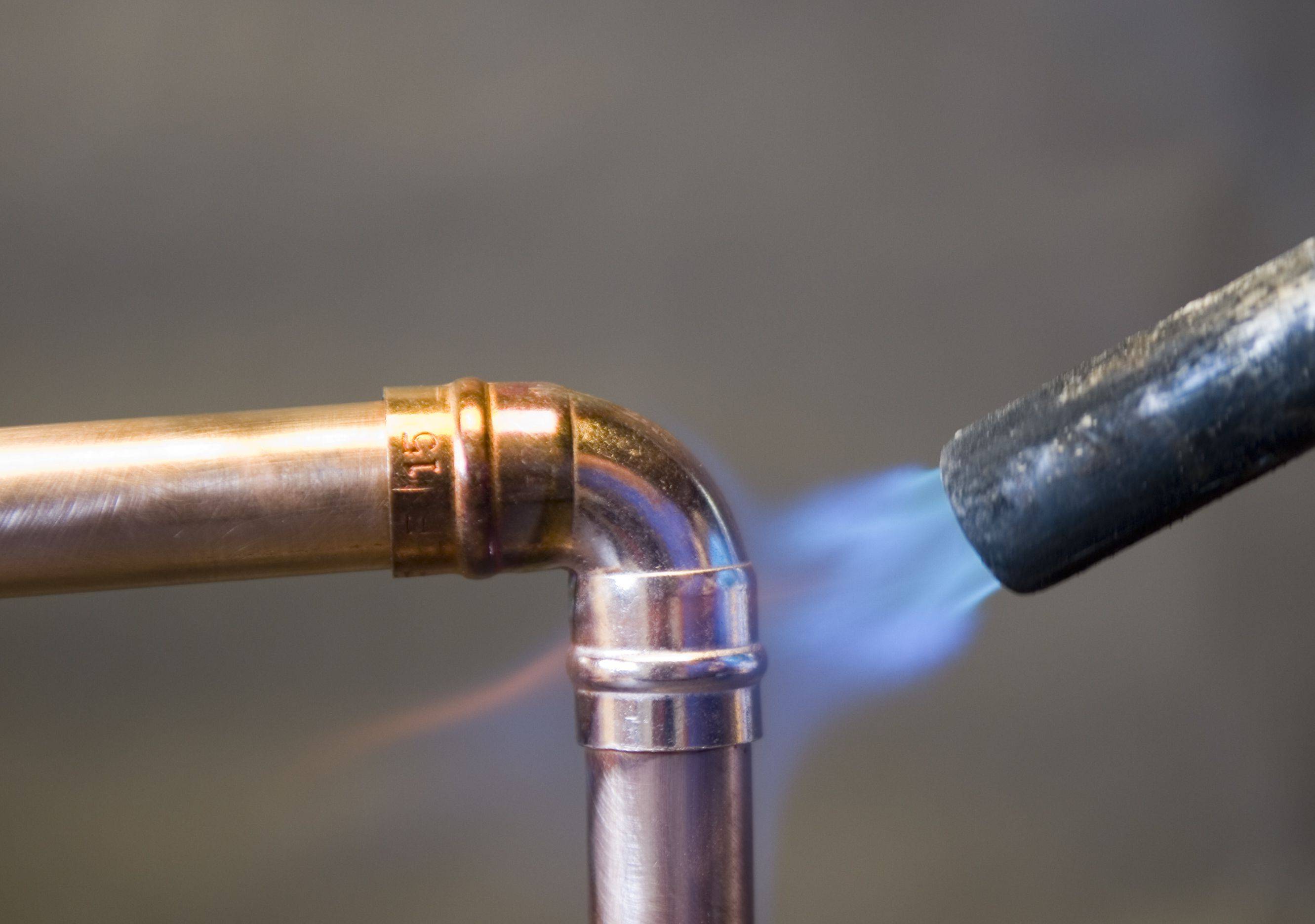
- Направляют пламя горелки на место соединения. Контактное пятно должно непрерывно перемещаться, что обеспечит равномерный прогрев.
- Подают припой в монтажный зазор. При достаточном нагреве мягкий материал начинает расплавляться.
- Отводят горелку, позволяя присадке распределиться по технологическому зазору. Если припой еще не расплавился, продолжают термическое воздействие. Разогревать присадочный материал отдельно не нужно: он должен плавиться под воздействием тепла, отдаваемого медью.
- Охлаждают место соединения естественным способом. До полного остывания припоя трогать спаянные детали нельзя.
В некоторых случаях горелку с пламенем заменяют электрическим паяльником. Порядок выполнения действий будет тем же, однако работы займут больше времени.
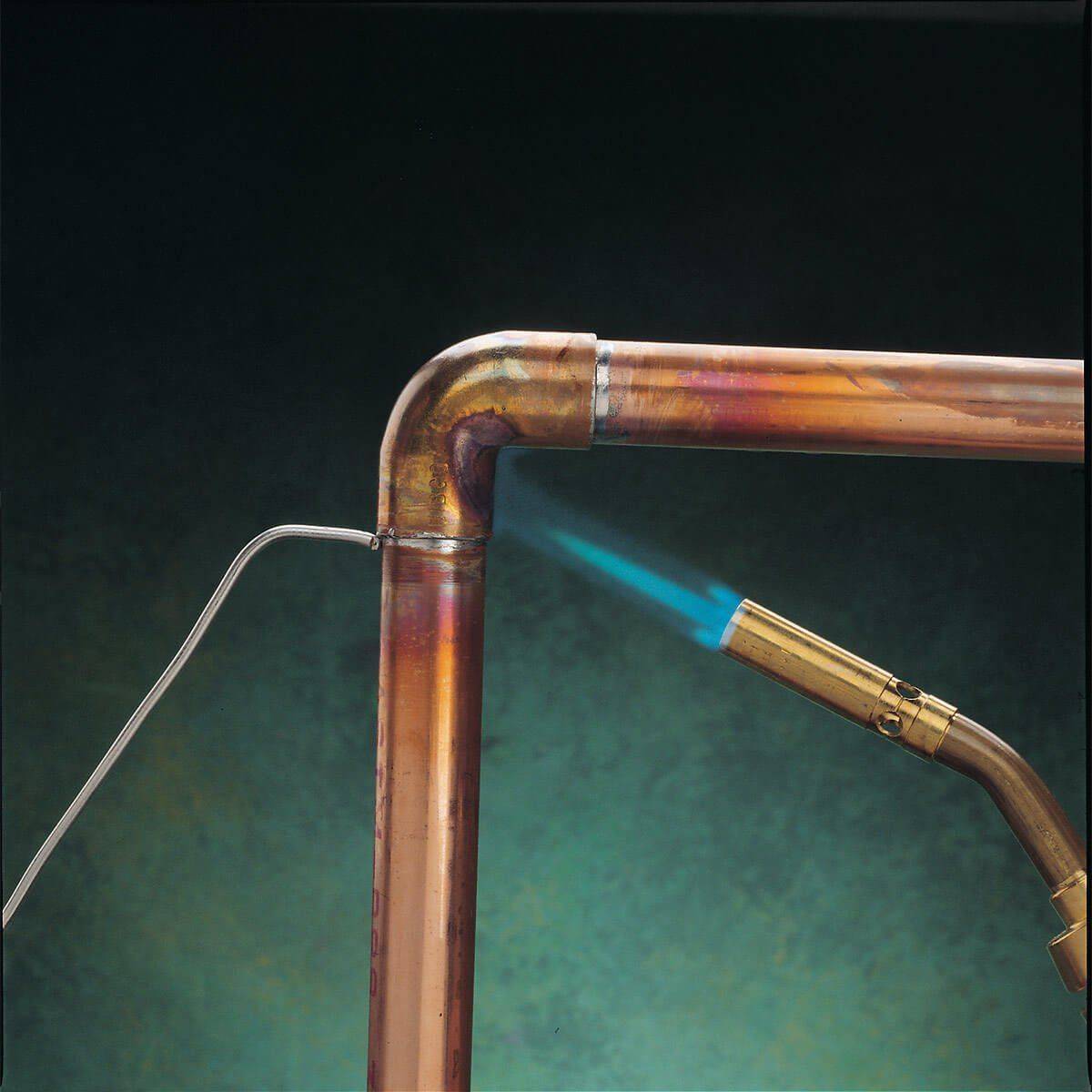
Использование горелки
Для соединения труб этим методом выполняют следующие действия:
- устанавливают элементы трубопровода в правильном положении;
- прогревают место стыковки;
- подают твердый присадочный материал к обрабатываемой области, размягчают его газовой горелкой;
- осматривают место соединения, оценивая правильность наложения присадки на основание (в процессе контроля трубу проворачивают, осматривая шов по всей протяженности).
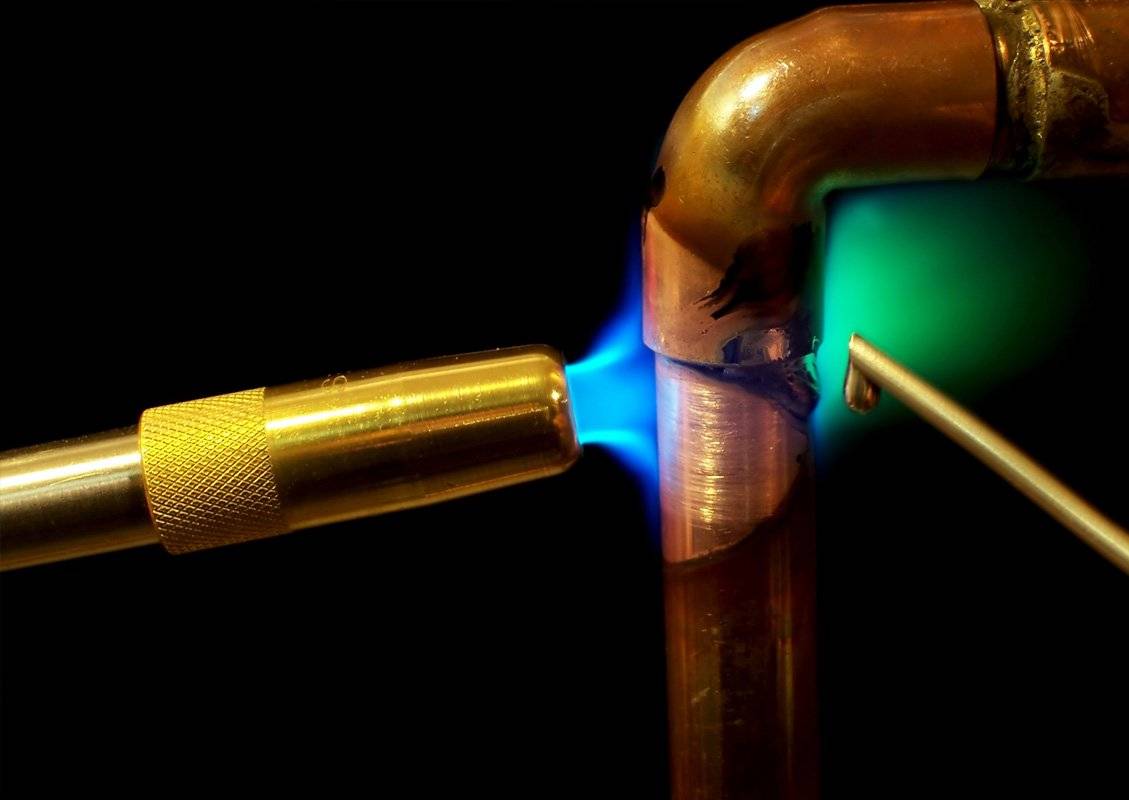
Специалисты советуют вести горелку вдоль шва быстро и равномерно. Время воздействия должно быть минимальным, горящий в приборе газ – давать синее пламя. О достижении необходимой температуры свидетельствует изменение цвета меди на темно-красный.
Суть процесса и способы пайки
Процесс сварки пластиковых изделий заключается в создании неразьёмного соединения при нагреве свариваемых поверхностей до вязко-текучего состояния и прижатии их друг к другу под давлением.

Микрочастицы одного изделия проникают в структуру другого, образуя цельную конструкцию. Осуществляется этот процесс тремя способами:
- диффузионный способ. В зоне сварки происходит перемешивание вязко-текучего материала обеих деталей с одновременным вытеснением пузырьков воздуха. После остывания изделия образуют надёжное соединение, которое не теряет прочности с течением времени;
- пайка с помощью электрофитинга — способ стыковки труб с применением фитингов с закладными электрическими нагревателями, при этом сварка осуществляется в автоматическом режиме;
- холодным способом. Пайка осуществляется с использованием специальной сварочной массы (припоя), которая помещается в зазор между поверхностями свариваемых деталей. Припой имеет более низкую температуру плавления, чем основной материал, при расплавлении диффундирует в него, образуя прочное соединение.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:








- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.

Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Общий алгоритм действий
Чтобы правильно спаять медные трубки своими руками, нужно соблюдать технологическую последовательность работ.
Отрез нужной длины
На этом этапе выполняют следующие действия:
- Устанавливают трубу между лезвием и роликом трубореза. Вращают инструмент вокруг детали. После каждого оборота регулировочный винт слегка затягивают. При использовании трубореза диаметр элемента может уменьшиться. Исключить деформацию можно, заменив приспособление ножовкой.
- Удаляют заусенцы. Зачищают внутренние поверхности, обрабатывают обезжиривающим средством.
- Нарезают следующую деталь. С помощью расширителя и молотка увеличивают диаметр раструба. Проверяют плотность вхождения элементов друг в друга. Величина монтажного зазора должна соответствовать норме.
Использование флюса
Чтобы заварить медные трубы для водопровода, нужно нанести паяльную кислоту равномерным слоем. Для этого используют кисть, распределяя средство по внешней поверхности элемента меньшего диаметра
Операцию выполняют осторожно, стараясь набирать небольшое количество состава. Излишков на поверхности присутствовать не должно
Соединение деталей
После нанесения флюса элементы сопоставляют. Это делают быстро, исключая попадание загрязнений на обработанные поверхности. При работе с фитингом выполняют полное соединение его компонентов. Для этого гайки проворачивают до упора.
Детали в процессе принимают правильное положение, кислотный состав распределяется по технологическому зазору.
Пошаговая инструкция по пайке труб отопления
Перед проведением монтажа системы отопления рекомендуется подготовить подробную схему на бумаге, с помощью которой можно подсчитать размеры трубных участков и количество фитингов. Это позволит выполнить максимально возможное количество стыковок элементов в удобном положении, на рабочем столе.
Меры безопасности
Выполняя пайку элементов системы отопления нужно учитывать, что в работе используется электрический прибор, поэтому должны строго соблюдаться правила защиты от поражения электрическим током. Помещение, где проводится пайка, необходимо постоянно проветривать, так как расплав припоя и флюса может выделять токсичные вещества.
Подготовка элементов и деталей
Подготовка элементов, участвующих в сварочном процессе, включает в себя:
- разметку нужной длины трубы;
- нарезку отмеренных отрезков;
- очистки края цельной пластиковой трубы пилкой для железа или острым ножом от заусениц. При соединении армированных изделий необходимо с помощью шейвера удалить верхний слой пластика и алюминиевую прослойку по длине входа в фитинг;
- далее рекомендуется снять фаску под углом 35-45º на наружном конце трубки, чтобы избежать задиров материала при введении трубки в раструб фитинга;
- разметить на изделие длину его вхождения в фитинг, исходя из глубины муфты плюс 1-2 мм. Этот зазор необходим для предотвращения сужения трубы в месте соединения наплывом сварного шва;
- после разметки поверхности деталей необходимо очистить от пыли, загрязнений и обезжирить спиртовым раствором.
Подготовка паяльника
Паяльник нужно установить на ровную поверхность, закрепить необходимые насадки на посадочные места, выставить терморегулятор на температуру сварки и подключить к электросети.

Насадки аппарата в зависимости от температуры окружающей среды греются в течение 10 — 15 мин. Первая сварка выполняется через 5 минут после нагрева паяльника.
Правила стыковки
Паяльник одновременно разогревает внешний и внутренний слой соединяемых деталей, на концах которых образуются отбортовки. Снятые с насадок нагретые детали необходимо немедленно состыковать между собой, прижимая друг к другу с двух сторон, контролируя усилие.
Зачистка и охлаждение соединений
При любой технологии сварки нельзя прибегать к ускорению охлаждения сварного шва холодным воздухом, водой и пр. При быстром охлаждении в зоне сварного шва возникают значительные перепады температур, которые способствуют к образованию больших напряжений в пластике.
Поэтому, если сварка проводится при низкой температуре окружающей среды, горячий шов необходимо укутать теплоизоляционным материалом, который замедлит процесс охлаждения, и, соответственно, снизит внутреннее напряжение в зоне сварки.
Проверяем качество соединения
Для того, чтобы определить насколько качественно выполнен шов сварного соединения, нужно произвести его визуальный осмотр на наличие дефектов в виде трещин, раковин или складок, которые могут образоваться при перегреве изделий. Сам валик оплавленного материала должен быть равномерным и выступать за торцевую поверхность соединяемых элементов на 2-3 мм.
Теперь технология: девять этапов и кое-какие советы
Технология пайки медных труб совсем несложная.
Вот на какие этапы можно разделить процесс:
- Кройка и шитье: отрезать металл по нужной длине труборезом.
Место резки делать ровным, резак держать перпендикулярно к поверхности. - Зачистка заготовок металлической щеткой, удаление заусениц с торцов.
На этом этапе нельзя использовать наждачную шкурку из-за риска образования мельчайшего песка, который помешает сцеплению пропоя. - Расширение края одной из труб для того, чтобы конец другой трубы легко вошел в первую с минимальным зазором.
- Тщательная зачистка концов металлической щеткой после его расширения.
- Нанесение флюсовой смеси на конец трубы максимально равномерным тонким слоем.
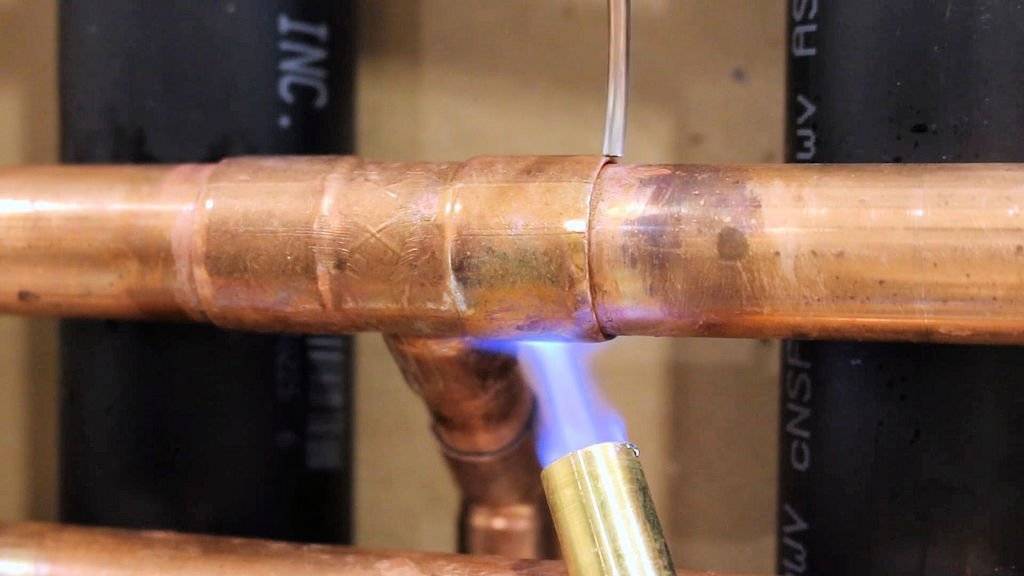
- Концы труб вставить друг в друга, хорошенько прогреть до момента, когда цвет флюса на трубе станет серебристым.
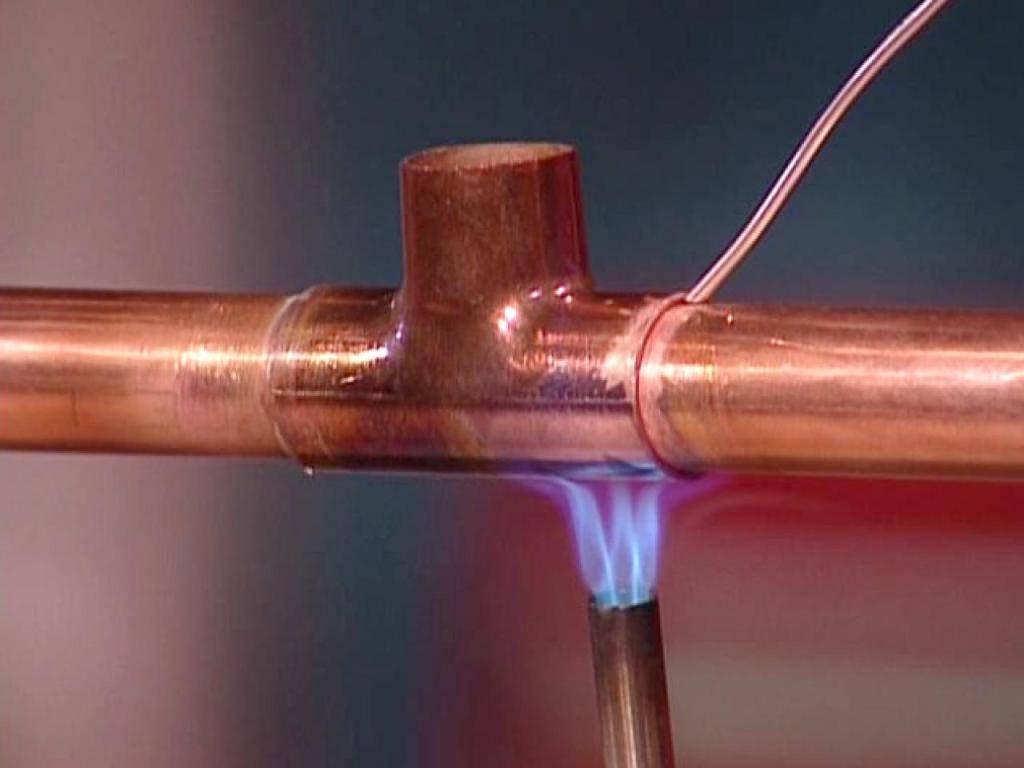
- К стыку подносят припой, который тут же плавится и заполняет зазор стыка между трубами.
Процесс заканчивается при наполнении зазора припоем. - После разогрева запаянной трубе нужно дать хорошенько остыть – ни в коем случае не трогать ее в это время.
- Протереть, удалить остатки флюса.
 Способ соединения труб.Пайка
Способ соединения труб.Пайка
Если вдруг случился дефект в виде свища или повреждения стыка, изделие можно быстро и просто отремонтировать. Для этого его достаточно нагреть и демонтировать. После удаления дефектов повторно нагреть и снова спаять.





Чисто стыковые соединения медных изделий делать нельзя – они нежизнеспособны, а у вас обязательно произойдет потоп – вся пайка разрушится. Лучше делать муфтовые соединения, расширяя конец одной из труб.
Теперь о сгибании. Гнуть с использованием трубогиба можно только мягкие отожженные трубы. Если они не отожженные, используются медные фитинги под пайку. Угол может быть 90° и меньше.
Как правильно паять медные трубы, пошаговая инструкция
Поэтапное проведение работ позволяет получить высококачественные соединения. При выполнении процесса не нужно спешить, необходимо выполнять все правила и рекомендации.
Подготовка соединения
На первом этапе подготавливаются необходимые детали требуемых размеров. Для резки применяется труборез, который должен располагаться к трубопроводу строго перпендикулярно. Сначала труба зажимается в скобе приспособления между лезвием и опорными роликами.
Резак один или два раза поворачивается вокруг обрезаемого сегмента.
Затем проводится подтяжка винтового механизма. После этого процесс реза повторяется. Такие действия осуществляют, пока не произойдет окончательный раскрой трубы.
Для подготовки деталей требуемого размера также можно использовать ножовку с лезвием по металлу. Однако таким инструментом не всегда получается выполнить ровный срез. Тем более при применении ножовки образуется много металлических опилок
Поэтому приходится уделять большое внимание, чтобы они не попали в систему. Ведь опилки могут стать причиной поломки дорогого оборудования или затора в инженерной коммуникации
Труборез позволяет получить ровный срез. Затем с торца трубы удаляются заусенцы.Внутренняя поверхность изделия чистится и обезжиривается. Такие же действия выполняются со вторым сегментом.
На следующем этапе используется труборасширитель или вальцовка. Он позволяет увеличить диаметр одного из сегментов, чтобы детали можно было соединить. Зазор между ними обязан составлять 0,02-0,4 мм. При меньших значениях припой не сможет просочиться в него, а при больших размерах – не возникнет капиллярный эффект.
Нанесение флюса
Флюс наносится ровным слоем в минимальном количестве на наружную поверхность того изделия, которое вставляется в соединяемый сегмент.
Операция выполняется кистью. Она может входить в комплект реагента.
При ее отсутствии используется малярная кисть. Необходимо применять инструмент, который не оставляет волокон.
Пайка
Процесс начинается с соединения трубопроводных частей. Он выполняется после использования флюса.
На увлажненной поверхности не должно быть никаких посторонних включений.
Когда соединяется труба и фитинг, последний элемент вращается, пока не произойдет его полное надевание на трубопроводный сегмент. Такое действие также позволяет распределить флюс по всему соединяемому месту. Если из зазора между деталями выступит расходный материал, он убирается салфеткой или тряпочкой, так как представляет собой агрессивный состав химического происхождения.
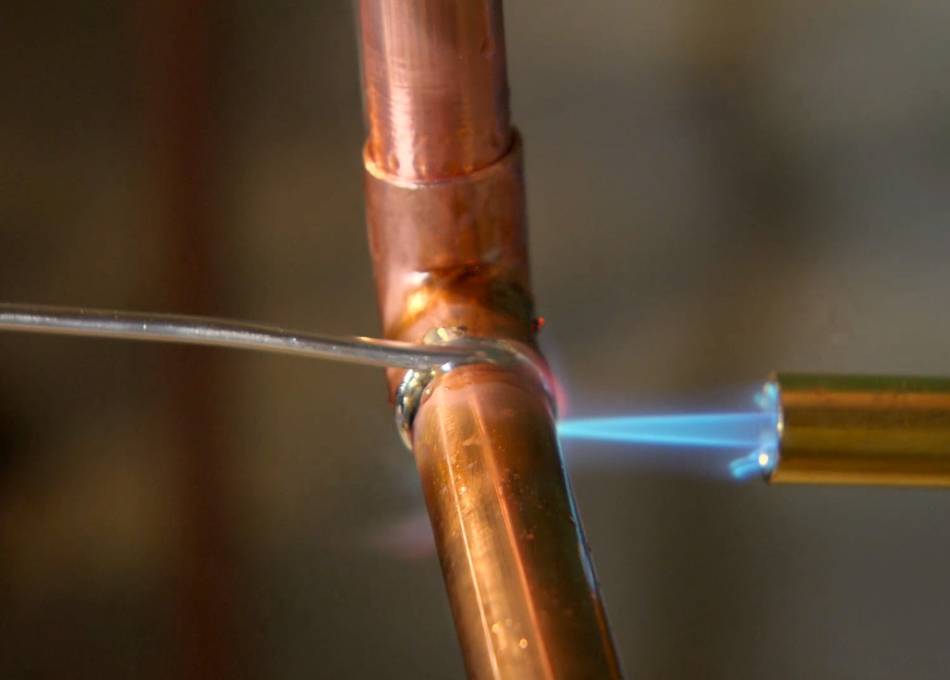
Процесс пайки низкотемпературным способом начинается с включения горелки. Ее пламя направляется на соединяемое место и постоянно перемещается по стыку для его равномерного прогрева. После нагрева деталей припой прикладывается к зазору между ними. Расходник начнет расплавляться, если место соединения было достаточно разогрето. В этот момент горелку нужно удалить от стыка, потому что расходный материал заполнит зазор. Мягкий припой не требуется специально разогревать. Плавление расходного материала происходит под воздействием тепла от разогретых деталей.
Мягкая пайка медных труб
Соединения трубопроводных элементов выполняются при постоянном контроле нагрева меди. Металл нельзя перегревать! При несоблюдении этого правила происходит разрушение флюса. Поэтому с деталей не удаляются оксиды. В результате снижается качество швов.
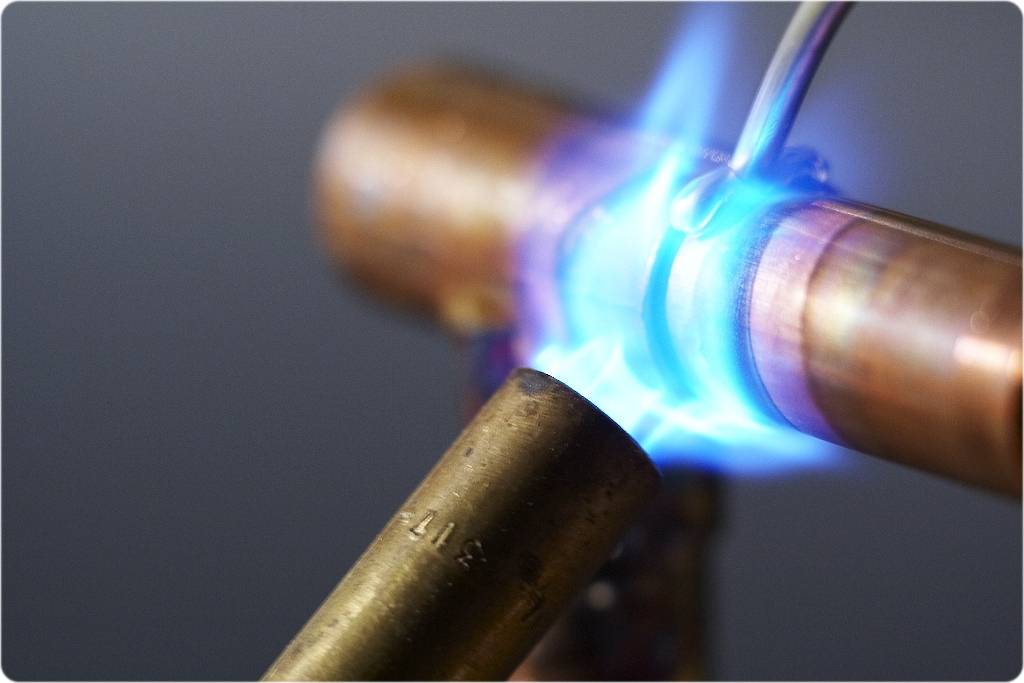
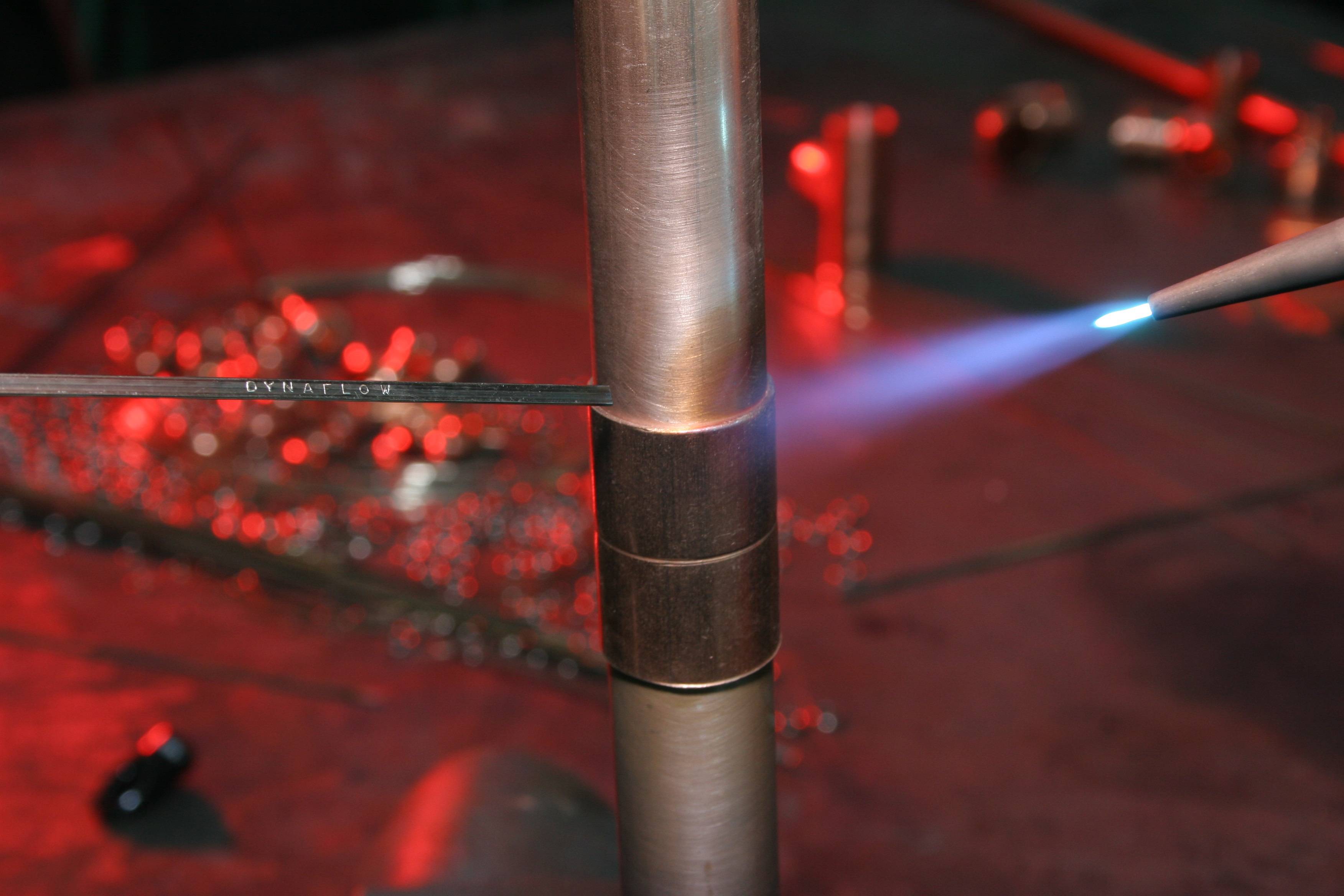
Пайка твердым способом начинается с равномерного и быстрого прогрева соединяемых деталей. Он осуществляется с помощью пламени ярко-синего цвета умеренной интенсивности.
Припой прикладывается к стыку в момент нагрева элементов до температуры 750°C. Она достигает нужного значения, когда медь становится темно-вишневого цвета. Для лучшего плавления припоя он может быть дополнительно нагрет горелкой.
После остывания шва стык протирается тряпочкой для удаления остатков флюса. В противном случае вещество может стать причиной разрушения меди. Если на поверхности трубопровода образовался наплыв припоя, он удаляется с помощью наждачной бумаги.
Что такое пайка, и зачем она
Все очень просто: пайка медных изделий нужна там, где они применяются – в водопроводных системах и системах охлаждения воздуха – современных кондиционерах. Ее применяют для монтажа или ремонтных работ медных деталей и заготовок.
Эта технология вполне по силам домашним любителям, а результат характеризуется исключительной надежностью и удивительной долговечностью.
Скрывать не будем, стоимость медных изделий не самая низкая, но все затраты полностью окупаются. Из них можно соорудить и отопительную систему, и водопроводную, и охлаждающую: все, где нужны крепкие трубы.
Устройство газовой горелки.
Вещи из меди, конечно, можно варить. Но самым оптимальным методом их соединения давно является пайка. Суть процесса простая, как хозяйственное мыло: заготовки скрепляются за счет специального расплавленного наполнителя, который называется припоем.
Плавят припой посредством высокой температуры. После того, как стык заполняется припоем, он начинает быстро остывать, формируя тем самым крепкое соединение с герметичными свойствами.
Еще одним значительным преимуществом данного способа соединения является возможность несложного разъединения деталей, если таковое понадобится по каким-либо причинам. Чтобы сделать это, нужно всего лишь снова нагреть припой до температуры плавления.




Подготовка к пайке меди с алюминием, латунью, нержавейкой, железом
Подготовительный период, включающий в себя приобретение необходимых приспособлений, материалов, средств индивидуальной защиты, и сама процедура паяния.
Существуют два способа припаять медь к меди: высоко- и низкотемпературный. Первый предполагает нагрев металла до 900°C, применяется для трубопроводов с большим давлением или температурной нагрузкой.Для высокотемпературной пайки используются предназначенные для этого материалы: твердый припой в виде стержней(температура плавления такого припоя около 900°C) и твердоплавкий флюс.
Для того чтобы паять медь низкотемпературным методом, достаточно нагрева металла до 600°C (чаще 300–380°C), что достижимо в бытовых условиях. Для процедуры используют мягкий припой для пайки меди и латуни в виде проволоки или прута сечением до 3 мм и более плавкий флюс. Припой представляет собой сплав олова, которого более 97%, с другими металлами: медью, селеном, серебром, сурьмой.
Для чего нужен флюс.Правильно паять медные трубы можно только с флюсом – специальным пастообразным составом (с хлоридом цинка), который наносится на поверхность соединяемых участков трубы широкой полосой. Он выполняет несколько функций:
- предотвращает процесс окисления металла, удаляя кислород;
- улучшает сцепление припоя с медью;
- является индикатором достаточного нагрева металла, сигнализирует, когда следует поднести припой и спаять медь;
- способствует равномерному растеканию припоя по стыку.
Техника безопасности. При всей простоте процесса, паять медные трубы нужно с соблюдением правил безопасности. Опасность ожогов несет не только само пламя горелки, но и нагретый металл. Медь хорошо проводит тепло, поэтому в процессе работы сильно нагревается не только участок, на который кладут припой и проводят сварку, но и вся труба, а остывает она медленно. Если требуется спаять медные трубки, которые еще не встроены в систему трубопровода, то подготовка включает размещение их на невозгораемых опорах, где они смогут остывать долгое время. Прежде чем трогать спаянный металл с места, следует дождаться полного остывания.
Непосредственную опасность представляет открытое пламя горелки, поэтому приобретать нужно такой инструмент, с которым удобно работать: желательно с подвижным соплом на длинном шланге
Способы соединения
Для соединения элементов из меди применяют разные методы. Чтобы провести работу, нужно использовать дополнительные элементы, называемые фитингами. Они используются для пайки или опрессовки. Во втором варианте применяются изделия с резиновыми уплотнительными кольцами. Их закрепляют на двух концах деталей, обжимают с помощью клещей. Однако спаивание деталей считается более надёжным.
Выделяют два метода спаивания медных элементов:
- Низкотемпературный метод. При его проведении применяется мягкий припой. Низкотемпературную пайку применяют при изготовлении трубопроводов, через которые будет проходить поток воды до 110 градусов. Место соединения нагревается до 300 градусов, расходный материал расплавляется и скрепляет элементы трубопровода.
- Высокотемпературный метод. Этот способ не применяется при изготовления бытовых сетей. Он предназначен для создания трубопроводов, по которым будут передвигаться рабочие смеси под высоким давлением или с высокой температурой.
Технология пайки медных труб
Медь легко поддается обработке. Ее не нужно очищать агрессивными средствами. Металл имеет хорошую адгезию с легкоплавкими сплавами. Поэтому подходящий припой не трудно подобрать.
 Пайка медных труб водопровода
Пайка медных труб водопровода
Соединение деталей из меди выполняется двумя способами. Независимо от варианта не нужно применять дорогие флюсы, так как не происходит бурная реакция с кислородом, когда металл начинает плавиться.
Высокотемпературная пайка
Соединение выполняется при температуре более 450°C и применении припоев из тугоплавких металлов, к которым относится медь и серебро. Метод позволяет получить твердые соединения.
При выполнении высокотемпературной пайки металл размягчается путем его отжига, а охлаждение созданного шва проводится естественным способом. Это позволяет максимально сохранить прочностные свойства меди.
При помощи твердой пайки соединяются изделия, диаметр которых 12-159 мм. Этот метод применяется для газопроводных сетей. Высокотемпературный способ позволяет соединить и водопроводные трубы, диаметр которых превышает 28 мм. Твердый метод также используется, если температура среды в трубопроводах больше 120°C. Высокотемпературный вариант пайки прекрасно подходит для создания отводов в сети отопления без разборки теплового контура.
Низкотемпературная пайка
Этот метод называется мягким соединением. Он осуществляется при температуре меньше 450°C. В процессе применяются припои из легкоплавких металлов, свинец и олово.
Низкотемпературный вариант соединения позволяет создавать швы шириной 7-50 мм. Такие соединения отличаются меньшей прочностью по сравнению со стыками, изготовленными с помощью высокотемпературного метода. Поэтому пайка мягким припоем не применяется для газовых коммуникаций.
При низкотемпературном методе не выполняется отжиг меди. Поэтому прочность металла не изменяется. Мягкая пайка используется при монтаже труб, у которых диаметр 6-108 мм. Этот метод также подходит для водопровода и систем отопления, если температура нагретой среды не превышает 130°C.